Potrebbero piacerti anche
- UNI en 10083-3 - Ed. 2006 - Parte 3Documento58 pagineUNI en 10083-3 - Ed. 2006 - Parte 3Renato AlbinoNessuna valutazione finora
- UNI en 10083-2 - Ed. 2006 - Parte 2Documento40 pagineUNI en 10083-2 - Ed. 2006 - Parte 2Renato AlbinoNessuna valutazione finora
- Unin13001-3-1 2005 EenDocumento76 pagineUnin13001-3-1 2005 EenalfonxxlNessuna valutazione finora
- UNI en 10305-2 - 2003 - Tubi Di Acciaio Per Impieghi Di Precisione - Parte 1 Tubi Saldati Trafilati A FreddoDocumento24 pagineUNI en 10305-2 - 2003 - Tubi Di Acciaio Per Impieghi Di Precisione - Parte 1 Tubi Saldati Trafilati A FreddoAddul Omman NailNessuna valutazione finora
- Circolare 02 Febbraio 2009 N 617 CSLLPP PDFDocumento452 pagineCircolare 02 Febbraio 2009 N 617 CSLLPP PDFMarko AdamovićNessuna valutazione finora
- Uni en 10341-2006Documento23 pagineUni en 10341-2006koalaboiNessuna valutazione finora
- 2827 Ed4Documento18 pagine2827 Ed4anhthoNessuna valutazione finora
- ThyssenKrupp Acciai Speciali TesinaDocumento17 pagineThyssenKrupp Acciai Speciali TesinaLujeinbiciNessuna valutazione finora
- Coppia Di Serraggio BulloneriaDocumento2 pagineCoppia Di Serraggio BulloneriaoslatNessuna valutazione finora
- UNI - EN - ISO - 6892 - 1 - 2009 - 01 TradottoDocumento11 pagineUNI - EN - ISO - 6892 - 1 - 2009 - 01 Tradottopaperinik_pap0% (1)
- Capitolo 7Documento62 pagineCapitolo 7nonwolfNessuna valutazione finora
- Rullatura Delle Filettature Esterne PDFDocumento15 pagineRullatura Delle Filettature Esterne PDFclucchini_751669793Nessuna valutazione finora
- 2016 01 15 - Direttiva - Macchine - Elenco Norme Armonizzate PDFDocumento99 pagine2016 01 15 - Direttiva - Macchine - Elenco Norme Armonizzate PDFStefano Nyborg GiliNessuna valutazione finora
- Coppia Serraggio FilettiDocumento1 paginaCoppia Serraggio FilettioslatNessuna valutazione finora
- Plug - EN 10130Documento3 paginePlug - EN 10130vaidyanathanNessuna valutazione finora
- Uniiso228 1 PDFDocumento2 pagineUniiso228 1 PDFCkaal74100% (1)
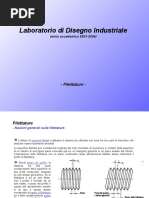
- FilettatureDocumento25 pagineFilettatureoslatNessuna valutazione finora
- Camino Autoportante - Parte 2Documento41 pagineCamino Autoportante - Parte 2ValerioZucchelliNessuna valutazione finora
- Scheda Tecnica Norma en 10025Documento8 pagineScheda Tecnica Norma en 10025fil maccNessuna valutazione finora
- Fatica 2Documento45 pagineFatica 2PieroNacciNessuna valutazione finora
- PPM Da CPKDocumento11 paginePPM Da CPKcarlo47Nessuna valutazione finora
- Scheda Tecnica Sesalit Plus-GDocumento1 paginaScheda Tecnica Sesalit Plus-Ganderson añezNessuna valutazione finora
- Tolleranze Per Dimensioni Lineari Ed Angolari Prive Di Indicazione Di Tolleranze SpecificheDocumento14 pagineTolleranze Per Dimensioni Lineari Ed Angolari Prive Di Indicazione Di Tolleranze SpecifichekoolhNessuna valutazione finora
- MINUTERIA METALLICA BUSSOLE INSERTI PER STAMPI Catalogo - RCM PDFDocumento315 pagineMINUTERIA METALLICA BUSSOLE INSERTI PER STAMPI Catalogo - RCM PDFAnonymous zxFhXenNessuna valutazione finora
- Danieli: Tightening Torques For Bolted CouplingsDocumento10 pagineDanieli: Tightening Torques For Bolted CouplingsSting TejadaNessuna valutazione finora
- Uni en 22768-1 - 1993Documento14 pagineUni en 22768-1 - 1993Marco100% (2)
