Potrebbero piacerti anche
- Verifica A Fatica SAIPEM - 6a Giornata - 06-05-09Documento21 pagineVerifica A Fatica SAIPEM - 6a Giornata - 06-05-09AndreaNessuna valutazione finora
- CNR-UNI 10011 Parte Verifiche AcciaioDocumento14 pagineCNR-UNI 10011 Parte Verifiche AcciaioAdriano AquinoNessuna valutazione finora
- Designaz Alfanum AcciaioDocumento8 pagineDesignaz Alfanum AcciaiocastibraNessuna valutazione finora
- Collegamenti Alla BaseDocumento12 pagineCollegamenti Alla Basemichele santoroNessuna valutazione finora
- Esercitazione Unioni AcciaioDocumento48 pagineEsercitazione Unioni AcciaioAndrea MackoNessuna valutazione finora
- DFIL 04 02 TubazioniDocumento17 pagineDFIL 04 02 TubazioniSilvio Saverio PiccoloNessuna valutazione finora
- ACCIAIO - GiuntiDocumento21 pagineACCIAIO - GiuntiAndrea Pranno100% (1)
- Apparecchi Di Sollevamento - Criteri Generali Per Il Progetto - Parte 1 - Principi e Requisiti Generali UNI en 13001-1 Del 2015Documento32 pagineApparecchi Di Sollevamento - Criteri Generali Per Il Progetto - Parte 1 - Principi e Requisiti Generali UNI en 13001-1 Del 2015DDNessuna valutazione finora
- Snam CENT - spc.GA.E.60654 - Rev2 - Specifica Valvole Di Non-Ritorno Con Fine CorsaDocumento7 pagineSnam CENT - spc.GA.E.60654 - Rev2 - Specifica Valvole Di Non-Ritorno Con Fine CorsaMauro MLRNessuna valutazione finora
- DANIELI STANDAR #2.8.115-Rev 02Documento17 pagineDANIELI STANDAR #2.8.115-Rev 02Justin Carrasco Sanchez100% (1)
- Dispensa AcciaioDocumento22 pagineDispensa AcciaioAntonio BevilacquaNessuna valutazione finora
- R03Documento16 pagineR03Sting TejadaNessuna valutazione finora
- Principi Di Protezione CatodicaDocumento7 paginePrincipi Di Protezione CatodicaSamuele FasciaNessuna valutazione finora
- SaldatureDocumento14 pagineSaldaturemalliokognNessuna valutazione finora
- La Marcatura Ce Delle Strutture Metalliche (Acciaio e Alluminio) Secondo en 1090-1, in Conformita' Al Regolamento (Ue) 305/2011Documento12 pagineLa Marcatura Ce Delle Strutture Metalliche (Acciaio e Alluminio) Secondo en 1090-1, in Conformita' Al Regolamento (Ue) 305/2011bollascribdNessuna valutazione finora
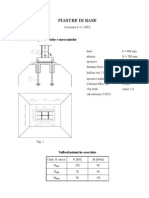
- Piastre Di BaseDocumento13 paginePiastre Di Basegfigari1Nessuna valutazione finora
- HILTI Manuale Del FissaggioDocumento4 pagineHILTI Manuale Del FissaggioClaudioNessuna valutazione finora
- Acciaio 2008Documento79 pagineAcciaio 2008Fiorella CapuanoNessuna valutazione finora
- Tiranti Di FondazioneDocumento8 pagineTiranti Di FondazioneMaxNessuna valutazione finora
- Norme Sulle SaldatureDocumento30 pagineNorme Sulle SaldatureCarmine CacchioneNessuna valutazione finora
- Ciminiere PDFDocumento187 pagineCiminiere PDFLupu DanielNessuna valutazione finora
- Catalogo COMFERDocumento76 pagineCatalogo COMFERsnevesspakesNessuna valutazione finora
- Tecnica Delle Costruzioni FlangiaDocumento14 pagineTecnica Delle Costruzioni Flangiams_eurasiaNessuna valutazione finora
