Potrebbero piacerti anche
- Dispense 2010 Materiali MetalliciDocumento219 pagineDispense 2010 Materiali MetalliciAlessandroAbateNessuna valutazione finora
- 4 Taglio Dei Metalli Parte 2 PDFDocumento44 pagine4 Taglio Dei Metalli Parte 2 PDFnandotopfiveNessuna valutazione finora
- Formazione Del Truciolo - Parametri - SlideDocumento20 pagineFormazione Del Truciolo - Parametri - SlideNicola FiorenzaNessuna valutazione finora
- Metallurgia - Gli AcciaiDocumento8 pagineMetallurgia - Gli AcciaiEliaNessuna valutazione finora
- Diagramma Ferro CarbonioDocumento24 pagineDiagramma Ferro CarbonioLorenzoCampaniNessuna valutazione finora
- Nozioni FresaturaDocumento14 pagineNozioni FresaturaD'Armi StefanoNessuna valutazione finora
- Gli AcciaiDocumento50 pagineGli AcciaiGiotaroNessuna valutazione finora
- 26905-Foratura e Alesatura RiassuntaDocumento26 pagine26905-Foratura e Alesatura RiassuntainblindwetrustNessuna valutazione finora
- Acciai 1 PDFDocumento41 pagineAcciai 1 PDFsassoNessuna valutazione finora
- 06 - Fresatura PDFDocumento16 pagine06 - Fresatura PDFFabio MoramarcoNessuna valutazione finora
- 12 - Deformazione Plastica - Laminazione - Estrusione e Trafilatura PDFDocumento48 pagine12 - Deformazione Plastica - Laminazione - Estrusione e Trafilatura PDFFabio MoramarcoNessuna valutazione finora
- Tecniche Di FonderiaDocumento48 pagineTecniche Di FonderiaAnonymous f3iGLjxNessuna valutazione finora
- FonderiaDocumento105 pagineFonderiaFred Duarte CaldeiraNessuna valutazione finora
- Dispense Avanzini MeccanicaDocumento209 pagineDispense Avanzini MeccanicafrfrfrfrfrfNessuna valutazione finora
- Dispense GeometriaDocumento105 pagineDispense GeometriaMatteoFanchiNessuna valutazione finora
- TemprabilitàDocumento4 pagineTemprabilitàJayar VillavicencioNessuna valutazione finora
- Dispensa Di ForaturaDocumento96 pagineDispensa Di ForaturastaedtlerpNessuna valutazione finora
- Lavorazioni Di Fonderia e Lavorazioni PlasticheDocumento10 pagineLavorazioni Di Fonderia e Lavorazioni PlastichePierre PapeenNessuna valutazione finora
- C - Il Ciclo Di Lavorazione PDFDocumento58 pagineC - Il Ciclo Di Lavorazione PDFFabio MoramarcoNessuna valutazione finora
- C - Il Ciclo Di Lavorazione PDFDocumento58 pagineC - Il Ciclo Di Lavorazione PDFFabio MoramarcoNessuna valutazione finora
- DIAGRAMMA DI STATO Fe C Modalità CompatibilitàDocumento48 pagineDIAGRAMMA DI STATO Fe C Modalità CompatibilitàGianpieroNessuna valutazione finora
- Diagramma FerroDocumento2 pagineDiagramma Ferroap1948Nessuna valutazione finora
- Asportazione Di Truciolo PDFDocumento190 pagineAsportazione Di Truciolo PDFandrew wallen100% (1)
- Corso Di Tecnologia Meccanica - Mod.3.8 Deformazione PlasticaDocumento68 pagineCorso Di Tecnologia Meccanica - Mod.3.8 Deformazione PlasticaSaretta Saretta100% (1)
- Lavorazione Delle Lamiere PDFDocumento36 pagineLavorazione Delle Lamiere PDFtamasradu100% (1)
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- En 46100Documento2 pagineEn 46100AndreaDeCrescenzoNessuna valutazione finora
- Relazione Tecnica Di Verifica Di Componenti Di Un MotoriduttoreDocumento38 pagineRelazione Tecnica Di Verifica Di Componenti Di Un MotoriduttoreFabio MoramarcoNessuna valutazione finora
- 9 57511dacrometDocumento12 pagine9 57511dacrometoslat0% (1)
- 2a - Fabbricazione Per FusioneDocumento80 pagine2a - Fabbricazione Per Fusionealexandru_alx21Nessuna valutazione finora
- 11 Fonderia (Modalità Compatibilità) - New PDFDocumento67 pagine11 Fonderia (Modalità Compatibilità) - New PDFLuigi PisanoNessuna valutazione finora
