LICENZA D’USO USER LICENSE
UNI riconosce al cliente di questo prodotto scaricato on-line dal For this product downloaded online from the UNI webstore (hereafter referred to
webstore UNI (d’ora in avanti denominati solo “prodotto”) i diritti non as "products") UNI grants the client with the non-exclusive and non-transferable
esclusivi e non trasferibili di cui al dettaglio seguente, in conseguenza rights as specified in detail below, subordinate to payment of the sums due. The
del pagamento degli importi dovuti. Il cliente ha accettato di essere client accepted the limits stated in this license regarding the installation or
vincolato ai termini fissati in questa licenza circa l'installazione e la production of copies or any other use of the products. The user license does not
realizzazione di copie o qualsiasi altro utilizzo del prodotto. La licenza confer to clients ownership of the product, but exclusively the right to use
d'uso non riconosce al cliente la proprietà del prodotto, ma according to the conditions specified in this license. UNI may modify the
esclusivamente un diritto d'uso secondo i termini fissati in questa conditions of the user license at any time without notice.
licenza. UNI può modificare in qualsiasi momento le condizioni di licenza
d'uso.
COPYRIGHT COPYRIGHT
Il cliente ha riconosciuto che: The client acknowledged that:
il prodotto è di proprietà di UNI in quanto titolare del copyright -così – The product is property of UNI, as copyright owner –as specified in the product
come indicato all'interno del prodotto- e che tali diritti sono tutelati dalle itsselves– and the said rights are governed by national legislation and
leggi nazionali e dai trattati internazionali sulla tutela del copyright international agreements on copyright.
tutti i diritti, titoli e interessi nel e sul prodotto sono e saranno di UNI, – All rights, deeds and interests in and on the product shall remain property of
compresi i diritti di proprietà intellettuale. UNI, including those of intellectual property.
UTILIZZO DEL PRODOTTO PRODUCT USE
Il cliente può installare ed utilizzare esclusivamente per fini interni del The client may install and use a single copy of the product on one workstation
proprio personale dipendente una sola copia di questo prodotto, su exclusively for internal use by employed personnel.
postazione singola. Those clients who are interested in sharing UNI standards on more workstations
I clienti interessati alla condivisione delle norme UNI da parte di più can apply to the innovatory online consultation service called UNICoNTO. By
postazioni possono rivolgersi all'innovativo servizio di consultazione on- UNICoNTO the complete texts of technical standards, continuously updated,
line denominato UNICoNTO. Con UNICoNTO è possibile consultare - may be consulted, just by using an internet connection, provided with a protected
tramite un collegamento internet ad accesso protetto ed un reader di file access and a file reader in Adobe PDF 5.0 (Portable Document Format) format.
in formato Adobe® PDF 5.0 (Portable Document Format) - i testi integrali The client is permitted to make ONE COPY ONLY for backup purposes. The text
delle norme tecniche, continuamente aggiornate. of the product may not be modified, translated, adapted or reduced. The only
Al cliente è consentita la realizzazione di UNA SOLA COPIA del file del version of the authentic text is that conserved in the UNI archives. NON-
prodotto, ai fini di backup. Il testo del prodotto non può essere INTEGRAL reproduction of the product is authorised only on documents used
modificato, tradotto, adattato e ridotto. L'unica versione del testo che fa exclusively internally by the client. Granting of the product license, hire, resale,
fede è quella conservata negli archivi UNI. È autorizzata la riproduzione - distribution or transfer of any part of the product, in its original version or copy is
NON INTEGRALE- del prodotto solo su documenti ad esclusivo uso strictly prohibited.
interno del cliente. È vietato dare il prodotto in licenza o in affitto,
rivenderlo, distribuirlo o cederlo a qualunque titolo in alcuna sua parte,
né in originale né in copia.
AGGIORNAMENTO DEL PRODOTTO PRODUCT UPDATES
Questo prodotto scaricato on-line dal webstore UNI è la versione in This product downloaded online from the UNI webstore is the current version of
vigore al momento della vendita. Il prodotto è revisionato, quando the UNI standard valid at the time of sale. Products are revised, when necessary,
necessario, con la pubblicazione di nuove edizioni o di aggiornamenti. with the publication of new editions or updates. UNI does not undertake to notify
UNI non si impegna ad avvisare il cliente della pubblicazione di varianti, clients of publication of the said variants, errata corrige or new editions which
errata corrige o nuove edizioni che modificano, aggiornano o superano modify, update or completely replace products; it is therefore important that the
completamente il prodotto; è importante quindi che il cliente si accerti di clients ensure possession of the latest edition and updates where relevant.
essere in possesso dell'ultima edizione e degli eventuali aggiornamenti.
RESPONSABILITA’ UNI UNI LIABILITY
Né UNI né un suo dirigente, dipendente o distributore può essere Neither UNI nor relative manager, employee or distributor may be held liable for
considerato responsabile per ogni eventuale danno che possa derivare, any damage deriving/arising from or correlated to the use of any products by
nascere o essere in qualche modo correlato con il possesso o l'uso del clients. Liability lies exclusively with the clients.
prodotto da parte del cliente. Tali responsabilità sono a carico del
cliente.
TUTELA LEGALE LEGAL PROTECTION
Il cliente assicura a UNI la fornitura di tutte le informazioni necessarie The client shall guarantee to UNI the supply of all information required to ensure
affinché sia garantito il pieno rispetto dei termini di questo accordo da the full observance of the terms of this agreement by third parties. Should the
parte di terzi. Nel caso in cui l'azione di terzi possa mettere in action of third parties compromise observance of the said terms of agreement,
discussione il rispetto dei termini di questo accordo, il cliente si impegna the client undertakes to collaborate with UNI to guarantee compliance. The
a collaborare con UNI al fine di garantirne l'osservanza. UNI si riserva di agreement is governed by current standards in Italy, and in the event of dispute
intraprendere qualsiasi azione legale nei confronti del cliente a the competent court shall be that of Milan. UNI reserves to undertake legal action
salvaguardia dei propri diritti in qualsiasi giurisdizione presso la quale vi with respect to the client to safeguard specific rights in all aspects of jurisdiction
sia stata una violazione del presente accordo. L'accordo è regolato dalla in which the present agreement has been breached.
normativa vigente in Italia e il tribunale competente per qualsiasi
controversia è quello di Milano.
Ente Nazionale Italiano di Unificazione
Membro Italiano ISO e CEN
www.uni.com
Sede di Milano Ufficio di Roma
Via Sannio, 2 – 20137 Milano Via del Collegio Capranica, 4 – 00186 – Roma
Tel +39 02700241, Fax +39 0270024375 Tel +39 0669923074, Fax +39 06 6991604
uni@uni.com uni.roma@uni.com
VOITH HYDRO SPA - 2010 - 679996 - eco
Prove non distruttive
NORMA ITALIANA Controllo con ultrasuoni delle barre di acciaio UNI EN 10308
DICEMBRE 2004
Non destructive testing
Ultrasonic testing of steel bars
CLASSIFICAZIONE ICS 77.040.20; 77.140.60
NORMA EUROPEA
SOMMARIO La norma descrive le tecniche da utilizzare per il controllo manuale, a eco-
impulso e con ultrasuoni delle barre di acciaio di diametro o spessore
equivalente minore o uguale di 400 mm o sezione equivalente. Si possono
utilizzare tecniche meccanizzate, semiautomatiche o automatiche ma
dovrebbero essere concordate tra l’acquirente e il fornitore.
