Potrebbero piacerti anche
- Capitolato 9.57405 FIATDocumento20 pagineCapitolato 9.57405 FIATrgi178100% (2)
- 0.00031Documento7 pagine0.00031Diego Santana BragançaNessuna valutazione finora
- 55232Documento34 pagine55232goopejko0% (1)
- Fiat General ToleranceDocumento11 pagineFiat General ToleranceLuca TurraNessuna valutazione finora
- Scheda Tecnica Norma en 10025Documento8 pagineScheda Tecnica Norma en 10025fil maccNessuna valutazione finora
- Danieli: Tightening Torques For Bolted CouplingsDocumento10 pagineDanieli: Tightening Torques For Bolted CouplingsSting TejadaNessuna valutazione finora
- En 1090 - UnsiderDocumento50 pagineEn 1090 - UnsiderAnonymous zxFhXenNessuna valutazione finora
- 9.57513 Zintek2006Documento15 pagine9.57513 Zintek2006oslat100% (1)
- Fiat 01560Documento12 pagineFiat 01560cristian bonoNessuna valutazione finora
- 9 57511dacrometDocumento12 pagine9 57511dacrometoslat0% (1)
- 2827 Ed4Documento18 pagine2827 Ed4anhthoNessuna valutazione finora
- 02Documento31 pagine02Diego Santana BragançaNessuna valutazione finora
- Plug - EN 10130Documento3 paginePlug - EN 10130vaidyanathanNessuna valutazione finora
- Norma FG52806-12-04-2010 PDFDocumento13 pagineNorma FG52806-12-04-2010 PDFjoaopedrosousaNessuna valutazione finora
- ZincaturaDocumento7 pagineZincaturaslowmosquitoNessuna valutazione finora
- Uni en 12681 - 2006Documento43 pagineUni en 12681 - 2006Eur-Ing Nicola GalluzziNessuna valutazione finora
- Capitolo 7Documento62 pagineCapitolo 7nonwolfNessuna valutazione finora
- UNI en 10305-2 - 2003 - Tubi Di Acciaio Per Impieghi Di Precisione - Parte 1 Tubi Saldati Trafilati A FreddoDocumento24 pagineUNI en 10305-2 - 2003 - Tubi Di Acciaio Per Impieghi Di Precisione - Parte 1 Tubi Saldati Trafilati A FreddoAddul Omman NailNessuna valutazione finora
- 2351 Ed3Documento18 pagine2351 Ed3anhtho100% (1)
- Acciaio 5.8Documento2 pagineAcciaio 5.8lavius_mNessuna valutazione finora
- 18 1600Documento13 pagine18 1600sidneidecarvalho50% (4)
- Acciaiperstampiita PDFDocumento38 pagineAcciaiperstampiita PDFriplastNessuna valutazione finora
- ManualeFPC EN1090-1esempioDocumento37 pagineManualeFPC EN1090-1esempioAlessandro Celuzza100% (2)
- TRADUZIONE ISO 8502-9 - Valutazione Dei Sali Solubili Superficiali Mediante Calcolo Della Conduttività ElettricaDocumento14 pagineTRADUZIONE ISO 8502-9 - Valutazione Dei Sali Solubili Superficiali Mediante Calcolo Della Conduttività ElettricaDanilo AmendolaNessuna valutazione finora
- La Marcatura Ce Dei Componenti Strutturali in ACCIAIO SECONDO LA EN 1090-1 e Il CPR 305/2011Documento32 pagineLa Marcatura Ce Dei Componenti Strutturali in ACCIAIO SECONDO LA EN 1090-1 e Il CPR 305/2011Kevin DudleyNessuna valutazione finora
- 9.57408 FosfatazioneDocumento10 pagine9.57408 Fosfatazioneoslat100% (1)
- Uni en 10341-2006Documento23 pagineUni en 10341-2006koalaboiNessuna valutazione finora
- Uni en Iso 7438 - 2005Documento18 pagineUni en Iso 7438 - 2005savvymovNessuna valutazione finora
- PomDocumento20 paginePomLOHAN0% (1)
- En 46100Documento2 pagineEn 46100AndreaDeCrescenzoNessuna valutazione finora