- Saldature1 Esempi Di Verifica Delle SaldatureDocumento9 pagineSaldature1 Esempi Di Verifica Delle SaldatureFabioNessuna valutazione finora
- HILTI Ferri Di RipresaDocumento4 pagineHILTI Ferri Di RipresaNiko86Nessuna valutazione finora
- Relazione Di Calcolo BilancinoDocumento39 pagineRelazione Di Calcolo BilancinoGuido Boggi100% (1)
- Piastre Di Base in AcciaioDocumento15 paginePiastre Di Base in AcciaiomariocimoliNessuna valutazione finora
- Influenza Dei Fenomeni Di Corrosione Sulla Modalita' Di Rottura Di Elementi Strutturali in Calcestruzzo Armato PrecompressoDocumento11 pagineInfluenza Dei Fenomeni Di Corrosione Sulla Modalita' Di Rottura Di Elementi Strutturali in Calcestruzzo Armato PrecompressolucasgambiNessuna valutazione finora
- Corso Acciaio UnioniDocumento68 pagineCorso Acciaio UnionicastiglionaNessuna valutazione finora
- Rotture A Fatica AcciaioDocumento9 pagineRotture A Fatica AcciaioGiuseppe SveziaNessuna valutazione finora
- SCHEDA TECNICA EN 1090 2 Ediz. 2018 - 2Documento4 pagineSCHEDA TECNICA EN 1090 2 Ediz. 2018 - 2Marco FoglieriNessuna valutazione finora
- (Ingegneria - ITA) Collegamenti e Giunzioni Bullonate PDFDocumento8 pagine(Ingegneria - ITA) Collegamenti e Giunzioni Bullonate PDFrosariobrayNessuna valutazione finora
- Scheda Tecnica Norma en 10025Documento8 pagineScheda Tecnica Norma en 10025fil maccNessuna valutazione finora
- UCIAFREDDO - Ciminiera in Acciaio Con Struttura Derrick A Traliccio e TMDDocumento241 pagineUCIAFREDDO - Ciminiera in Acciaio Con Struttura Derrick A Traliccio e TMDDiego Bruciafreddo100% (1)
- UNI ENV 1991-4bDocumento36 pagineUNI ENV 1991-4bGiuseppe GentileNessuna valutazione finora
- 05 - Relazione Calcolo Micropali Gottolengo - BS - CANALE REDONEDocumento121 pagine05 - Relazione Calcolo Micropali Gottolengo - BS - CANALE REDONEAleksiey Pelliccia100% (1)
- Pali Di Fondazione PDFDocumento37 paginePali Di Fondazione PDFEmanuele MastrangeloNessuna valutazione finora
- Collegamenti AcciaioDocumento6 pagineCollegamenti AcciaioCARMELONessuna valutazione finora
- 19 - Acciaio - Esempio Di Calcolo Telaio PianoDocumento17 pagine19 - Acciaio - Esempio Di Calcolo Telaio Pianor_zoro87Nessuna valutazione finora
- DM 140905 CNI CommentoDocumento157 pagineDM 140905 CNI CommentodemerosNessuna valutazione finora
- Simboli Grafici SaldatureDocumento18 pagineSimboli Grafici SaldatureTommaso PasconNessuna valutazione finora
- UNI-PdR 55 - 2019 PDFDocumento48 pagineUNI-PdR 55 - 2019 PDFlorenzoNessuna valutazione finora
- Quad Er Notec Nico 1Documento43 pagineQuad Er Notec Nico 1Giuseppe BorgeseNessuna valutazione finora
- Ispesl-S Rev.95 Ed99Documento103 pagineIspesl-S Rev.95 Ed99Daniele CrescimbeniNessuna valutazione finora
- Manuale Inserti (2006 Prelim.)Documento224 pagineManuale Inserti (2006 Prelim.)DocNessuna valutazione finora
- Travi ComposteDocumento29 pagineTravi ComposteFedericaNessuna valutazione finora
- Dilatazione TermicaDocumento14 pagineDilatazione TermicaIl Conte CamiNessuna valutazione finora
- AICAPDocumento46 pagineAICAPxandrea84xNessuna valutazione finora