RELAZIONI NAZIONALI
RELAZIONI INTERNAZIONALI = EN 10308:2001
La presente norma è la versione ufficiale in lingua italiana della norma
europea EN 10308 (edizione novembre 2001).
ORGANO COMPETENTE UNSIDER - Ente Italiano di Unificazione Siderurgica
RATIFICA Presidente dell’UNI, delibera del 7 settembre 2004
UNI © UNI - Milano
Ente Nazionale Italiano Riproduzione vietata. Tutti i diritti sono riservati. Nessuna parte del presente documento
di Unificazione può essere riprodotta o diffusa con un mezzo qualsiasi, fotocopie, microfilm o altro, senza
Via Battistotti Sassi, 11B il consenso scritto dell’UNI.
20133 Milano, Italia
UNI EN 10308:2004 Pagina I
VOITH HYDRO SPA - 2010 - 679996 - eco
PREMESSA NAZIONALE
La presente norma costituisce il recepimento, in lingua italiana, del-
la norma europea EN 10308 (edizione novembre 2001), che assu-
me così lo status di norma nazionale italiana.
La traduzione è stata curata dall’UNI.
L’UNSIDER, ente federato all’UNI, segue i lavori europei sull’argo-
mento per delega della Commissione Centrale Tecnica.
Le norme UNI sono revisionate, quando necessario, con la pubbli-
cazione di nuove edizioni o di aggiornamenti.
È importante pertanto che gli utilizzatori delle stesse si accertino di es-
sere in possesso dell’ultima edizione e degli eventuali aggiornamenti.
Si invitano inoltre gli utilizzatori a verificare l’esistenza di norme UNI
corrispondenti alle norme EN o ISO ove citate nei riferimenti normativi.
Le norme UNI sono elaborate cercando di tenere conto dei punti di vista di tutte le parti
interessate e di conciliare ogni aspetto conflittuale, per rappresentare il reale stato
dell’arte della materia ed il necessario grado di consenso.
Chiunque ritenesse, a seguito dell’applicazione di questa norma, di poter fornire sug-
gerimenti per un suo miglioramento o per un suo adeguamento ad uno stato dell’arte
in evoluzione è pregato di inviare i propri contributi all’UNI, Ente Nazionale Italiano di
Unificazione, che li terrà in considerazione, per l’eventuale revisione della norma stessa.
UNI EN 10308:2004 © UNI Pagina II
VOITH HYDRO SPA - 2010 - 679996 - eco
INDICE
1 SCOPO E CAMPO DI APPLICAZIONE 1
2 RIFERIMENTI NORMATIVI 1
3 TERMINI E DEFINIZIONI 1
4 ELEMENTI DA CONCORDARE 2
5 PRINCIPIO 2
6 PROCEDIMENTO 2
7 QUALIFICA DEL PERSONALE 3
8 PROVA DELL'ATTREZZATURA ULTRASONICA 3
8.1 Strumento...................................................................................................................................................... 3
8.2 Sonda .............................................................................................................................................................. 3
8.3 Blocchi di taratura ..................................................................................................................................... 4
8.4 Blocchi di riferimento............................................................................................................................... 4
8.5 Agente di accoppiamento ..................................................................................................................... 4
9 TARATURA ORDINARIA E VERIFICA 4
10 FASE DI PRODUZIONE 4
11 CONDIZIONE SUPERFICIALE 4
12 IMPOSTAZIONI DI SENSIBILITÀ 4
13 SCANSIONE 5
13.1 Generalità...................................................................................................................................................... 5
13.2 Copertura di scansione a griglia ....................................................................................................... 5
13.3 Copertura di scansione completa .................................................................................................... 5
13.4 Velocità di scansione .............................................................................................................................. 5
prospetto 1 Copertura di scansione con sonde normali ......................................................................................... 5
14 CLASSIFICAZIONE 6
14.1 Classificazione delle indicazioni ....................................................................................................... 6
figura 1 Modello 1 presentazione scansione A e presentazione dell'inviluppo dell'eco ....................... 6
figura 2 Modello 2 presentazione scansione A e modello ecodinamico .................................................... 7
14.2 Classificazione dei difetti ...................................................................................................................... 7
figura 3 Classificazione dei difetti ............................................................................................................................ 8
15 LIVELLO DI REGISTRAZIONE E CRITERI DI ACCETTAZIONE 8
prospetto 2 Classi di qualità, livello di registrazione e criteri di accettazione per barre di acciaio
ferritico e martensitico ................................................................................................................................. 9
prospetto 3 Classi di qualità, livello di registrazione e criteri di accettazione per barre di acciaio
austenitico e austenoferritico .................................................................................................................... 9
16 DIMENSIONAMENTO 9
17 RAPPORTO DI PROVA 10
APPENDICE A LISTA DI TERMINI EQUIVALENTI IN DIVERSE LINGUE EUROPEE 11
(informativa)
BIBLIOGRAFIA 12
UNI EN 10308:2004 © UNI Pagina III
VOITH HYDRO SPA - 2010 - 679996 - eco
UNI EN 10308:2004 © UNI Pagina IV
VOITH HYDRO SPA - 2010 - 679996 - eco
Prove non distruttive
NORMA EUROPEA Controllo con ultrasuoni delle barre di acciaio EN 10308
NOVEMBRE 2001
Non destructive testing
EUROPEAN STANDARD Ultrasonic testing of steel bars
Essais non destructifs
NORME EUROPÉENNE Contrôle par ultrasons des barres en acier
Zerstörungsfreie Prüfung
EUROPÄISCHE NORM Ultraschallprüfung von Stäben aus Stahl
DESCRITTORI
ICS 77.040.20; 77.140.60
La presente norma europea è stata approvata dal CEN il 30 settembre 2001.
I membri del CEN devono attenersi alle Regole Comuni del CEN/CENELEC
che definiscono le modalità secondo le quali deve essere attribuito lo status di
norma nazionale alla norma europea, senza apportarvi modifiche. Gli elenchi
aggiornati ed i riferimenti bibliografici relativi alle norme nazionali corrisponden-
ti possono essere ottenuti tramite richiesta alla Segreteria Centrale oppure ai
membri del CEN.
La presente norma europea esiste in tre versioni ufficiali (inglese, francese e
tedesca). Una traduzione nella lingua nazionale, fatta sotto la propria respon-
sabilità da un membro del CEN e notificata alla Segreteria Centrale, ha il me-
desimo status delle versioni ufficiali.
I membri del CEN sono gli Organismi nazionali di normazione di Austria,
Belgio, Danimarca, Finlandia, Francia, Germania, Grecia, Irlanda, Islanda,
Italia, Lussemburgo, Norvegia, Paesi Bassi, Portogallo, Regno Unito,
Repubblica Ceca, Spagna, Svezia e Svizzera.
CEN
COMITATO EUROPEO DI NORMAZIONE
European Committee for Standardization
Comité Européen de Normalisation
Europäisches Komitee für Normung
Segreteria Centrale: rue de Stassart, 36 - B-1050 Bruxelles
© 2001 CEN
Tutti i diritti di riproduzione, in ogni forma, con ogni mezzo e in tutti i Paesi, sono
riservati ai Membri nazionali del CEN.