- En-22768 ISO 2768 OmpDocumento4 pagineEn-22768 ISO 2768 OmpVivek PrajapatiNessuna valutazione finora
- Le Misure Dimensionali (Taratura)Documento35 pagineLe Misure Dimensionali (Taratura)maxNessuna valutazione finora
- UNI en 10083-3 - Ed. 2006 - Parte 3Documento58 pagineUNI en 10083-3 - Ed. 2006 - Parte 3Renato AlbinoNessuna valutazione finora
- UNI3054Documento1 paginaUNI3054sabar_srlNessuna valutazione finora
- Manuale FPC Uni en 1090Documento79 pagineManuale FPC Uni en 1090MAURONessuna valutazione finora
- UNI ISO 4527 2006 NichelaturaDocumento57 pagineUNI ISO 4527 2006 NichelaturaUmar FarooqNessuna valutazione finora
- 10083-1 Uni en PDFDocumento52 pagine10083-1 Uni en PDFShalu Babu100% (1)
- SCAME - Guida Direttive ATEX PDFDocumento44 pagineSCAME - Guida Direttive ATEX PDFIl GuidoNessuna valutazione finora
- Norma Iso 2409Documento6 pagineNorma Iso 2409Matteo PeddisNessuna valutazione finora
- 10 UNI CEN TR 18279 2005 EngDocumento33 pagine10 UNI CEN TR 18279 2005 EngDjordjeCiricNessuna valutazione finora
- Classi Di Resistenza Della Bulloneria Per Impieghi NormaliDocumento11 pagineClassi Di Resistenza Della Bulloneria Per Impieghi Normalipgallina22100% (1)
- Controllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)Documento16 pagineControllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)AlessioNessuna valutazione finora
- Manuale FPC REV.0 - 03.01.2023Documento49 pagineManuale FPC REV.0 - 03.01.2023AdrianoNessuna valutazione finora
- Slides UNI EN ISO 3834 PDFDocumento57 pagineSlides UNI EN ISO 3834 PDFnz578427Nessuna valutazione finora
- Uniiso228 1 PDFDocumento2 pagineUniiso228 1 PDFCkaal74100% (1)
- Uni en Iso 10042 - 2007Documento32 pagineUni en Iso 10042 - 2007Eur-Ing Nicola GalluzziNessuna valutazione finora
- 02 - Incertezza Calibri PDFDocumento89 pagine02 - Incertezza Calibri PDF1960skyNessuna valutazione finora
- Presentazione en 1090-2 RINADocumento22 paginePresentazione en 1090-2 RINAPasquale CutriNessuna valutazione finora
- GD&T Pocket GiudeDocumento33 pagineGD&T Pocket Giudepepe51100% (2)
- Uni Norme PDFDocumento4 pagineUni Norme PDFValentina VetrugnoNessuna valutazione finora
- Uni en Iso 2081 1Documento34 pagineUni en Iso 2081 1Paolo CostantinoNessuna valutazione finora
- Danieli: Realizzazione Di Strutture e Tubazioni SaldateDocumento11 pagineDanieli: Realizzazione Di Strutture e Tubazioni SaldateBralin Villalba GutierrezNessuna valutazione finora
- UNI EN 10308 - 2004 - EIT Prove Non Distruttive Controllo Con Ultrasuoni Delle Barre Di AcciaioDocumento21 pagineUNI EN 10308 - 2004 - EIT Prove Non Distruttive Controllo Con Ultrasuoni Delle Barre Di AcciaioMarcoNessuna valutazione finora
- UNI 6592 Шайба PDFDocumento1 paginaUNI 6592 Шайба PDFIliyaNessuna valutazione finora
- 52811Documento8 pagine52811Mário Antonio Do NascimentoNessuna valutazione finora
- 9 50170Documento14 pagine9 50170jkreuschNessuna valutazione finora
- ING 591 S Rev2 PDFDocumento31 pagineING 591 S Rev2 PDFStefano BarbieriNessuna valutazione finora
