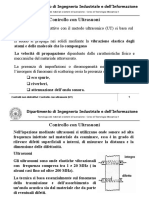
CONTROLLI CON ULTRASUONI ( UNI EN 583-1) Lesame ad ultrasuoni si basa sulla propagazione di onde elastiche attraverso loggetto daesaminare
e sul monitoraggio del segnale trasmesso (Tecnica per Trasmissione) o delsegnale riflesso o diffratto da qualsiasi superficie o discontinuit (Tecnica perRiflessione).Gli ultrasuoni sono, quindi, onde elastiche di tipo meccanico che si trasmettono neicorpi solidi, producendo nelle loro molecole oscillazioni elastiche attorno alloriginariaposizione di equilibrio. Le oscillazioni sono di tipo sinusoidali, e quindi caratterizzate daun tipo di propagazione (onde longitudinali, onde trasversali, onde superficiali diRayleigh, onde di Lamb).Il fascio d'onde ultrasonore, ovvero il segnale, viene generato sfruttando le proprietpiezoelettriche o magnetostrittive di alcuni cristalli di quarzo, cio la loro capacit dicontrarsi ed espandersi sotto l'azione di un campo elettrico o di un campo [Link] ultrasuoni generati vengono trasferiti direttamente nel materiale da controllare grazieal contatto, o pi propriamente al semplice accostamento del generatore (trasduttore) allasuperficie del pezzo. Il fascio d'onde ultrasonore si propaga nel materiale da esaminarecon la stessa frequenza del generatore e con una velocit che dipende dal materialeattraversato. Quando il fascio incontra un ostacolo sar riflesso, assorbito, deviato odiffratto secondo le leggi comuni a tutti i fenomeni di propagazione delle onde. Tecnica per trasmissione Tecnica per riflessioneIl segnale di partenza degli ultrasuoni (eco di partenza) e quello riflesso dalla superficieopposta a quella d'entrata (eco di fondo), vengono visualizzati sullo schermo dellostrumento con dei picchi, la cui distanza risulta proporzionale al tempo che gli ultrasuoniimpiegano per percorrere il viaggio di andata e di ritorno dalla sonda alla superficieriflettente presente all'interno del materiale. Se durante tale percorso il fascio ultrasonoroincontra delle discontinuit esse fungono da riflettori, e sullo schermo, tra idueprecedenti picchi (eco di partenza ed eco di fondo), ne compariranno degli altri cherappresentano delle indicazioni relative al tipo di discontinuit incontrate. MEZZO DELL ACCOPPIAMENTO Possono essere utilizzati diversi mezzi daccoppiamento, ma il tipo deve esserecompatibile con i materiali da utilizzare: Acqua contenente un agente (antigelo, umettante, inibitore della corrosione)Pasta di contattoOlioGrassoPasta cellulosa contenente acqua
Regione MoliseAGENZIA REGIONALE PER LA PROTEZIONE AMBIENTALE ________________________________________________________________________________ 27 VELOCITA DI SCANSIONE La scelta della velocit di scansione deve tener conto della frequenza delle ripetizioni diimpulsi e della capacit delloperatore di riconoscere i segnali.E' possibile valutare approssimativamente la dimensione della discontinuit incontratadal fascio d'ultrasuoni, confrontando l'intensit dell'eco ricevuto con quello di difettistandard, o con grafici appositamente costruiti. Nella pratica corrente i CND con US sieseguono tarando lo strumento con adatti campioni standard, cio cercando gli echi didifetti precostituiti (fori di dimensioni predeterminate eseguiti in posizioni definite delsaggio di
�taratura), oppure tarando lo strumento direttamente sul pezzo da esaminare,per cogliere l'eco di fondo e la sua scomparsa od attenuazione. Controllo su saldature: Misura dello spessore Controllo dellusura Controllo su rotore VANTAGGI E SVANTAGGI Alta sensibilit. Si riescono a rivelare difetti molto piccoli. Buon potere di penetrazione. Permette l'ispezione di grosse sezioni. Accurata determinazione della posizione delle imperfezioni e della gravit dellestesse. Veloce tempo di risposta. Sono possibili test automatici ad alta velocit. E' richiesto l'accesso ad una sola superficie del mezzo di ispezione Impossibilit di utilizzo su materiali ad alta attenuazione acustica e con geometriacomplessa. Leccessiva rugosit della superficie di scansione nelle ispezioni a contattocostituisce una seria limitazione all'applicazione del metodo ultrasonoro. La non facile interpretazione delle indicazioni fornite da un esame ultrasonoronecessita di operatori altamente qualificati e di notevole esperienza. DIFETTI Facilmente rilevabili: cricche, mancanza di fusione, sfogliature, ripiegature. Difficilmente rilevabili: es. pori, porosit, inclusioni. Le linee di flusso, che rappresentano l'intensit locale del campo magnetico,attraversano un metallo in modo uniforme, ma nei pressi di una discontinuit,quale per esempio una microcricca, una cavit od