UNI EN 10308:2004 © UNI Pagina V
VOITH HYDRO SPA - 2010 - 679996 - eco
PREMESSA
La presente norma europea è stata elaborata dal Comitato Tecnico ECISS/TC 2 "Acciaio
- Prove chimico-fisiche e prove non distruttive", la cui segreteria è affidata all'AFNOR.
Alla presente norma europea deve essere attribuito lo status di norma nazionale, o median-
te pubblicazione di un testo identico o mediante notifica di adozione, entro maggio 2002, e
le norme nazionali in contrasto devono essere ritirate entro maggio 2002.
L'appendice A è informativa.
La presente norma include una bibliografia.
In conformità alle Regole Comuni CEN/CENELEC, gli enti nazionali di normazione dei se-
guenti Paesi sono tenuti a recepire la presente norma europea: Austria, Belgio, Danimar-
ca, Finlandia, Francia, Germania, Grecia, Irlanda, Islanda, Italia, Lussemburgo, Norvegia,
Paesi Bassi, Portogallo, Regno Unito, Repubblica Ceca, Spagna, Svezia e Svizzera.
UNI EN 10308:2004 © UNI Pagina VI
VOITH HYDRO SPA - 2010 - 679996 - eco
1 SCOPO E CAMPO DI APPLICAZIONE
La presente norma europea descrive le tecniche da utilizzare per il controllo manuale, a
eco-impulso e con ultrasuoni delle barre di acciaio di diametro o spessore equivalente
minore o uguale a 400 mm o sezione equivalente. Si possono utilizzare tecniche mecca-
nizzate, semiautomatiche o automatiche ma dovrebbero essere concordate tra l'acqui-
rente e il fornitore.
2 RIFERIMENTI NORMATIVI
La presente norma europea rimanda, mediante riferimenti datati e non, a disposizioni
contenute in altre pubblicazioni. Tali riferimenti normativi sono citati nei punti appropriati
del testo e sono di seguito elencati. Per quanto riguarda i riferimenti datati, successive
modifiche o revisioni apportate a dette pubblicazioni valgono unicamente se introdotte
nella presente norma europea come aggiornamento o revisione. Per i riferimenti non
datati vale l'ultima edizione della pubblicazione alla quale si fa riferimento (compresi gli
aggiornamenti).
EN 473 Non destructive testing - Qualification and certification of NDT
personnel - General principles
EN 583-2 Non-destructive testing - Ultrasonic examination - Part 2:
Sensitivity and range setting
EN 583-5 Non-destructive testing - Ultrasonic examination - Part 5:
Characterization and sizing of discontinuities
EN 1330-4 Non destructive testing - Terminology - Part 4: Terms used in
ultrasonic testing
EN 12223 Non-destructive testing - Ultrasonic examination - Specification for
calibration block n° 1
EN 12668-1 Non-destructive testing - Characterization and verification of
ultrasonic examination equipment - Part 1: Instruments
EN 12668-2 Non-destructive testing - Characterization and verification of
ultrasonic examination equipment - Part 2: Probes
EN 12668-3 Non-destructive testing - Characterization and verification of
ultrasonic examination equipment - Part 3: Combined equipment
3 TERMINI E DEFINIZIONI
Definizioni per i termini generali di prove non distruttive possono essere reperite in altre
norme europee, per esempio, EN 1330-1 e EN 1330-2. Ai fini della presente norma
europea, si applicano i termini e le definizioni della EN 1330-4 e i termini e le definizioni
seguenti.
3.1 prova manuale: Prova da parte di un operatore che applica una sonda ultrasonica, o
sonde, alla superficie del prodotto, eseguendo manualmente il modello di scansione
appropriato sulla superficie del prodotto e valutando le indicazioni dei segnali ultrasonici
sullo schermo dell'attrezzatura elettronica, per visualizzazione diretta o mediante dispo-
sitivi di allarme con ampiezza del segnale incorporata.
3.2 prova automatica e semiautomatica: Prova utilizzando mezzi meccanizzati di applica-
zione della sonda ultrasonica o delle sonde, ed esecuzione del modello di scansione
appropriato sulla superficie piatta del prodotto, unitamente a valutazione delle indicazioni
dei segnali ultrasonici con mezzi elettronici.
Nota Una tale prova può essere completamente automatica senza alcun coinvolgimento di operatori, o semiauto-
matica se l'operatore esegue funzioni base di azionamento dell'attrezzatura.
Una lista di termini equivalenti in diverse lingue europee è fornito nell'appendice A.
UNI EN 10308:2004 © UNI Pagina 1
VOITH HYDRO SPA - 2010 - 679996 - eco
4 ELEMENTI DA CONCORDARE
I seguenti aspetti che riguardano il controllo con ultrasuoni devono essere concordati tra
l'acquirente e il fornitore al momento della richiesta di offerta e dell’ordine:
a) la/e fase/i di produzione di esecuzione del controllo con ultrasuoni (vedere punto 10);
b) il/i volume/i da sottoporre a prova e l'eventuale necessità della copertura di
scansione o della copertura di scansione completa (vedere punto 13);
c) la Classe di qualità necessaria, o le Classi di qualità e le zone alle quali si applicano
(vedere punto 15);
d) il livello di valutazione applicabile e i criteri di accettazione se differenti da quelli
dettagliati nei prospetti 2 e 3;
e) se è richiesta una particolare copertura della scansione, attrezzature o agenti di
accoppiamento oltre a quanto dettagliato nei punti 8 e 13;
f) la tecnica di scansione da utilizzare se non manuale;
g) le tecniche di ridimensionamento da utilizzare per i difetti estesi (vedere punto 16);
h) la/e tecnica/he da utilizzare per l'impostazione della sensibilità (vedere punto 12);
i) se si deve condurre la prova in presenza dell'acquirente o del suo rappresentante;
j) se si deve presentare un procedimento scritto per l'approvazione da parte dell'acqui-
rente (vedere punto 6).
5 PRINCIPIO
Il metodo utilizzato si basa sulla riflessione delle onde ultrasoniche (generalmente longi-
tudinali), la direzione delle quali è approssimativamente perpendicolare alla superficie del
prodotto. L'esame consiste in:
a) posizionamento e valutazione del difetto confrontando l'ampiezza dell'eco di difetto
con l'ampiezza dell'eco di un foro a fondo piatto di diametro dato e ubicato alla
stessa profondità del difetto;
Nota Si prendono in considerazione solo quei difetti che forniscono un eco di ampiezza maggiore o uguale
a quella ottenuta con il foro a fondo piatto di riferimento.
b) determinazione dell'area di difetto in conformità alla tecnica di ampiezza del fascio
da -6 dB.
Se si localizzano aree di particolare permeabilità, le condizioni di prova devono essere
regolate per sottoporre a prova queste aree con il livello di sensibilità richiesto.
L'esame è eseguito durante la prima scansione ultrasonica (primo eco della parete di
fondo) per tutti gli spessori o diametri dei prodotti e di un solo lato.
6 PROCEDIMENTO
L'ispezione è generalmente eseguita nel luogo di produzione o nei locali del fornitore. Se
specificato nell'ordine, l'ispezione può avvenire in presenza dell'acquirente o del suo
rappresentante1).
