Fiat Group Automobiles
CAPITOLATO Giunti saldati ad arco elettrico e a gas
Data:
9.50170
Pagina:
normazione
CUCCO MASSIMO MAGGI STEFANO
1 di 13 06/02/2008
ENTE GESTORE:
E&D Materials Engineering Metallics
FINALIT DEL CAPITOLATO Prescrivere le modalit di classificazione delle saldature, le indicazioni da citare a disegno, i controlli da effettuare, le tecniche di prova ed i limiti di accettabilit dei difetti ammessi alle saldature ad arco elettrico e a gas.
Supervisore
Gestore
Il presente Capitolato composto di n 13 pagine e n 1 allegato
Modifica Data Descrizione della modifica
A
C.R.F. - Group Materials Labs Metals & Anticorrosion C.R.F. - Group Materials Labs Metals & Anticorrosion
Mar. 83 Ott. 84 12/02/07 06/02/08
Edizione 5 Rielaborato dalledizione precedente e modificato. Soppresso scritta sperimentale. Edizione 6 Riveduto completamente. Modificato 3.1 Aspetto visivo
(BM)
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
(BM) (LC) (LC)
Ente Supervisore
IN CASO DI STAMPA LA COPIA E' DA RITENERSI NON CONTROLLATA, PERTANTO, E' NECESSARIO VERIFICARE L'AGGIORNAMENTO NELL'APPOSITO SITO WEB
Ente gestore
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
Edizione
Mod.
Classe
CMD
ENTE SUPERVISORE:
E&D Materials Engineering Metallics
�9.50170
Pag. 2 di 13 Modif. A
A: STRUMENTAZIONE NECESSARIA PER LE PROVE Nota: Gli strumenti indicati nel suddetto possono essere sostituiti con altri a condizione che siano equivalenti o migliori per caratteristiche, precisione e ripetibilit. Allattrezzatura richiamata nel A vanno aggiunti gli eventuali strumenti di controllo prescritti sui singoli documenti richiamati nel testo (vedere B). B: DOCUMENTI RICHIAMATI NEL TESTO 00920 50107 50108 50160 50161 50210 0.00024/01 0.00025/01 0.00028 3.00313 9.01100 9.01102 9.01102/01 9.01103 ASTM E 390 EN 440
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
Giunti saldati o brasati - Classificazione e indicazione a disegno (TFO) Prove dei materiali metallici - Prova di durezza Vickers (TMD) Prove di carattere generico - Prove di durezza Rockwell (TMD) Difetti superficiali ed interni dei prodotti metallici - Definizione e prescrizione (TMD) Prove non distruttive Esame radiografico Classificazione difetti Indicazioni a disegno Metodologia Apparecchiatura Personale (TMD) Getti in acciaio - Condizioni di accettazione (TMD) Esami magnetici - Apparecchiature, prodotti, metodi e procedimento di prova (NPR) Esami con liquidi penetranti fluorescenti ed a luce naturale (Procedimento) (NPR) Esame mediante ultrasuoni dei particolari metallici (NPR) Ciclo di riparazione delle saldature (NPR) Condizioni generali di acquisto Fiat Auto S.p.A. (CFO) Qualit delle forniture Fiat Auto S.p.A. (CFO) Prescrizioni per il controllo statistico delle forniture (CFO) Certificato di Qualit e Conformit del Prodotto (C.Q.C.) (CFO) Standard reference radiographs for steel fusion welds Materiali di apporto per saldatura. Fili elettrodi e depositi per la saldatura ad arco in gas protettivo di acciai non legati e di acciai a grano fino. Classificazione
C: ELENCO ALLEGATI Allegato 1 1 GENERALIT Quando richiamata la presente norma senza ulteriori precisazioni, questa applicata nella sua integrit per le giunzioni di materiali metallici. Quando si desiderano prescrizioni diverse e/o aggiuntive, queste debbono essere riportate a disegno o su apposita norma. 1.1 Terminologia dei difetti Vedere Norma 50160. 1.2 Classificazione funzionale dei giunti saldati e indicazione a disegno Vedere Norma 00920. Scheda Tecnica del Prodotto
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�Fiat Group Automobiles
2
Pag. 3 di 13 Modif.