- Fabbricazione Per FusioneDocumento38 pagineFabbricazione Per FusioneFrancesco TrevisanNessuna valutazione finora
- FonderiaDocumento167 pagineFonderiaLuca OttavianiNessuna valutazione finora
- Deformazione Plastica - ForgiaturaDocumento30 pagineDeformazione Plastica - ForgiaturaGianluca SantagataNessuna valutazione finora
- B - Fonderia - Processi - Forma TransitoriaDocumento23 pagineB - Fonderia - Processi - Forma TransitoriateluucaNessuna valutazione finora
- 4 Asportazione Di TrucioloDocumento160 pagine4 Asportazione Di Truciolochiara_chiadoNessuna valutazione finora
- AI - 4.3 Imbutitura PDFDocumento67 pagineAI - 4.3 Imbutitura PDFlucaNessuna valutazione finora
- 13b - Lavorazioni Delle Lamiere (Imbutitura) PDFDocumento18 pagine13b - Lavorazioni Delle Lamiere (Imbutitura) PDFFabio MoramarcoNessuna valutazione finora
- 11-Lavorazioni Per Deformazione Plastica PDFDocumento45 pagine11-Lavorazioni Per Deformazione Plastica PDFAnna Laura PNessuna valutazione finora
- I Processi Tecnologici - FonderiaDocumento31 pagineI Processi Tecnologici - FonderiaAndreaNessuna valutazione finora
- Esercitazione FonderiaDocumento22 pagineEsercitazione FonderiagranpashuNessuna valutazione finora
- Exe01 Eserciziario-FonderiaDocumento8 pagineExe01 Eserciziario-FonderiaJessica FosterNessuna valutazione finora
- Corso Di Tecnologia Meccanica - Mod.2.1 FonderiaDocumento78 pagineCorso Di Tecnologia Meccanica - Mod.2.1 FonderiaKarim MoussaNessuna valutazione finora
- Fonderia Seconda ParteDocumento35 pagineFonderia Seconda ParteRosa LucaselliNessuna valutazione finora
- Asportazione Truciolo 1Documento135 pagineAsportazione Truciolo 1FrancoNessuna valutazione finora
- Esercizi Di Fonderia 9-f2Documento14 pagineEsercizi Di Fonderia 9-f2AndreaNessuna valutazione finora
- Esercitazione 2 FonderiaDocumento7 pagineEsercitazione 2 FonderiaGabriele PiscopoNessuna valutazione finora
- 15 - Introduzione Alla Progettazione Di Prodotto e Di Processo PDFDocumento25 pagine15 - Introduzione Alla Progettazione Di Prodotto e Di Processo PDFFabio MoramarcoNessuna valutazione finora
- Appunti Meccanica Del VoloDocumento253 pagineAppunti Meccanica Del VoloGianvito PossidenteNessuna valutazione finora
- Descrizione Dei Trattamenti TermiciDocumento6 pagineDescrizione Dei Trattamenti Termicicolva0100% (1)
- Lavorazioni Di Fresatura - FilippiDocumento15 pagineLavorazioni Di Fresatura - FilippipaolinoluccaNessuna valutazione finora
- D - Fonderia - Processi - Forma PermanenteDocumento20 pagineD - Fonderia - Processi - Forma PermanenteGabriele GalassoNessuna valutazione finora
- 44474-Esercitazione FonderiaDocumento42 pagine44474-Esercitazione FonderiaIng IngridiNessuna valutazione finora
- 16 - Introduzione Ai Sistemi Di Produzione PDFDocumento103 pagine16 - Introduzione Ai Sistemi Di Produzione PDFFabio MoramarcoNessuna valutazione finora
- Tecnologia Meccanica - Programma Secondo D.M.270 PDFDocumento2 pagineTecnologia Meccanica - Programma Secondo D.M.270 PDFucimolfettaNessuna valutazione finora
- Rugosita M3-4Documento12 pagineRugosita M3-4Apartamente BacauNessuna valutazione finora
- 9.acciai Per Ruote Dentate 2018 - 2019 PDFDocumento11 pagine9.acciai Per Ruote Dentate 2018 - 2019 PDFGaetano100% (1)
- Prove Di ImbutituraDocumento56 pagineProve Di ImbutituraFilippo MulasNessuna valutazione finora
- 02 - Teoria Del TaglioDocumento23 pagine02 - Teoria Del TaglioFabio MoramarcoNessuna valutazione finora