Il controllo con ultrasuoni deve essere eseguito in conformità con un procedimento scritto.
Dove specificato nella richiesta di offerta o nell’ordine, il procedimento scritto deve essere
inviato all'acquirente per l'approvazione prima del controllo.
Questo procedimento scritto deve essere in forma di:
a) una specifica di prodotto oppure;
b) un procedimento scritto specificamente per l'applicazione oppure;
c) la presente norma europea può essere utilizzata se è accompagnata da dettagli di
esame specifici all'applicazione.
1) In questo caso, si dovrebbero prendere tutte le precauzioni necessarie al fine di assicurare che il processo di produzione
non sia disturbato.
UNI EN 10308:2004 © UNI Pagina 2
VOITH HYDRO SPA - 2010 - 679996 - eco
Il procedimento deve contenere i dettagli seguenti come requisito minimo:
a) descrizione dell'articolo da esaminare;
b) documenti di riferimento;
c) qualifica e certificazione del personale di esame;
d) fase di produzione alla quale si esegue l'esame;
e) zone dell'esame specificate in termini di Classe di qualità applicabile;
f) qualsiasi preparazione particolare delle superfici di scansione, se applicabile;
g) agente di accoppiamento;
h) descrizione dell'attrezzatura di esame;
i) taratura;
j) piano di scansione;
k) descrizione e sequenza delle operazioni di esame;
l) livello di registrazione;
m) caratterizzazione dei difetti;
n) criteri di accettazione;
o) rapporto di esame.
7 QUALIFICA DEL PERSONALE
Si presume che il controllo con ultrasuoni sia eseguito da personale qualificato ed
esperto. Per sottoporre a prova questa qualifica, si raccomanda di certificare il personale
in conformità alla EN 473 o equivalente.
8 PROVA DELL'ATTREZZATURA ULTRASONICA
8.1 Strumento
Lo strumento per la prova manuale deve fornire una presentazione della scansione A e
deve essere conforme ai requisiti della EN 12668-1.
8.2 Sonda
8.2.1 Generalità
Le sonde a trasduttore singolo e le sonde a trasduttore doppio devono conformarsi ai
requisiti della EN 12668-2.
Inoltre, si possono utilizzare altri tipi di sonda. Tali sonde supplementari non si devono
conformare ai requisiti della EN 12668-2.
8.2.2 Definizione dei contorni
Le sonde devono essere contornate se richiesto in conformità alla EN 583-2.
8.2.3 Frequenza nominale
Le sonde devono avere una frequenza nominale nell'intervallo da 1 MHz a 6 MHz.
8.2.4 Tipo di sonde
La massima dimensione del trasduttore deve essere compresa nell'intervallo da 9 mm a
25 mm, se non diversamente concordato. Le sonde a doppio trasduttore possono essere
utilizzate per barre con dimensioni massime di 150 mm di diametro o spessore.
Le sonde a trasduttore singolo devono essere utilizzate per barre con diametro o
spessore maggiore di 60 mm.
UNI EN 10308:2004 © UNI Pagina 3
VOITH HYDRO SPA - 2010 - 679996 - eco
8.3 Blocchi di taratura
I blocchi di taratura si devono conformare ai requisiti dettagliati nella EN 12223.
8.4 Blocchi di riferimento
I blocchi di riferimento devono essere realizzati in un materiale avente proprietà acustiche
simili al prodotto da esaminare. La condizione di superficie dei blocchi di riferimento deve
essere rappresentativa della condizione superficiale delle barre da esaminare. Se non
diversamente specificato il blocco di riferimento deve contenere almeno tre riflettori che
coprono l'intera gamma di profondità sotto esame.
La forma del blocco di riferimento dipende dall'applicazione.
Il fondo dei fori deve essere quanto più piatto possibile, parallelo alla superficie di ingresso
degli ultrasuoni e libero da forellature o scanalature che ne degradino in modo signifi-
cativo la riflettività ultrasonica. La tolleranza sul diametro del foro a fondo piatto o sulla
larghezza dell'ingresso deve essere di ±5%.
8.5 Agente di accoppiamento
L'agente di accoppiamento utilizzato deve essere appropriato all'applicazione. Si deve
utilizzare lo stesso tipo di agente di accoppiamento per taratura, impostazione della sensi-
bilità, scansione e valutazione dei difetti.
Dopo l'esame, l'agente di accoppiamento deve essere rimosso se la sua presenza può
avere un effetto avverso sulle successive operazioni di produzione o ispezione o
sull'integrità del componente.
Nota Generalmente si utilizza acqua ma si possono utilizzare altri agenti di accoppiamento a discrezione del
fornitore.
9 TARATURA ORDINARIA E VERIFICA
L'attrezzatura combinata (strumento e sonde) deve essere tarata e verificata in
conformità con i requisiti dettagliati nella EN 12668-3.
10 FASE DI PRODUZIONE
Il controllo con ultrasuoni deve essere eseguito dopo il trattamento a calore di qualità
definitivo se non diversamente concordato al momento della richiesta di offerta e
dell’ordine.
11 CONDIZIONE SUPERFICIALE
Le superfici di scansione devono essere esenti da vernice, scaglie non adesive, agente di
accoppiamento essiccato, irregolarità superficiali o qualsiasi altra sostanza che potrebbe
ridurre l'efficienza di accoppiamento, ostacolare il libero movimento della sonda o
provocare errori di interpretazione. La condizione superficiale deve essere considerata
accettabile a condizione che sia possibile ottenere la classe di qualità specificata.
12 IMPOSTAZIONI DI SENSIBILITÀ
La sensibilità deve essere sufficiente a garantire il rilevamento dei minimi difetti conforme-
mente ai livelli di registrazione richiesti (vedere prospetto 2 e 3).
Si deve utilizzare una delle tecniche seguenti per stabilire la sensibilità di scansione con
una sonda particolare. Il procedimento da utilizzare in ogni caso deve essere come detta-
gliato nella EN 583-5.
a) La tecnica di Curva Ampiezza Distanza (DAC), basata sull'utilizzo dei fori a fondo
piatto (FBH);
b) la tecnica di dimensionamento guadagno distanza (DGS).
UNI EN 10308:2004 © UNI Pagina 4
VOITH HYDRO SPA - 2010 - 679996 - eco
13 SCANSIONE
13.1 Generalità
La scansione manuale deve essere eseguita utilizzando la tecnica di contatto manuale
eco-impulso.
La copertura di scansione minima richiesta è dettata dal tipo di barre e dall'eventuale
specifica di copertura di scansione a griglia o copertura di scansione completa nella
richiesta di offerta e dell’ordine.
Il prospetto 1 classifica due tipi di barre in conformità alle loro forme e ne specifica i
requisiti per la normale copertura di scansione delle barre.
13.2 Copertura di scansione a griglia
La scansione a griglia deve essere eseguita con la sonda o le sonde poste lungo le linee
di griglia definite nel prospetto 1.
Dove le indicazioni registrabili sono rivelate dalla scansione di griglia, si deve eseguire
una scansione addizionale per determinare l'estensione delle indicazioni.
13.3 Copertura di scansione completa
La copertura di scansione completa deve essere eseguita sulle superfici specificate nel
prospetto 1, sovrapponendo posizionamenti della sonda consecutivi di almeno il 10% del
diametro del trasduttore.