9.50170
TIPOLOGIA DI GIUNTI E DENOMINAZIONE AREA SALDATA 2.1 Giunti dangolo 2.1.1 Giunto a T LEGENDA: 1. Cordone di saldatura 2. Zona di fusione 3. Zona termicamente alterata
2
2.1.2 Giunto di spigolo LEGENDA: 1. Cordone di saldatura 2. Zona di fusione 3. Zona termicamente alterata
3
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
2.1.3 Giunto a sovrapposizione LEGENDA: 1. Cordone di saldatura 2. Zona di fusione 3. Zona termicamente alterata
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�9.50170
2.2 Giunto di testa
Pag. 4 di 13 Modif. A
3
2
LEGENDA: 1. Cordone di saldatura 2. Zona di fusione 3. Zona termicamente alterata
2.2.1 Giunto di testa a bordi flangiati
LEGENDA: 1. Cordone di saldatura 2. Zona di fusione 3. Zona termicamente alterata
1
2
3
3 CARATTERISTICHE DEI CORDONI 3.1 Aspetto visivo
Le saldature possono essere esaminate:
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
da personale qualificato in saldatura; lesame deve essere effettuato in condizioni di illuminazione 100 lux.
da sistemi di controllo automatici a rilevamento laser. Le saldature devono corrispondere per numero, posizione e lunghezza a quanto prescritto a disegno. Le superfici devono essere omogenee, esenti da scorie, bavature e la successione delle maglie deve essere regolare (vedere Norma 50160). Confrontare i risultati dei rilievi effettuati con quanto prescritto sulla Scheda Tecnica del Prodotto (Allegato 1).
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�Fiat Group Automobiles
3.2 Difetti di inizio/fine saldatura
Pag. 5 di 13 Modif.
9.50170
La saldatura pu essere difettosa nel tratto iniziale per mancanza di fusione e nel tratto finale per crateri; ammessa la mancanza di fusione ad inizio saldatura purch 3 mm ed ammesso il cratere di fine saldatura purch 5 mm. Tali difettosit devono essere diminuite nei cordoni di lunghezza 30 mm con appropriati sistemi di accensione dellarco e di riempimento cratere. Le prescrizioni riportate nel 3.3 sono da applicare alla lunghezza effettiva della saldatura, ovvero alla lunghezza che si ricava sottraendo il tratto iniziale e finale alla lunghezza indicata a disegno.
Lunghezza indicata a disegno Tratto iniziale Tratto finale
Lunghezza effettiva
3.3 Aspetto macrografico Sezionare i provini trasversalmente al cordone in punti significativi o nelle zone indicate a [Link] la superficie in esame, avendo cura di asportare completamente segni di utensili e [Link] lattacco della superficie con opportuno reattivo concordato con E&D Materials Engineering. Effettuare losservazione ad ingrandimento 5 X in condizioni di illuminazione superiore ai 100 lux. Confrontare i risultati dei rilievi effettuati con quanto prescritto sulla Scheda Tecnica del Prodotto (Allegato 1).
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A. REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�9.50170
3.3.1 Limiti di accettazione [Link] Giunti dangolo
Pag. 6 di 13 Modif. A
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
Laltezza del cordone (a) deve essere 60% dello spessore della lamiera pi sottile. I lati fusi del cordone (h) devono essere allo spessore della lamiera pi sottile. La profondit di fusione (p) deve essere 15% dello spessore della lamiera pi sottile, misurata nel punto a profondit maggiore. Quando lo spessore della lamiera pi sottile 5 mm una profondit di fusione di 0,7 mm sufficiente.
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�Fiat Group Automobiles
Pag. 7 di 13 Modif.