- Uni en 14384Documento31 pagineUni en 14384giskardrevNessuna valutazione finora
- Calettamento Albero MozzoDocumento3 pagineCalettamento Albero MozzoNicola Alan De ZardoNessuna valutazione finora
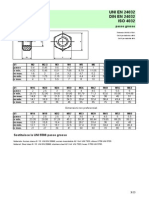
- Dadi Uni en 24032Documento1 paginaDadi Uni en 24032frank_the_bangNessuna valutazione finora
- Apparecchi Di Sollevamento UNI EN 13001 PDFDocumento4 pagineApparecchi Di Sollevamento UNI EN 13001 PDFagri manNessuna valutazione finora
- PDFDocumento16 paginePDFkoolhNessuna valutazione finora
- 9 57511dacrometDocumento12 pagine9 57511dacrometoslat0% (1)
- Tabla de Intersecciones DerivacionesDocumento17 pagineTabla de Intersecciones DerivacionesAntonio Anatoly Viamont PintoNessuna valutazione finora
- Iso 15614Documento35 pagineIso 15614Angelo RazzanoNessuna valutazione finora
- Apparecchi Di Sollevamento - Criteri Generali Per Il Progetto - Parte 1 - Principi e Requisiti Generali UNI en 13001-1 Del 2015Documento32 pagineApparecchi Di Sollevamento - Criteri Generali Per Il Progetto - Parte 1 - Principi e Requisiti Generali UNI en 13001-1 Del 2015DDNessuna valutazione finora
- Univ1999 1 1 2002 Eit PDFDocumento210 pagineUniv1999 1 1 2002 Eit PDFLupu DanielNessuna valutazione finora
- Disegno Tecnico - Tipi, Grossezze Ed Applicazioni Delle Linee (Da UNI 3968)Documento2 pagineDisegno Tecnico - Tipi, Grossezze Ed Applicazioni Delle Linee (Da UNI 3968)acab4152Nessuna valutazione finora
- Cenni Di MetallografiaDocumento51 pagineCenni Di Metallografiapirataj61Nessuna valutazione finora
- Snam CENT - spc.GA.E.60654 - Rev2 - Specifica Valvole Di Non-Ritorno Con Fine CorsaDocumento7 pagineSnam CENT - spc.GA.E.60654 - Rev2 - Specifica Valvole Di Non-Ritorno Con Fine CorsaMauro MLRNessuna valutazione finora
- En 46100Documento2 pagineEn 46100AndreaDeCrescenzoNessuna valutazione finora
- Perchè CP Medio in Camera Combustione - (Vedi Parte Gialla)Documento2 paginePerchè CP Medio in Camera Combustione - (Vedi Parte Gialla)DavideNessuna valutazione finora
- Fatica UninaDocumento18 pagineFatica UninaGiuseppe SpigapienaNessuna valutazione finora
- Tabella Designazione AcciaiDocumento1 paginaTabella Designazione AcciaiMario Di CiccoNessuna valutazione finora
- C01 01 00 Rev 3Documento14 pagineC01 01 00 Rev 3Salvatore IgnazziNessuna valutazione finora
- 2351 Ed3Documento18 pagine2351 Ed3anhtho100% (1)
- R02Documento21 pagineR02Sting TejadaNessuna valutazione finora
- BoccoleDocumento28 pagineBoccoleJames GarciaNessuna valutazione finora
- Eurocodice 3 Parte 6 Apparecchi Di SollevamentoDocumento58 pagineEurocodice 3 Parte 6 Apparecchi Di Sollevamentofabio manenteNessuna valutazione finora
- Uni 6957Documento1 paginaUni 6957lavius_mNessuna valutazione finora
- Verifica A Fatica SAIPEM - 6a Giornata - 06-05-09Documento21 pagineVerifica A Fatica SAIPEM - 6a Giornata - 06-05-09AndreaNessuna valutazione finora
- Acciai Da CostruzioneDocumento78 pagineAcciai Da CostruzioneandreahankNessuna valutazione finora
- 7000103-R01 SpacersDocumento3 pagine7000103-R01 SpacersNeidSmajić0% (1)
- Din 975Documento1 paginaDin 975Sos de HoyosNessuna valutazione finora
- Fiat General ToleranceDocumento11 pagineFiat General ToleranceLuca TurraNessuna valutazione finora