13.4 Velocità di scansione
La velocità di scansione manuale non deve essere maggiore di 150 mm/s.
prospetto 1 Copertura di scansione con sonde normali
Tipo Scansione a grigliaa) b) Scansione completaa) b)
c)
1a Diametro, D o spessore, t Linee di scansione
mm
D ≤ 200 da 2 a 90° Scansione completa attorno ad
200 < D ≤ 400 da 3 a 60° o 120° almeno 180° di superficie cilindrica
1b t ≤ 150 1 linea su 2 facce Scansione completa su due superfici
150 < t ≤ 400 3 linee su 2 facce d) perpendicolari
1c t ≤ 150 1 linea su 2 facce Scansione completa su almeno la
150 < t ≤ 400 1 linea su almeno metà del metà delle facce adiacenti
numero di facce
a) Scansione addizionale eseguibile se specificata nella richiesta di offerta o nell'ordine.
b) Una scansione può essere effettuata seguendo un modello sinusoidale o una linea a zigzag sull'intera lunghezza dell'area fornendo lo stesso grado
di controllo.
c) Per il tipo 1a o 1b, se la presenza di un foro impedisce di raggiungere la superficie opposta, il numero di linee di scansione deve essere raddoppiato
simmetricamente.
d) La separazione della linea di griglia deve essere uguale allo spessore della parte sino a un massimo di 200 mm.
UNI EN 10308:2004 © UNI Pagina 5
VOITH HYDRO SPA - 2010 - 679996 - eco
14 CLASSIFICAZIONE
14.1 Classificazione delle indicazioni
Le indicazioni devono essere classificate in conformità ai loro modelli ecodinamici, come
segue:
a) Modello 1
Con lo spostamento della sonda, il display della scansione A mostra una singola
indicazione netta che sale di ampiezza in modo regolare sino a un massimo e quindi
torna a zero in modo uniforme (vedere figura 1).
Questo modello corrisponde a dimensioni del difetto minori o uguali al profilo del
fascio di -6 dB, quali il modello ecodinamico ottenuto dai fori ricavati lateralmente
utilizzati per tracciare il profilo del fascio.
figura 1 Modello 1 presentazione scansione A e presentazione dell'inviluppo dell'eco
Legenda
1 Ampiezza
2 Gamma
3 Posizione della sonda
Presentazione scansione A Modello ecodinamico (variazione di ampiezza
(per posizione tipica della sonda) del segnale con il movimento della sonda)
b) Modello 2
Con lo spostamento della sonda, il display della scansione A mostra una singola
indicazione netta che sale di ampiezza in modo regolare sino a un massimo che è
mantenuto con o senza variazione di ampiezza, e quindi torna a zero in modo
uniforme (vedere figura 2).
Questo modello corrisponde a dimensioni del difetto maggiori del profilo a -6 dB.
UNI EN 10308:2004 © UNI Pagina 6
VOITH HYDRO SPA - 2010 - 679996 - eco
figura 2 Modello 2 presentazione scansione A e modello ecodinamico
Legenda
1 Ampiezza
2 Gamma
3 Posizione della sonda
Presentazione scansione A Modello ecodinamico (variazione di ampiezza
(per posizione tipica della sonda) del segnale con il movimento della sonda)
14.2 Classificazione dei difetti
I difetti devono essere classificati in conformità ai loro modelli ecodinamici, come segue:
a) difetto puntiforme;
Modello ecodinamico 1 e/o dimensioni minori o uguali della larghezza del fascio di -6 dB
[vedere figura 3 a)].
b) difetto esteso;
Modello ecodinamico 2 e/o dimensioni maggiori della larghezza di -6 dB [vedere
figura 3 b)].
c) difetti isolati;
La distanza d, intercorrente tra i punti corrispondenti ai massimi delle indicazioni dei
difetti adiacenti è maggiore di 40 mm [vedere figura 3 c)].
d) difetti raggruppati;
La distanza d, intercorrente tra i punti corrispondenti ai massimi delle indicazioni dei
difetti adiacenti è minore o uguale a 40 mm [vedere figura 3 d)].
UNI EN 10308:2004 © UNI Pagina 7
VOITH HYDRO SPA - 2010 - 679996 - eco
figura 3 Classificazione dei difetti
Legenda
1 Contorno convenzionale di difetto da -6 dB
a) Difetto puntiforme (L ≤ Dp)
b) Difetto esteso (L > Dp)
c) Difetti puntiformi isolati (L < Dp, d > 40 mm)
d) Difetti puntiformi raggruppati (L < Dp, d ≤ 40 mm)
Simboli utilizzati
Dp Larghezza del fascio alla profondità del difetto
d Distanza tra due difetti
L Lunghezza convenzionale del difetto da -6 dB
15 LIVELLO DI REGISTRAZIONE E CRITERI DI ACCETTAZIONE
Diverse classi di qualità possono essere applicate alle barre. La/e classe/i di qualità appli-
cabile/i deve/ono essere concordata/e tra il fabbricante e il fornitore. I prospetti 2 e 3
riportano i dettagli del livello di registrazione e i criteri di accettazione, che si devono
applicare a tre classi di qualità per le sonde normali.
UNI EN 10308:2004 © UNI Pagina 8
VOITH HYDRO SPA - 2010 - 679996 - eco
prospetto 2 Classi di qualità, livello di registrazione e criteri di accettazione per barre di acciaio ferritico e
martensitico
Parametro Classe di qualità
1 2 3 4
Livello di registrazione
Fori a fondo piatto equivalenti (EFBH) deq mma) >8 >5 >3 >2
Rapporto R per la riduzione rapida dell'eco della parete di fondo b) c)
≤0,1 ≤0,3 ≤0,5 ≤0,5
Criteri di accettazione
EFBH (difetti puntiformi isolati) deq mma) ≤12 ≤8 ≤5 ≤3
EFBH (difetti puntiformi estesi o raggruppati) deq mm a)
≤8 ≤5 ≤3 ≤2
a) deq = Diametro equivalente del foro a fondo piatto.
Fn
b) R = ----------
F o,n
dove:
n = 1 per t ≥ 60 mm;
n = 2 per t < 60 mm;
Fn = ampiezza (altezza dello schermo) dell'nesimo eco ridotto della parete di fondo;
Fo,n = ampiezza (altezza dello schermo) dell'nesimo eco della parete di fondo nella più vicina area esente da difetti con la stessa gamma Fn.
c) Se la riduzione nell'eco della parete di fondo supera il livello di registrazione, questo deve essere esaminato ulteriormente. Il rapporto R si applica
solo alla rapida riduzione dell'eco della parete di fondo provocata dalla presenza di un difetto.
prospetto 3 Classi di qualità, livello di registrazione e criteri di accettazione per barre di acciaio austenitico e
austenoferritico
Spessore delle barre Livello di registrazione Criteri di accettazione dei Criteri di accettazione dei difetti estesi e
deqa) difetti isolati deqa) raggruppati deqa)
mm mm mm mm
Classe di qualità 1
t ≤ 75 >5 ≤8 ≤5
75 < t ≤ 250 >8 ≤11 ≤8
250 < t ≤ 400 >14 ≤19 ≤14
Classe di qualità 2
t ≤ 75 >3 ≤5 ≤3
75 < t ≤ 250 >5 ≤8 ≤5
250 < t ≤ 400 >8 ≤11 ≤8
Classe di qualità 3
t ≤ 75 >2 ≤3 ≤2
75 < t ≤ 250 >3 ≤5 ≤3
250 < t ≤ 400 >5 ≤8 ≤5
a) deq = Diametro equivalente del foro a fondo piatto.