9.50170
La fusione dovr interessare lintera lunghezza del lato fuso (h). Il gioco tra le lamiere (l ) prima della saldatura deve essere 20% dello spessore della lamiera pi sottile per almeno i 2/3 della lunghezza del cordone. richiesta la completa penetrazione al vertice (r 10% spessore della lamiera pi sottile). [Link] Giunti di testa
I lati fusi del cordone (h) devono essere allo spessore della lamiera pi sottile. Per la profondit di fusione (p), il gioco tra le lamiere (l ) e la penetrazione al vertice (r) valgono le prescrizioni del punto [Link]. [Link] Forma del cordone La forma consigliabile del cordone deve essere mediamente: per giunti dangolo:
per giunti di testa: per spessori 2 mm
per spessori > 2 mm
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
�9.50170
[Link]
Pag. 8 di 13 Modif. A
Eccesso di penetrazione Leccesso di penetrazione deve risultare 100% dello spessore della lamiera pi sottile, salvo diversamente indicato a disegno.
[Link] Incompleta penetrazione Lincompleta penetrazione (i) ammessa, e deve risultare: 10% dello spessore della lamiera pi sottile e 10% della lunghezza totale del cordone per saldature con caratteristiche Report e Critica; 20% dello spessore della lamiera pi sottile e 20% della lunghezza totale del cordone per saldature Importanti; 30% dello spessore della lamiera pi sottile e 30% della lunghezza totale del cordone per saldature con Classe di importanza Secondaria.
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
[Link] Incisioni marginali Le incisioni marginali nella parte superiore ed al rovescio del cordone sono ammesse, purch lo spessore della lamiera interessata sia 80% dello spessore iniziale.
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�Fiat Group Automobiles
3.4 Esame micrografico
Pag. 9 di 13 Modif.
9.50170
Il controllo da eseguire secondo le indicazioni della Norma 50210. Seguire le prescrizioni dei sottoparagrafi successivi. Confrontare i risultati dei rilievi effettuati con quanto prescritto sulla Scheda Tecnica del Prodotto (Allegato 1). 3.4.1 Struttura del materiale base nelle zone termicamente alterate dalla saldatura [Link] Giunzioni in acciaio [Link].1 Trattate Conforme alle prescrizioni della Norma del materiale indicato a disegno per lo stato richiesto. [Link].2 Non trattate o trattate prima dellesecuzione della saldatura. ammessa la presenza di martensite, a condizione che la durezza non superi i limiti indicati al 3.5, salvo diversa indicazione a disegno. [Link] Giunzioni in ghisa [Link].1 Trattate Conforme alle prescrizioni della Norma del materiale indicato a disegno per lo stato richiesto. [Link].2 Non trattate o trattate prima dellesecuzione della saldatura
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
ammessa la presenza di cementite a condizione che sia inferiore al 5%. Ammessa la presenza di martensite a condizione che il valore di durezza sia a quanto indicato al 3.5
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�9.50170
3.5 Prova di durezza
Pag. 10 di 13 Modif. A
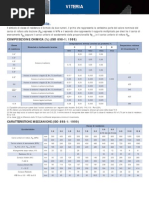
Il campione utilizzato per lesame macrografico/micrografico pu essere utilizzato per il rilievo della durezza. 3.5.1 Giunzioni dacciaio Controllo da eseguire in conformit con le Tabelle 50107 e 50108 nelle zone termicamente alterate sezionando opportunamente il giunto. [Link] Limiti di accettabilit [Link].1 Giunti non trattati termicamente I valori devono essere a quelli indicati nel diagramma seguente, salvo diversa indicazione a disegno.
Durezze HRC 700 HV
55
600
49
500
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
40
400
30
300
10
200 0,1 0,2 0,3 0,4 0,5 0,6 Carbonio equivalente % (*) 0,7 0,8
(*)
La determinazione del carbonio equivalente deve essere effettuata con la seguente formula: C + Si/11 + Mn/8 + Cu/9 + Ni/17 + Cr/5 + Mo/6 + V/3
[Link].2 Giunti trattati termicamente dopo saldatura Salvo diversa indicazione a disegno, i valori devono essere conformi a quanto richiesto nella Norma del materiale per lo stato richiesto. 3.5.2 Giunzioni in ghisa
Controllo da eseguire in conformit con la Norma 50107 nelle zone termicamente .