- Manuale Di Validazione CALIFFODocumento50 pagineManuale Di Validazione CALIFFOLuca SiciliaNessuna valutazione finora
- Manuale Di Progettazione Acciaio Inox Xi Edizione PDFDocumento235 pagineManuale Di Progettazione Acciaio Inox Xi Edizione PDFmr_hazzard0% (1)
- Analisi Increment Ale Di Strutture Elasto-PlasticheDocumento40 pagineAnalisi Increment Ale Di Strutture Elasto-PlastichePalazzoloFilippoNessuna valutazione finora
- Ec3 PDFDocumento324 pagineEc3 PDFVincenzo StileNessuna valutazione finora
- Verifica Espulsione Dei Pannelli Di Tamponatura v3 - 00Documento15 pagineVerifica Espulsione Dei Pannelli Di Tamponatura v3 - 00sssssssss89100% (1)
- Unioni Saldate e BullonateDocumento36 pagineUnioni Saldate e BullonateTommaso Ciccarone100% (2)
- Criteri Di Base Della Progettazione SismicaDocumento58 pagineCriteri Di Base Della Progettazione SismicaGiuseppe GentileNessuna valutazione finora
- Dilataz Algaflex TWDocumento5 pagineDilataz Algaflex TWrajanNessuna valutazione finora
- Pi 2019 008 Int057-061Documento6 paginePi 2019 008 Int057-061giuseppe baldassarreNessuna valutazione finora
- Verifica Degli Effetti Sismici Su Tubazioni Di Impianti IndustrialiDocumento7 pagineVerifica Degli Effetti Sismici Su Tubazioni Di Impianti Industrialist_calvoNessuna valutazione finora
- 06a Strutture 2016-17 Rev11Documento14 pagine06a Strutture 2016-17 Rev11roccoNessuna valutazione finora
- AlgaPend Con HotslideDocumento10 pagineAlgaPend Con HotslideJames ClaytonNessuna valutazione finora
- Leghe Di Alluminio Da FonderiaDocumento14 pagineLeghe Di Alluminio Da FonderiaAndreaNessuna valutazione finora
- I Processi Tecnologici - FonderiaDocumento31 pagineI Processi Tecnologici - FonderiaAndreaNessuna valutazione finora
- Fonderia - Solidificazione (POLIMI, Meccanica)Documento26 pagineFonderia - Solidificazione (POLIMI, Meccanica)AndreaNessuna valutazione finora
- Serbatoi in Acciaio A Parete SottileDocumento7 pagineSerbatoi in Acciaio A Parete SottileAndreaNessuna valutazione finora
- Metallurgia RugositaDocumento15 pagineMetallurgia RugositaAndreaNessuna valutazione finora
- Metallurgia 2Documento60 pagineMetallurgia 2AndreaNessuna valutazione finora
- Lucidi MetallurgiaDocumento276 pagineLucidi MetallurgiaAndreaNessuna valutazione finora
- Statica - ForzeDocumento7 pagineStatica - ForzeAndreaNessuna valutazione finora
- Metallurgia Della Saldatura, Cenni Di CorrosioneDocumento29 pagineMetallurgia Della Saldatura, Cenni Di CorrosioneAndreaNessuna valutazione finora
- Statica - Esercizi e Soluzioni Macchine SempliciDocumento14 pagineStatica - Esercizi e Soluzioni Macchine SempliciAndreaNessuna valutazione finora
- Dispense - EC2 Progettazione Strutture Calcestruzzo Parte 1-1Documento57 pagineDispense - EC2 Progettazione Strutture Calcestruzzo Parte 1-1AndreaNessuna valutazione finora
- Statica - Esercizi e Soluzioni Di Azioni InterneDocumento22 pagineStatica - Esercizi e Soluzioni Di Azioni InterneAndreaNessuna valutazione finora