16 DIMENSIONAMENTO
Dove si richiede la valutazione dell'estensione di un difetto, si devono utilizzare una o più
delle tecniche seguenti, come concordato tra l'acquirente e il fornitore. Queste tecniche
devono essere eseguite in conformità ai requisiti dettagliati nella EN 583-5:
a) tecnica di caduta di -6 dB;
b) tecnica di caduta di 20 dB;
c) tecnica di ampiezza massima.
UNI EN 10308:2004 © UNI Pagina 9
VOITH HYDRO SPA - 2010 - 679996 - eco
17 RAPPORTO DI PROVA
Il rapporto di prova deve includere le seguenti informazioni come requisito minimo:
a) nome del fornitore;
b) numero d'ordine;
c) identificazione del/i prodotto/i sottoposto ad esame;
d) scopo dell'esame: zone dell'esame e Classi di qualità applicabili;
e) fase di fabbricazione alla quale il controllo con ultrasuoni è eseguito;
f) condizione superficiale;
g) attrezzatura utilizzata (strumento, sonde, blocchi di taratura e di riferimento);
h) tecnica/che utilizzata/e per l'impostazione della sensibilità;
i) riferimento dalla presente norma o riferimento al procedimento scritto utilizzato
(dove applicabile);
j) risultati dell'esame: posizione, classificazione di tutti i difetti che superano il livello di
registrazione appropriato;
k) dettagli di ogni limitazione della copertura di scansione;
l) data dell'esame;
m) nome, qualifica e firma dell'operatore.
UNI EN 10308:2004 © UNI Pagina 10
VOITH HYDRO SPA - 2010 - 679996 - eco
APPENDICE A LISTA DI TERMINI EQUIVALENTI IN DIVERSE LINGUE EUROPEE
(informativa)
Inglese Francese Tedesco Italiano Olandese
Time base Base de temps Zeitbasis Base dei tempi Tijdbasis
Noise signal Bruit de fond Rauschanzeige Rumore di fondo Ruis
Discontinuity echo Echo de défaut Fehlerecho Eco del difetto Foutecho
Back-wall echo Echo de fond Rückwandecho Eco di fondo Bodemecho
Probe Traducteur Prüfkopf Sonda Taster
Double transducer probe Traducteur émetteur SE-Prüfkopf Sonda ed emettitore e Dubbel-Kristaltaster
récepteur séparés ricevitore separati (sonda
doppia)
Single transducer probe Traducteur droit Einschwinger - Prüfkopf Sonda normale Rechtetaster
Transducer Transducteur Schwinger Transduttore Kristal
Flat-bottomed hole Trou à fond plat Flachbodenbohrung Foro a fondo piatto Vlakbodemgat
UNI EN 10308:2004 © UNI Pagina 11
VOITH HYDRO SPA - 2010 - 679996 - eco
BIBLIOGRAFIA
[1] EN 1330-1 Non destructive testing - Terminology - Part 1: List of general
terms
[2] EN 1330-2 Non destructive testing - Terminology - Part 2: Terms common to
the non-destructive testing methods
UNI EN 10308:2004 © UNI Pagina 12
VOITH HYDRO SPA - 2010 - 679996 - eco
VOITH HYDRO SPA - 2010 - 679996 - eco
UNI
Ente Nazionale Italiano La pubblicazione della presente norma avviene con la partecipazione volontaria dei Soci,
di Unificazione dell’Industria e dei Ministeri.
Via Battistotti Sassi, 11B Riproduzione vietata - Legge 22 aprile 1941 Nº 633 e successivi aggiornamenti.
20133 Milano, Italia
Potrebbero piacerti anche
- Uni en 12681 - 2006Documento43 pagineUni en 12681 - 2006Eur-Ing Nicola GalluzziNessuna valutazione finora
- Uni en Iso 11699-1 2011 enDocumento20 pagineUni en Iso 11699-1 2011 ennaimiwaelNessuna valutazione finora
- Norme Uni en 10204-2005 PDFDocumento15 pagineNorme Uni en 10204-2005 PDFGiuseppeNessuna valutazione finora
- Guida Esclusiva Superbonus 004Documento14 pagineGuida Esclusiva Superbonus 004Donato TarantinoNessuna valutazione finora
- TESI - Ultrasuoni X Difetti GhisaDocumento97 pagineTESI - Ultrasuoni X Difetti GhisastancopiuNessuna valutazione finora
- CEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFDocumento26 pagineCEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFmarvaiahimNessuna valutazione finora
- Controllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)Documento16 pagineControllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)AlessioNessuna valutazione finora
- Sez. I - Calibri FissiDocumento18 pagineSez. I - Calibri FissisimonecamaNessuna valutazione finora
- CND Delle SaldatureDocumento18 pagineCND Delle SaldatureandNessuna valutazione finora
- Uni en 13068-2 - 2001 PDFDocumento13 pagineUni en 13068-2 - 2001 PDFEur-Ing Nicola GalluzziNessuna valutazione finora
- Prodotti Inclusi Ed Esclusi Dalla en 1090-1Documento8 pagineProdotti Inclusi Ed Esclusi Dalla en 1090-1claudiopataniaNessuna valutazione finora
- Istruzione Operativa RTDocumento2 pagineIstruzione Operativa RTGioAnge0% (1)
- Racor Din 11851Documento31 pagineRacor Din 11851viki_gpNessuna valutazione finora
- UNI EN 12464-1 Illuminazione Luoghi Di LavoroDocumento29 pagineUNI EN 12464-1 Illuminazione Luoghi Di LavoroStefano SquadraniNessuna valutazione finora
- Termostato Lafayette Manuale PDFDocumento4 pagineTermostato Lafayette Manuale PDFFrancesco Pippo75% (4)
- Istruzione Operativa Radiografia 2Documento3 pagineIstruzione Operativa Radiografia 2GioAngeNessuna valutazione finora
- Controlli Non Distruttivi AvanzatiDocumento40 pagineControlli Non Distruttivi AvanzatiAnonymous 7QpTAoNessuna valutazione finora
- Serbatoi - Controllo Visivo e SpessimetriaDocumento64 pagineSerbatoi - Controllo Visivo e Spessimetriaebertinotti-1Nessuna valutazione finora
- Legno - Uni - 11035-1Documento15 pagineLegno - Uni - 11035-1Alejandro CarosiNessuna valutazione finora
- Verifica Saldatura A Cordone D'angoloDocumento1 paginaVerifica Saldatura A Cordone D'angoloTommaso PasconNessuna valutazione finora
- Saldature e Trattamenti Post SaldaturaDocumento110 pagineSaldature e Trattamenti Post SaldaturaTonyNessuna valutazione finora
- UNI EN 10034 - Tolleranza TraviDocumento13 pagineUNI EN 10034 - Tolleranza Travistefano_CVNessuna valutazione finora