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�Fiat Group Automobiles
[Link] Limiti di accettabilit [Link].1 Giunti non trattati termicamente I valori di durezza devono essere < 40HRC. [Link].2 Giunti trattati termicamente dopo saldatura
Pag. 11 di 13 Modif.
9.50170
Salvo diversa indicazione a disegno, i valori devono essere conformi a quanto richiesto nella Norma del materiale per lo stato richiesto. 3.6 Controlli non distruttivi 3.6.1 Liquidi penetranti Il controllo da eseguire secondo la Norma 0.00025/01. Confrontare i risultati dei rilievi effettuati con quanto prescritto sulla Scheda Tecnica del Prodotto (Allegato 1). 3.6.2 Esame magnetico Il controllo da eseguire secondo la Norma 0.00024/01 3.6.3 Esame mediante ultrasuoni Il controllo da eseguire secondo la Norma 0.00028. 3.7 Composizione chimica del materiale dapporto
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
Conforme alle prescrizioni del disegno, o in mancanza, secondo la norma EN 440, verificando che le caratteristiche meccaniche del materiale dapporto siano congrue con quelle del materiale base. 4 TRATTAMENTI TERMICI Il trattamento termico, quando richiesto, deve essere eseguito in conformit con le prescrizioni riportate sulle Tabelle relative al materiale o sulle eventuali norme specifiche e deve garantire le caratteristiche riportate sulle Tabelle stesse, per lo stato richiesto, salvo diversa prescrizione a disegno o sulle norme specifiche.
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�9.50170
5 RIPARAZIONI
Pag. 12 di 13 Modif. A
Le riparazioni devono essere eseguite in accordo alle prescrizioni della Norma 3.00313. Non sono ammesse riparazioni per saldature con caratteristiche Report e Critica, salvo diversamente indicato a disegno o su specifica norma. Per saldature classificate Importanti e Secondarie le riparazioni mediante saldatura sono ammesse previa asportazione meccanica del tratto difettoso. Salvo diversa indicazione a disegno o su norma specifica, sono ammesse riparazioni di bruciature passanti, purch la somma delle difettosit sia 20% della lunghezza del cordone e comunque ciascun difetto non sia superiore a 10 mm. In caso di saldature trattate termicamente, la riparazione dovr essere effettuata prima del trattamento; qualora la riparazione venga eseguita dopo il trattamento termico, questo dovr essere ripetuto. In ogni caso le zone riparate dovranno essere conformi ai limiti prescritti nella presente norma. 6 PRESCRIZIONI PER IL CONTROLLO DELLE FORNITURE (a cura delle Qualit di Stabilimento) 6.1 Il collaudo delle forniture deve essere effettuato secondo le prescrizioni riportate nel Capitolato 9.01102/01 (Distribuzione riservata). 7 PRESCRIZIONI PER IL FORNITORE Il Fornitore deve attenersi alle prescrizioni generali contenute nel Capitolato 9.01102 QUALIT DELLE FORNITURE.
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
7.1 Forniture per la qualificazione del prodotto Il Fornitore deve presentare il quantitativo di prodotto richiesto sullordine di acquisto allegando il previsto Certificato di Qualit e Conformit (vedi Cap. 9.01103); saranno verificate tutte le caratteristiche prescritte sulla Scheda Tecnica del Prodotto allegata, relativa al tipo specifico. Non sono ammesse non conformit. 7.2 Forniture per la produzione Il prodotto fornito deve essere conforme alle prescrizioni del disegno e del presente Capitolato. Nello stabilire il tipo di processo produttivo da adottare e la severit dei collaudi, il Fornitore deve tenere conto delle classi di importanza che la FIAT ha attribuito a ciascuna delle caratteristiche cui si riferiscono le prescrizioni (vedere 9). Nota: Sia durante la qualificazione prodotto che nel controllo delle forniture, possono essere effettuati controlli su componente che abbia subito prove tipo non menomativo (indicate con NM al 9); qualora il componente abbia subito prove menomative (M) non pu pi essere utilizzato per altre prove o controlli, se non diversamente e di volta in volta specificato.