- PO 7.5.04 - Gestione Verniciatura - Rev 5Documento16 paginePO 7.5.04 - Gestione Verniciatura - Rev 5Anonymous fvO1W3Nessuna valutazione finora
- Trenitalia 306806 1 03Documento26 pagineTrenitalia 306806 1 03Alby KingNessuna valutazione finora
- Istr44s Ferrovie Saldature Stru PontiDocumento56 pagineIstr44s Ferrovie Saldature Stru PontiroldoguidoNessuna valutazione finora
- Coppia Di Serraggio BulloneriaDocumento2 pagineCoppia Di Serraggio BulloneriaoslatNessuna valutazione finora
- Estrem. VitiDocumento13 pagineEstrem. Vitioslat100% (1)
- 1000 Haertha Tempra Sotto VuotoDocumento2 pagine1000 Haertha Tempra Sotto VuotooslatNessuna valutazione finora
- 9.57513 Zintek2006Documento15 pagine9.57513 Zintek2006oslat100% (1)
- Larghezze in Chiave e Sugli SpigoliDocumento4 pagineLarghezze in Chiave e Sugli SpigolioslatNessuna valutazione finora
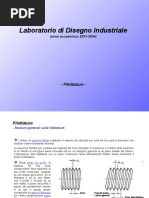
- FilettatureDocumento25 pagineFilettatureoslatNessuna valutazione finora
- Presentazione Webinar IATF16949Documento17 paginePresentazione Webinar IATF16949oslatNessuna valutazione finora
- 9 57511dacrometDocumento12 pagine9 57511dacrometoslat0% (1)
- Filettature Tolleranze - Diametri PDFDocumento24 pagineFilettature Tolleranze - Diametri PDFoslatNessuna valutazione finora
- 0.00013.03-10 Marcatura Della Data Di FabbricazioneDocumento7 pagine0.00013.03-10 Marcatura Della Data Di FabbricazioneoslatNessuna valutazione finora
- Toll - Di Forma Su DisegniDocumento45 pagineToll - Di Forma Su DisegnioslatNessuna valutazione finora
- UNI en 10083 Acciai BonificaDocumento50 pagineUNI en 10083 Acciai BonificaoslatNessuna valutazione finora
- Filettature Tolleranze - DiametriDocumento24 pagineFilettature Tolleranze - DiametrioslatNessuna valutazione finora
- UNI en 10083-1 2006 Acciai Da Bonifica Condizioni Tecniche Generali Di FornituraDocumento28 pagineUNI en 10083-1 2006 Acciai Da Bonifica Condizioni Tecniche Generali Di FornituraoslatNessuna valutazione finora
- Filettature Tolleranze - DiametriDocumento24 pagineFilettature Tolleranze - DiametrioslatNessuna valutazione finora
- Linee Guida GeneraliDocumento11 pagineLinee Guida GeneralioslatNessuna valutazione finora
- Coppia Di Serraggio BulloneriaDocumento2 pagineCoppia Di Serraggio BulloneriaoslatNessuna valutazione finora
- Leghe AlluminioDocumento119 pagineLeghe AlluminiooslatNessuna valutazione finora
- Coppia Serraggio FilettiDocumento1 paginaCoppia Serraggio FilettioslatNessuna valutazione finora
- 9.57408 FosfatazioneDocumento10 pagine9.57408 Fosfatazioneoslat100% (1)
- Fondazioni Superficiali - Capacità PortanteDocumento78 pagineFondazioni Superficiali - Capacità PortanteMatteo FrassonNessuna valutazione finora
- Calorimetria PDFDocumento4 pagineCalorimetria PDFlucaspunkyNessuna valutazione finora
- Floris - Lezioni Di Scienza Delle CostruzioniDocumento9 pagineFloris - Lezioni Di Scienza Delle CostruzioniLeo NardoNessuna valutazione finora
- Caratteristiche Della SollecitazioneDocumento18 pagineCaratteristiche Della SollecitazioneGiuseppe GentileNessuna valutazione finora