�un'inclusione, si addenseranno odisperderanno, deviando localmente e creando un'anomalia del campo magneticoai bordi del difetto. Quando un rivelatore magnetico (polveri secche o sospensione liquida) applicato ad un pezzo dove esista una distorsione nelle linee di campo, la fuga diflusso magnetico attira le particelle magnetiche in corrispondenza di questa zonacreando un accumulo delle particelle stess
UNI EN 583-1 Esame ad ultrasuoni. Principi generali. UNI EN 583-2 Esame ad ultrasuoni. Regolazione della sensibilit e dellintervallo di misurazione della base dei tempi UNI EN 583-3 Esame ad ultrasuoni. Tecnica per trasmissione UNI EN 583-4 Esame ad ultrasuoni. Esame delle discontinuit perpendicolari alla superficie. UNI EN 583-5 Esame ad ultrasuoni. Caratterizzazione e dimensionamento delle discontinuit UNI ENV 583-6 Esame ad ultrasuoni. Tecnica a diffrazione del tempo di volo (TOFDT ndr) come metodo di rilevamento e dimensionamento delle discontinuit UNI EN 1712
�Controllo mediante ultrasuoni dei giunti saldati. Livelli di accettabilit UNI EN 1713 Controllo mediante ultrasuoni delle saldature. Caratterizzazione delle indicazioni nelle saldature UNI EN 1714 Controllo mediante ultrasuoni dei giunti saldati UNI ISO 4386-1 Cuscinetti radenti metallici multistrato. Determinazione con metodo non distruttivo agli ultrasuoni delladerenza di strati antifrizione UNI 7603 Controllo con ultrasuoni delle saldature long. od elicoidali dei tubi di acciaio saldati ad arco sommerso UNI 8555 Controlli US. Termini e definizioni UNI 9094 Determinazione della velocit di propagazione degli ultrasuoni nei solidi UNI 9257 Tubi per impieghi nucleari. Controllo US per la ricerca di difetti longitudinali UNI 9258 idem sopra. Controllo US per la ricerca di difetti longitudinali UNI 9259 Lamiere per impieghi nucleari. Controllo US UNI ISO 9305 Tubi di acciaio senza saldatura. Controllo ad ultrasuoni per la rilevazione di imperfezioni trasversali UNI 9437 Apparecchi ad ultrasuoni. Verifica delle caratteristiche controllabili mediante strumentazione esterna UNI ISO 9764 Tubi elettrosaldati. Rilevazione delle imperfezioni longitudinali nel cordone di saldatura
�UNI EN 10160 Controllo con ultrasuoni di prodotti piani di acciaio con spessore maggiore o uguale a 6mm (metodo per riflessione) UNI EN 10228-3 Controllo con ultrasuoni dei fucinati di acciaio ferritico o martensitico UNI EN 10228-4 Controllo con ultrasuoni dei fucinati di acciaio inossidabile austenitico ed austeno-ferritico UNI EN 10246-6 Controllo automatico con ultrasuoni dellintera superficie di tubi di acciaio senza saldatura per la rilevazione dei difetti trasversali UNI EN 10246-7 Controllo automatico con ultrasuoni per la ricerca dimperfezioni longitudinali su tutta la circonferenza di tubi di acciaio senza saldatura e saldati UNI EN 10246-8 Controllo automatico con ultrasuoni della saldatura di tubi di acciaio saldati elettricamente per la rilevazione dei difetti longitudinali UNI EN 10246-14 Controllo automatico con ultrasuoni per la ricerca dei doppi spessori di tubi di acciaio senza saldatura e saldati (eccetto quelli ad arco sommerso) UNI EN 10306 Controllo con ultrasuoni di profilati con sezione ad H con facce parallele e profilati con sezione IPE UNI EN 10307 Controllo con ultrasuoni di prodotti piani di acciaio inossidabile austenitico e austeno-ferritico di spessore uguale o maggiore di 6mm (metodo per riflessione) UNI EN 10308 Controllo con ultrasuoni delle barre di acciaio UNI EN 12223 Esame ad ultrasuoni. Specifica per blocco di taratura n1 UNI EN 12517 Controllo radiografico dei giunti saldati. Livelli di accettabilit
�UNI EN 12668-1 Caratterizzazione e verifica delle apparecchiature per esame ad ultrasuoni. Parte 1: Apparecchi UNI EN 12668-2 Caratterizzazione e verifica delle apparecchiature per esame ad ultrasuoni. Parte 2: sonde UNI EN 12668-3 Caratterizzazione e verifica delle apparecchiature per esame ad ultrasuoni. Parte 3: Apparecchiatura completa UNI EN 12680-1 Fonderia. Controllo mediante ultrasuoni. Parte 1: getti di acciaio per impieghi generali UNI EN 12680-2 Fonderia. Controllo mediante ultrasuoni. Parte 2: getti di acciaio per componenti a sollecitazioni elevate UNI EN 12680-3 Fonderia. Controllo mediante ultrasuoni. Parte 3: getti di ghisa a grafite sferoidale UNI EN 13100-3 Prove non distruttive di giunti saldati di prodotti semifiniti di materiale termoplastico. Parte 3: Controllo per ultrasuoni UNI EN 14127 Misurazione dello spessore mediante ultrasuoni UNI CEN/TS 14751 Utilizzo della tecnica di diffrazione del tempo di volo (TOFDT) per il controllo delle saldature UNI EN 15317 Esame ad ultrasuoni. Caratterizzazione e verifica dellapparecchiatura per la misurazione dello spessore mediante ultrasuoni UNI EN ISO 22825 Controllo mediante ultrasuoni. Controllo di saldature di acciaio austenitico e di leghe a base nichel UNI EN 27963 Blocco di riferimento N2 per il controllo delle saldature