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�Fiat Group Automobiles
8 PRESCRIZIONI PER IL CICLO PRODUTTIVO
Pag. 13 di 13 Modif.
9.50170
Le saldatrici da impiegare, la loro regolazione, i dispositivi di fissaggio, le condizioni di saldatura, il preriscaldo ecc., devono essere ottimali per ottenere un prodotto qualitativamente conforme alle prescrizioni. Le superfici da saldare devono essere esenti da ossidi o da qualsiasi altro materiale estraneo. I parametri di saldatura e il gas di protezione devono essere conformi a quanto riportato sul ciclo di lavorazione. La preparazione dei lembi, la loro geometria e dimensione devono essere conformi alle prescrizioni del disegno o del ciclo di lavorazione. I trattamenti eseguiti per detergere le zone da saldare non devono causare attacco intercristallino, ossidazione intercristallina o impoverimento della lega del metallo base. In caso di saldatura manuale loperatore deve essere opportunamente qualificato in modo da poter eseguire correttamente la saldatura da effettuare. 9 PROSPETTO DELLA CLASSIFICAZIONE DELLE CARATTERISTICHE
CLASSIFICAZIONE DELLE CARATTERISTICHE Aspetto visivo Difetti di inizio/fine saldatura Esame macrografico Esame micrografico Prova di durezza Esame con liquidi penetranti Esame magnetico Esame mediante ultrasuoni Composizione chimica del materiale dapporto Importante Importante Importante Importante Importante Importante Importante Importante Importante
TIPO DI PROVA NM NM M M M NM
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
NM NM M
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
�Fiat Group Automobiles
Giunti saldati ad arco elettrico e a gas Scheda Tecnica del Prodotto
9.50170
ALLEGATO 1
Pagina:
normazione
CARATTERISTICHE
1 di 1
Difetti
Saldature report o critiche
Saldature importanti
Saldature secondarie
Ogni 40 mm di lunghezza del cordone
Non sono ammesse bruciature passanti. Difetti di inizio/fine saldatura 3.2 Non sono ammesse cricche o bruciature n sul cordone n nella zona influenzata dal calore. Aspetto macrografico 3.3 Le incisioni marginali, le dimensioni del cordone, leccesso di penetrazione e lincompleta penetrazione devono essere conformi ai rispettivi punti del 3.3.1 Non sono ammesse microcricche e ossidazioni al bordo dei grani. Esame micrografico 3.4 La struttura del materiale base nelle zone termicamente alterate della saldatura deve essere conforme ai punti del 3.4.1. Non sono ammesse rotture, cricche, mancanze di fusione o difetti passanti. Secondo Norma 0.00024/01 Secondo Norma 0.00028. 3.7
Esame con liquidi penetranti Esame magnetico Esame mediante ultrasuoni Composizione chimica materiale dapporto del
3.6.1 e Norma 0.00025/01 3.6.2 3.6.3
REALIZZAZIONE EDITORIALE A CURA DI SATIZ - NORMAZIONE
RISERVATO IL PRESENTE DOCUMENTO NON PUO' ESSERE RIPRODOTTO N PORTATO A CONOSCENZA DI TERZI SENZA AUTORIZZAZIONE SCRITTA DELLA FIAT GROUP AUTOMOBILES S.p.A.
Prova di durezza
3.5
Edizione
Non sono ammesse rotture e cricche n sul materiale base n sul materiale di apporto.
Soffiature affioranti 2 mm
Mod.
Aspetto visivo
3.1
Pori affioranti 0,7 mm
10
20
Classe
Sono ammessi pori e soffiature affioranti secondo i limiti indicati di seguito:
CMD
CONDIZIONI LIMITI DI PROVA