- Vari - Molla Ad Elica CilindricaDocumento8 pagineVari - Molla Ad Elica CilindricaAndreaNessuna valutazione finora
- Statica - Lo Stato Di Sforzo 3DDocumento20 pagineStatica - Lo Stato Di Sforzo 3DAndreaNessuna valutazione finora
- Cinematica - Cinematica Del Corpo RigidoDocumento23 pagineCinematica - Cinematica Del Corpo RigidoAndreaNessuna valutazione finora
- Disegno Tecnico - DispenseDocumento322 pagineDisegno Tecnico - DispenseAndreaNessuna valutazione finora
- Cinematica - Quadrilatero Articolato A Manovella e BilanciereDocumento12 pagineCinematica - Quadrilatero Articolato A Manovella e BilanciereAndreaNessuna valutazione finora
- Pompe CentrifugheDocumento14 paginePompe CentrifugheAndreaNessuna valutazione finora
- Cinematica - Esercizi e Soluzioni Di Analisi CinematicaDocumento14 pagineCinematica - Esercizi e Soluzioni Di Analisi CinematicaAndreaNessuna valutazione finora
- Esercizi Di Fonderia 9-f2Documento14 pagineEsercizi Di Fonderia 9-f2AndreaNessuna valutazione finora
- Pompe VolumetricheDocumento11 paginePompe VolumetricheAndreaNessuna valutazione finora
- La Metallurgia Delle PolveriDocumento31 pagineLa Metallurgia Delle PolveriAndreaNessuna valutazione finora
- Similitudine IdraulicaDocumento11 pagineSimilitudine IdraulicaAndreaNessuna valutazione finora
- Pompe Alternative e RotativeDocumento9 paginePompe Alternative e RotativeAndreaNessuna valutazione finora
- Dispensa PompeDocumento14 pagineDispensa PompeAndreaNessuna valutazione finora
- Tecnologia Meccanica-FresaturaDocumento30 pagineTecnologia Meccanica-FresaturaAndreaNessuna valutazione finora
- DH Advanced Bestiario 8Documento390 pagineDH Advanced Bestiario 8Emanuele Monk Soriano100% (1)
- Come Limitare L'accesso Ad Internet - Salvatore AranzullaDocumento3 pagineCome Limitare L'accesso Ad Internet - Salvatore AranzullaRudj GinanneschiNessuna valutazione finora
- Electrolux-Rex TT08E DishwasherDocumento20 pagineElectrolux-Rex TT08E DishwasherMattia PasquiniNessuna valutazione finora
- CorsoZigbee Completo (ITA)Documento33 pagineCorsoZigbee Completo (ITA)southerliesNessuna valutazione finora
- PLC AblyDocumento72 paginePLC AblyRoberto EmmeNessuna valutazione finora
- (Ebook - Ingegneria - ITA) - Norme UNI Disegno TecnicoDocumento11 pagine(Ebook - Ingegneria - ITA) - Norme UNI Disegno TecnicoLorenzo RiscicaNessuna valutazione finora
- Climatizzazione di edifici con pompe di calore geotermiche. Analisi termodinamica ed economicaDa EverandClimatizzazione di edifici con pompe di calore geotermiche. Analisi termodinamica ed economicaValutazione: 4 su 5 stelle4/5 (1)
- Architettura PostDecostruttivista (Vol. 1): La linea della complessitàDa EverandArchitettura PostDecostruttivista (Vol. 1): La linea della complessitàNessuna valutazione finora
- Sanitari e riscaldamento: Bidet - Wc - Doccia - Vasca - Impianto termico - Radiatori - Caldaia - Valvole TermostaticheDa EverandSanitari e riscaldamento: Bidet - Wc - Doccia - Vasca - Impianto termico - Radiatori - Caldaia - Valvole TermostaticheNessuna valutazione finora