- Esercizio FonderiaDocumento20 pagineEsercizio FonderiaucimolfettaNessuna valutazione finora
- Vibrazioni Lavorazioni Fresatura - MancinelliDocumento25 pagineVibrazioni Lavorazioni Fresatura - MancinelliNational Instruments ItalyNessuna valutazione finora
- Lavorazioni Per Deformazione PlasticaDocumento43 pagineLavorazioni Per Deformazione PlasticaGiuseppe GentileNessuna valutazione finora
- 4 Deformazioni PlasticheDocumento44 pagine4 Deformazioni PlasticheBULGARELLILEONARDONessuna valutazione finora
- Tecnologie e Lavorazioni MeccanicheDocumento62 pagineTecnologie e Lavorazioni MeccanicheCosimo BruzzeseNessuna valutazione finora
- 15 - Introduzione Alla Progettazione Di Prodotto e Di Processo PDFDocumento25 pagine15 - Introduzione Alla Progettazione Di Prodotto e Di Processo PDFFabio MoramarcoNessuna valutazione finora
- 16 - Introduzione Ai Sistemi Di Produzione PDFDocumento103 pagine16 - Introduzione Ai Sistemi Di Produzione PDFFabio MoramarcoNessuna valutazione finora
- 07 - Rettificatura PDFDocumento22 pagine07 - Rettificatura PDFFabio MoramarcoNessuna valutazione finora
- 09 - Fonderia (Forma Transitoria) PDFDocumento43 pagine09 - Fonderia (Forma Transitoria) PDFFabio MoramarcoNessuna valutazione finora
- 13b - Lavorazioni Delle Lamiere (Imbutitura) PDFDocumento18 pagine13b - Lavorazioni Delle Lamiere (Imbutitura) PDFFabio MoramarcoNessuna valutazione finora
- 08 - Fonderia (Generalitá) PDFDocumento27 pagine08 - Fonderia (Generalitá) PDFFabio MoramarcoNessuna valutazione finora
- 02 - Teoria Del TaglioDocumento23 pagine02 - Teoria Del TaglioFabio MoramarcoNessuna valutazione finora
- 03 - UtensiliDocumento30 pagine03 - UtensiliFabio MoramarcoNessuna valutazione finora
- 05 - Foratura PDFDocumento15 pagine05 - Foratura PDFFabio MoramarcoNessuna valutazione finora
- 04 - Tornitura PDFDocumento22 pagine04 - Tornitura PDFFabio MoramarcoNessuna valutazione finora
- Manutenzione Di Collegamenti Bullonati Ad Alta Sollecitazione - SUVADocumento22 pagineManutenzione Di Collegamenti Bullonati Ad Alta Sollecitazione - SUVAfabNessuna valutazione finora
- Telwin Tecnica Tig 171 S 04996 1Documento1 paginaTelwin Tecnica Tig 171 S 04996 1OvidiuNessuna valutazione finora
- Catalogo 2010Documento71 pagineCatalogo 2010rondinecreativaNessuna valutazione finora
- 5 Depliant Solaio A Pannelli in LaterocementoDocumento14 pagine5 Depliant Solaio A Pannelli in Laterocemento99violetNessuna valutazione finora
- Nomenclatura TabellaDocumento3 pagineNomenclatura TabellamarcoNessuna valutazione finora
- Hatsan Torpedo 150 Calibro 4,5 MMDocumento4 pagineHatsan Torpedo 150 Calibro 4,5 MMoigresNessuna valutazione finora
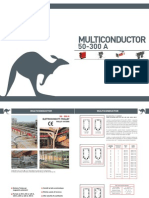
- Graziadio MULTICONDUCTORDocumento7 pagineGraziadio MULTICONDUCTORedenaimeNessuna valutazione finora
- ALLUMINIODocumento5 pagineALLUMINIOstaedtlerpNessuna valutazione finora
- Profilati Staffe e MensoleDocumento22 pagineProfilati Staffe e MensoleAnonymous cnT3MruRiNessuna valutazione finora
- 105ansaldo PDFDocumento26 pagine105ansaldo PDFroberto portoNessuna valutazione finora
- HSS Trattamenti TermiciDocumento23 pagineHSS Trattamenti TermiciToderita Ionut-CosminNessuna valutazione finora
- Metalli e LegheDocumento14 pagineMetalli e LeghefabNessuna valutazione finora
- ITS TECNOLOGIE - Classificazione Dei Materiali Da CostruzioneDocumento32 pagineITS TECNOLOGIE - Classificazione Dei Materiali Da CostruzioneAnonymous zxFhXenNessuna valutazione finora
- Acciaio 5.8Documento2 pagineAcciaio 5.8lavius_mNessuna valutazione finora