- Diagramma Ferro-Carbonio PDFDocumento3 pagineDiagramma Ferro-Carbonio PDFalbsNessuna valutazione finora
- Uni en 485-3 - 2005Documento25 pagineUni en 485-3 - 2005Riccardo PernaNessuna valutazione finora
- UNI 12237 - 2004 - CompressedDocumento14 pagineUNI 12237 - 2004 - CompressedMaseNessuna valutazione finora
- UNI 12237 - 2004 - CompressedDocumento14 pagineUNI 12237 - 2004 - CompressedMaseNessuna valutazione finora
- Uni en 1998-1:2005Documento192 pagineUni en 1998-1:2005roldoguidoNessuna valutazione finora
- EN 764-3 Definizione Delle Parti CoinvolteDocumento10 pagineEN 764-3 Definizione Delle Parti CoinvolteAlin TomozeiNessuna valutazione finora
- Larghezze in Chiave e Sugli SpigoliDocumento4 pagineLarghezze in Chiave e Sugli SpigolioslatNessuna valutazione finora
- 9 57511dacrometDocumento12 pagine9 57511dacrometoslat0% (1)
- 1000 Haertha Tempra Sotto VuotoDocumento2 pagine1000 Haertha Tempra Sotto VuotooslatNessuna valutazione finora
- Coppia Di Serraggio BulloneriaDocumento2 pagineCoppia Di Serraggio BulloneriaoslatNessuna valutazione finora
- 9.57513 Zintek2006Documento15 pagine9.57513 Zintek2006oslat100% (1)
- Estrem. VitiDocumento13 pagineEstrem. Vitioslat100% (1)
- Presentazione Webinar IATF16949Documento17 paginePresentazione Webinar IATF16949oslatNessuna valutazione finora
- FilettatureDocumento25 pagineFilettatureoslatNessuna valutazione finora
- Filettature Tolleranze - Diametri PDFDocumento24 pagineFilettature Tolleranze - Diametri PDFoslatNessuna valutazione finora
- 0.00013.03-10 Marcatura Della Data Di FabbricazioneDocumento7 pagine0.00013.03-10 Marcatura Della Data Di FabbricazioneoslatNessuna valutazione finora
- Linee Guida GeneraliDocumento11 pagineLinee Guida GeneralioslatNessuna valutazione finora
- Coppia Di Serraggio BulloneriaDocumento2 pagineCoppia Di Serraggio BulloneriaoslatNessuna valutazione finora
- Filettature Tolleranze - DiametriDocumento24 pagineFilettature Tolleranze - DiametrioslatNessuna valutazione finora
- UNI en 10083 Acciai BonificaDocumento50 pagineUNI en 10083 Acciai BonificaoslatNessuna valutazione finora
- Leghe AlluminioDocumento119 pagineLeghe AlluminiooslatNessuna valutazione finora
- Filettature Tolleranze - DiametriDocumento24 pagineFilettature Tolleranze - DiametrioslatNessuna valutazione finora
- Toll - Di Forma Su DisegniDocumento45 pagineToll - Di Forma Su DisegnioslatNessuna valutazione finora
- 9.57408 FosfatazioneDocumento10 pagine9.57408 Fosfatazioneoslat100% (1)
- Coppia Serraggio FilettiDocumento1 paginaCoppia Serraggio FilettioslatNessuna valutazione finora
- 9.50206 Componenti in Acciaio PDFDocumento15 pagine9.50206 Componenti in Acciaio PDFoslat100% (1)
- Norma TecnicaDocumento2.158 pagineNorma TecnicaCarlos Javier Rojas Echevarria31% (16)
- Simple Profiles Rounds, Squares, Flats, Etc.Documento17 pagineSimple Profiles Rounds, Squares, Flats, Etc.ĐứcNessuna valutazione finora
- 604 Disegno Tecnico Norme Uni 011910Documento10 pagine604 Disegno Tecnico Norme Uni 011910koolhNessuna valutazione finora
- r-021804 Erde2520 SDocumento1 paginar-021804 Erde2520 SLuis Alberto Mazuela QuezadaNessuna valutazione finora
- UNI EN 933-2 (1997) - Stacci Di ControlloDocumento9 pagineUNI EN 933-2 (1997) - Stacci Di ControllolorenzoNessuna valutazione finora