- Tariffario Generale 2015Documento81 pagineTariffario Generale 2015infoNessuna valutazione finora
- Cenni Di MetallografiaDocumento51 pagineCenni Di Metallografiapirataj61Nessuna valutazione finora
- AICQ Spiegazione Della 1090 UNI en 1090Documento3 pagineAICQ Spiegazione Della 1090 UNI en 1090Pippo VenetoNessuna valutazione finora
- Uni 11035-3Documento20 pagineUni 11035-3Niko86Nessuna valutazione finora
- Uni en Iso 10052 - 2005Documento67 pagineUni en Iso 10052 - 2005Alessio DestroNessuna valutazione finora
- Uni enDocumento16 pagineUni enmfulgosi1231Nessuna valutazione finora
- Procedura Di Controllo RadiograficoDocumento19 pagineProcedura Di Controllo RadiograficoSabino RiondinoNessuna valutazione finora
- Gilardoni - Ultrasonic Probes PDFDocumento7 pagineGilardoni - Ultrasonic Probes PDFEur-Ing Nicola GalluzziNessuna valutazione finora
- SCAME - Guida Direttive ATEX PDFDocumento44 pagineSCAME - Guida Direttive ATEX PDFIl GuidoNessuna valutazione finora
- Prove Sui MaterialiDocumento12 pagineProve Sui MaterialiantolamoNessuna valutazione finora
- Uni en Iso 17637 - 2011Documento22 pagineUni en Iso 17637 - 2011Eur-Ing Nicola GalluzziNessuna valutazione finora
- Il Rame e Le Sue LegheDocumento18 pagineIl Rame e Le Sue LeghefabNessuna valutazione finora
- 02 Reti Idranti 10779Documento66 pagine02 Reti Idranti 10779Daniele RossiNessuna valutazione finora
- CorrosioneDocumento57 pagineCorrosioneing.paolo.piccoli5379Nessuna valutazione finora
- Manuale FPC REV.0 - 03.01.2023Documento49 pagineManuale FPC REV.0 - 03.01.2023AdrianoNessuna valutazione finora
- Scheda Tecnica Norma en 10025Documento8 pagineScheda Tecnica Norma en 10025fil maccNessuna valutazione finora
- Controlli Con UltrasuoniDocumento6 pagineControlli Con UltrasuoniClaudio Patania100% (1)
- Metodo RadiograficoDocumento59 pagineMetodo RadiograficodavidemolNessuna valutazione finora
- UNI EN 10204-2005.-.Certificati 3.1Documento28 pagineUNI EN 10204-2005.-.Certificati 3.1fpiccoli_4100% (1)
- CORSO - Esame Radiografico - ITADocumento64 pagineCORSO - Esame Radiografico - ITAmassimiliano_fasoliNessuna valutazione finora
- Saldatura Degli Acciai Resistenti Contro Lusura - 2014!12!23Documento2 pagineSaldatura Degli Acciai Resistenti Contro Lusura - 2014!12!23StefanoMarilungoNessuna valutazione finora
- La Marcatura Del Ce Degli Elementi PrefabbricatiDocumento9 pagineLa Marcatura Del Ce Degli Elementi PrefabbricatiAngelo Gallagher FerrandinaNessuna valutazione finora
- 1 Elementi Strutturali in Acciaio en 1090 VERONA - PPT (Compatibility Mode)Documento32 pagine1 Elementi Strutturali in Acciaio en 1090 VERONA - PPT (Compatibility Mode)sviluppi____Nessuna valutazione finora
- Linee Guida PED - 2Documento31 pagineLinee Guida PED - 2tazzorroNessuna valutazione finora
- Elenco Normative Prove Non DistruttiveDocumento14 pagineElenco Normative Prove Non DistruttivePasquale PraticòNessuna valutazione finora
- Uni 9052 - 87Documento19 pagineUni 9052 - 87Stefano Negri100% (1)
- Capitolo 7Documento62 pagineCapitolo 7nonwolfNessuna valutazione finora
- Uni en 12944 PDFDocumento33 pagineUni en 12944 PDFDanilo AmendolaNessuna valutazione finora
- Durometro Galileo Manuale dUSO PDFDocumento20 pagineDurometro Galileo Manuale dUSO PDFManuel CalvínNessuna valutazione finora
- Slides Silvano D'Agosta - Guida All'Applicazione Della Norma UNI en ISO 3834Documento57 pagineSlides Silvano D'Agosta - Guida All'Applicazione Della Norma UNI en ISO 3834Dino PedutoNessuna valutazione finora
- Uni en Iso 17652-4-2004Documento12 pagineUni en Iso 17652-4-2004MAURONessuna valutazione finora
- Uni en Iso 2081 1Documento34 pagineUni en Iso 2081 1Paolo CostantinoNessuna valutazione finora
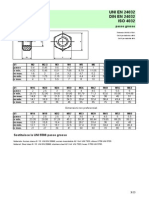
- Dadi Uni en 24032Documento1 paginaDadi Uni en 24032frank_the_bangNessuna valutazione finora
- A Scuola Con VB2010Documento1.052 pagineA Scuola Con VB2010ClaudioCascielloNessuna valutazione finora
- Uni en Iso I2327700 - 2010 - EenDocumento17 pagineUni en Iso I2327700 - 2010 - EenValerio RussoNessuna valutazione finora
- Uni en 619 - 2004Documento73 pagineUni en 619 - 2004StefanoNessuna valutazione finora
- Controllo MagnetoinduttivoDocumento29 pagineControllo MagnetoinduttivorovergammaNessuna valutazione finora
- Unin1232700 2003 EitDocumento21 pagineUnin1232700 2003 EitdanieleNessuna valutazione finora
- TRACE Third Party Red Flags INTDocumento1 paginaTRACE Third Party Red Flags INTMarcoNessuna valutazione finora
- Manuale PLC PL 260Documento76 pagineManuale PLC PL 260MarcoNessuna valutazione finora
- Stdgo016 - 01 Set Binari Estrazione STD Grande-1Documento1 paginaStdgo016 - 01 Set Binari Estrazione STD Grande-1MarcoNessuna valutazione finora
- Scheda - sicurezza-LI - 46 01-08-18Documento12 pagineScheda - sicurezza-LI - 46 01-08-18MarcoNessuna valutazione finora
- F455 Combustor C-Officine Lorenzina-IDocumento21 pagineF455 Combustor C-Officine Lorenzina-IMarcoNessuna valutazione finora
- Metal DictionaryDocumento21 pagineMetal DictionaryGiordana SalamiNessuna valutazione finora
- Trater Trattamenti Termici Industriali: Trattamento Termico #2019022009K-b Del 20/02/2019 Cliente OggettoDocumento1 paginaTrater Trattamenti Termici Industriali: Trattamento Termico #2019022009K-b Del 20/02/2019 Cliente OggettoMarcoNessuna valutazione finora
- TRACE How To Say No INTDocumento1 paginaTRACE How To Say No INTMarcoNessuna valutazione finora
- TRACE Due Diligence Red Flags INTDocumento1 paginaTRACE Due Diligence Red Flags INTMarcoNessuna valutazione finora
- Scheda Tecnica Termocoppia T2000.021. 1709Documento1 paginaScheda Tecnica Termocoppia T2000.021. 1709MarcoNessuna valutazione finora