- Esercizi di fisica 1: meccanica, cinematica, dinamica, piano inclinato, vettori, gravitazione, forze di attrito, forza elastica, leggi di conservazione, moto armonico, corpo rigidoDa EverandEsercizi di fisica 1: meccanica, cinematica, dinamica, piano inclinato, vettori, gravitazione, forze di attrito, forza elastica, leggi di conservazione, moto armonico, corpo rigidoValutazione: 5 su 5 stelle5/5 (1)
- Muratura Riparazioni: Pareti - spigoli - piastrelle - pavimenti - crepe - terrazzi - tettiDa EverandMuratura Riparazioni: Pareti - spigoli - piastrelle - pavimenti - crepe - terrazzi - tettiNessuna valutazione finora
- Lavori di Muratura: Erigere pareti - tramezze • intonaco • piastrellare pavimenti e paretiDa EverandLavori di Muratura: Erigere pareti - tramezze • intonaco • piastrellare pavimenti e paretiNessuna valutazione finora
- Impianti idrici di base: Adduzioni - Scarichi - Cucina - Bagno - Tubi di rame, PVC, acciaio, sintetici - Giunti - SaldatureDa EverandImpianti idrici di base: Adduzioni - Scarichi - Cucina - Bagno - Tubi di rame, PVC, acciaio, sintetici - Giunti - SaldatureNessuna valutazione finora
- Ripensare le connessioni urbane di Civita di BagnoregioDa EverandRipensare le connessioni urbane di Civita di BagnoregioNessuna valutazione finora
- Proporzioni e rapporto armonico nell'ArchitetturaDa EverandProporzioni e rapporto armonico nell'ArchitetturaValutazione: 5 su 5 stelle5/5 (1)
- Meccanico e fabbro - 2: Taglio - Limatura - Curvatura - Piegatura - Filettatura - Saldare ad arcoDa EverandMeccanico e fabbro - 2: Taglio - Limatura - Curvatura - Piegatura - Filettatura - Saldare ad arcoNessuna valutazione finora
- Cartongesso posa facile: Pareti • controsoffitti • riparazioniDa EverandCartongesso posa facile: Pareti • controsoffitti • riparazioniNessuna valutazione finora
- Meccanico e fabbro - 3: Assemblaggi - Giunti - Rivetti - Estrattori - Cuscinetti - Saldare a gasDa EverandMeccanico e fabbro - 3: Assemblaggi - Giunti - Rivetti - Estrattori - Cuscinetti - Saldare a gasValutazione: 5 su 5 stelle5/5 (1)
- Il Complesso Di San Salvatore In Ognissanti A FirenzeDa EverandIl Complesso Di San Salvatore In Ognissanti A FirenzeNessuna valutazione finora
- Bar, Ristoranti e Hotel D'Autore: Premio Internazionale di architettura ed. 2015Da EverandBar, Ristoranti e Hotel D'Autore: Premio Internazionale di architettura ed. 2015Nessuna valutazione finora
- Impianti idrici in esterno: Condutture interrate - Rubinetti - Derivazioni in rame e polietilene - Installare le grondaieDa EverandImpianti idrici in esterno: Condutture interrate - Rubinetti - Derivazioni in rame e polietilene - Installare le grondaieNessuna valutazione finora
- I MATERIALI DELL'ARCHITETTURA ITALIANA TRA LE DUE GUERRE Conoscenza e catalogazione per il restauro architettonicoDa EverandI MATERIALI DELL'ARCHITETTURA ITALIANA TRA LE DUE GUERRE Conoscenza e catalogazione per il restauro architettonicoNessuna valutazione finora