- UNI en 15011-2011 Apparecchi Di SollevamentoDocumento162 pagineUNI en 15011-2011 Apparecchi Di SollevamentoDDNessuna valutazione finora
- UNI en 10083-1 2006 Acciai Da Bonifica Condizioni Tecniche Generali Di FornituraDocumento28 pagineUNI en 10083-1 2006 Acciai Da Bonifica Condizioni Tecniche Generali Di FornituraoslatNessuna valutazione finora
- Certificado ISO 13485 + ISO 9001 Generador de Oxigeno + TraduccionDocumento4 pagineCertificado ISO 13485 + ISO 9001 Generador de Oxigeno + TraduccionGene FloresNessuna valutazione finora
- 3834-3 It enDocumento24 pagine3834-3 It enMarcoNessuna valutazione finora
- Uni1606498 EitDocumento6 pagineUni1606498 EitAlessia RabeschiNessuna valutazione finora
- Uni en Iso 8434-1 PDFDocumento33 pagineUni en Iso 8434-1 PDFiceschelNessuna valutazione finora
- Formato Della CartaDocumento7 pagineFormato Della CartaokksekkNessuna valutazione finora
- En 1442 UnprotectedDocumento42 pagineEn 1442 UnprotectedÖzgür Örs0% (1)
- Cappe Di Aspirazione: Fume CupboardsDocumento18 pagineCappe Di Aspirazione: Fume CupboardsStanley Y, H, CHIUNessuna valutazione finora
- Vacumsol 2019Documento2 pagineVacumsol 2019Hoàng Hà NguyễnNessuna valutazione finora
- SUNE2Documento192 pagineSUNE2Yann Van OsselaerNessuna valutazione finora
- Uni en Iso 128-21 2002 (Disegni Tecnici - Principi Generali Di Rappresentazione - Preparazione deDocumento20 pagineUni en Iso 128-21 2002 (Disegni Tecnici - Principi Generali Di Rappresentazione - Preparazione dekoolhNessuna valutazione finora
- 5006 Uni Iso 2008Documento30 pagine5006 Uni Iso 2008fabio manenteNessuna valutazione finora
- Certificado de Calidad Bomba PedrolloDocumento4 pagineCertificado de Calidad Bomba PedrolloYURI BELTRAN CHIPANA YUCRANessuna valutazione finora
- Effer 35 Spare PartsDocumento60 pagineEffer 35 Spare PartsAlain Defoe100% (1)
- BROCHURE - La Norma EN 17660-12 e La Norma UNI EN ISO 3834 - REV - 00Documento1 paginaBROCHURE - La Norma EN 17660-12 e La Norma UNI EN ISO 3834 - REV - 00sviluppi____Nessuna valutazione finora
- UNI en ISO 3834-5-2021-Parte 5 Documenti Ai Quali È Necessario ConformarsiDocumento18 pagineUNI en ISO 3834-5-2021-Parte 5 Documenti Ai Quali È Necessario ConformarsiGiovanni LupoliBVNessuna valutazione finora
- En12798 Gest Qualita' TrasportiDocumento19 pagineEn12798 Gest Qualita' TrasportiMarco TittiaNessuna valutazione finora
- Uni 128 129Documento17 pagineUni 128 129matteoNessuna valutazione finora
- NormaTecnica 2018-03-09Documento2.104 pagineNormaTecnica 2018-03-09Juan Igor Astorga Salinas33% (6)
- CAPRARI Tarifa Sector Industrial AZUL Rev. 02 - 2019Documento63 pagineCAPRARI Tarifa Sector Industrial AZUL Rev. 02 - 2019spiritos123456789Nessuna valutazione finora
- 2 ElementiFondamentaliDelDisegnoDocumento17 pagine2 ElementiFondamentaliDelDisegnoCindy Jennifer Valle MercedesNessuna valutazione finora
- Glossario Pitture e Vernici EN, FR, DE - UNI EN ISO 4618 PDFDocumento146 pagineGlossario Pitture e Vernici EN, FR, DE - UNI EN ISO 4618 PDFlorenzopentaNessuna valutazione finora
- En 10301-2003 PDFDocumento32 pagineEn 10301-2003 PDFDanilo FornaroNessuna valutazione finora
- En 199.1.4 ITA PDFDocumento168 pagineEn 199.1.4 ITA PDFErick AlaimoNessuna valutazione finora