- Regolamento PortaleDocumento12 pagineRegolamento PortaleMarcoNessuna valutazione finora
- Lista Ricambi F455 Combustor CDocumento2 pagineLista Ricambi F455 Combustor CMarcoNessuna valutazione finora
- Efn4563 (2018-08-29) OffDocumento2 pagineEfn4563 (2018-08-29) OffMarcoNessuna valutazione finora
- En 12517Documento16 pagineEn 12517MarcoNessuna valutazione finora
- Scheda Tecnica Termocoppia T2000.021. 1709Documento1 paginaScheda Tecnica Termocoppia T2000.021. 1709MarcoNessuna valutazione finora
- Scheda Di Sicurezza Fibra Ceramica INSULFRAXDocumento10 pagineScheda Di Sicurezza Fibra Ceramica INSULFRAXMarcoNessuna valutazione finora
- Scheda Tecnica Termocoppia T2000.021. 1709Documento1 paginaScheda Tecnica Termocoppia T2000.021. 1709MarcoNessuna valutazione finora
- Dichiarazione Ce 211112Documento1 paginaDichiarazione Ce 211112MarcoNessuna valutazione finora
- Manauale Valvola Di Blocco Gas VX090006Documento9 pagineManauale Valvola Di Blocco Gas VX090006MarcoNessuna valutazione finora
- Lista Ricambi F455 Combustor CDocumento2 pagineLista Ricambi F455 Combustor CMarcoNessuna valutazione finora
- Manauale Valvola Di Blocco Gas VX090006Documento9 pagineManauale Valvola Di Blocco Gas VX090006MarcoNessuna valutazione finora
- Scheda Di Sicurezza Fibra Ceramica INSULFRAXDocumento10 pagineScheda Di Sicurezza Fibra Ceramica INSULFRAXMarcoNessuna valutazione finora
- Manuale PLC PL 260Documento76 pagineManuale PLC PL 260MarcoNessuna valutazione finora
- Rti Prorox SL 980 - ItDocumento1 paginaRti Prorox SL 980 - ItMarcoNessuna valutazione finora
- Slides CSLP 89.106Documento21 pagineSlides CSLP 89.106MarcoNessuna valutazione finora
- 3834-4 It enDocumento14 pagine3834-4 It enMarcoNessuna valutazione finora
- 3834-5 ItDocumento14 pagine3834-5 ItMarcoNessuna valutazione finora
- 3834-3 It enDocumento24 pagine3834-3 It enMarcoNessuna valutazione finora
- 3834-2 It enDocumento26 pagine3834-2 It enMarcoNessuna valutazione finora
- SORA Facilissimo 1.0Documento77 pagineSORA Facilissimo 1.0Tommaso Mazzoli100% (1)
- AST 415 S Rev 1Documento52 pagineAST 415 S Rev 1Pierpaolo AparoNessuna valutazione finora
- UNI en 932-5 (2001) - Attrezzatura Comune e TaraturaDocumento19 pagineUNI en 932-5 (2001) - Attrezzatura Comune e TaraturalorenzoNessuna valutazione finora
- 2-P-0000070 Bancos de Calibracion WatertechDocumento4 pagine2-P-0000070 Bancos de Calibracion WatertechDiego Martínez CastroNessuna valutazione finora
- Uni en 39-2004Documento19 pagineUni en 39-2004Alessio Destro100% (1)
- Marcegaglia Buildtech Barriere Stradali Guardrail Technical-Data2016 IT-EN-DE-FR-ESDocumento20 pagineMarcegaglia Buildtech Barriere Stradali Guardrail Technical-Data2016 IT-EN-DE-FR-ESandreaNessuna valutazione finora
- Rischi MeccaniciDocumento57 pagineRischi MeccaniciTommaso RoccatagliataNessuna valutazione finora
- Giorgio MICOLITTI-Standard Di Sicurezza Delle Gallerie FerroviarieDocumento149 pagineGiorgio MICOLITTI-Standard Di Sicurezza Delle Gallerie FerroviarieGiorgio MicolittiNessuna valutazione finora
- Catalogo GeneraleDocumento308 pagineCatalogo GeneraleFabrizio VincenziNessuna valutazione finora
- TRADUZIONE ISO 8503-1 - Specifiche e Definizioni Per I Comporatori Del Profilo Di Suoerficie ISODocumento14 pagineTRADUZIONE ISO 8503-1 - Specifiche e Definizioni Per I Comporatori Del Profilo Di Suoerficie ISODanilo AmendolaNessuna valutazione finora
- UNI EN 1097-6 (2008) - Massa Volumica Dei Granuli e Assorbimento in AcquaDocumento30 pagineUNI EN 1097-6 (2008) - Massa Volumica Dei Granuli e Assorbimento in AcqualorenzoNessuna valutazione finora
- Tariffario BURL 04 12 2020Documento936 pagineTariffario BURL 04 12 2020Alessandro LeonardiNessuna valutazione finora
- Uni en 22768-2 - 1993Documento20 pagineUni en 22768-2 - 1993MarcoNessuna valutazione finora
- Uni en 12354-3Documento33 pagineUni en 12354-3Alessandro ArtaleNessuna valutazione finora
- 978882984428LICDocumento5 pagine978882984428LICMatteo ComeNessuna valutazione finora
- Compact NSX Coordinamento Protezioni BT LEESGTB312AIDocumento47 pagineCompact NSX Coordinamento Protezioni BT LEESGTB312AIAndrea AtzeniNessuna valutazione finora
- Uni 10351 2015Documento1 paginaUni 10351 2015uffbNessuna valutazione finora
- Fischer - Normativa Progettazione EdiliziaDocumento21 pagineFischer - Normativa Progettazione EdiliziaTIZIONessuna valutazione finora
- Standard Progettazione AcquedottiDocumento30 pagineStandard Progettazione AcquedottiFederico PiccoliNessuna valutazione finora
- Cei en 61082 4 1997 Cei 3-42 PDFDocumento56 pagineCei en 61082 4 1997 Cei 3-42 PDFvsimongNessuna valutazione finora
- Codice Delle Valutazioni Immobiliari - IVDocumento213 pagineCodice Delle Valutazioni Immobiliari - IV1968s0% (1)
- Uni 7697 OcredDocumento18 pagineUni 7697 OcredSamuele Dalmaso100% (1)
- En 1991-1-1 - 2004Documento35 pagineEn 1991-1-1 - 2004Paolo FurioliNessuna valutazione finora
- UNI 11470 Schermi e Membrane TraspirantiDocumento34 pagineUNI 11470 Schermi e Membrane TraspirantiGiampaolo ArmentanoNessuna valutazione finora
- Catalogo BluDocumento116 pagineCatalogo BluJas SumNessuna valutazione finora
- Brochure Simatic-Controller ItDocumento92 pagineBrochure Simatic-Controller ItEnrico 'Spy' LovatoNessuna valutazione finora
- Sistemi Di QuotaturaDocumento6 pagineSistemi Di QuotaturaCutrixNessuna valutazione finora
- CERT ISO 9001 PompaDocumento1 paginaCERT ISO 9001 PompaJack HugmanNessuna valutazione finora
- Abb Scatolati Da 250 A 1600aDocumento332 pagineAbb Scatolati Da 250 A 1600aAURELIONessuna valutazione finora
- Quadri e MalizieDocumento169 pagineQuadri e MalizieClaudio CiavattaNessuna valutazione finora