Potrebbero piacerti anche
- Indurimento Per PrecipitazioneDocumento4 pagineIndurimento Per PrecipitazioneUlNessuna valutazione finora
- Proprietà e Struttura Dei Materiali MetalliciDocumento2 pagineProprietà e Struttura Dei Materiali Metalliciciaofilo75Nessuna valutazione finora
- Tenacità A Frattura Di Alcuni MaterialiDocumento29 pagineTenacità A Frattura Di Alcuni MaterialiMaurizio CotugnoNessuna valutazione finora
- PDFDocumento144 paginePDFMartino RossiNessuna valutazione finora
- MATERIALI Per L'industria MeccanicaDocumento31 pagineMATERIALI Per L'industria MeccanicaGiuseppe VignolaNessuna valutazione finora
- Tratt Termici AcciaiDocumento31 pagineTratt Termici AcciaigiovanniNessuna valutazione finora
- A12NDocumento26 pagineA12NMarco Raneo PezzanoNessuna valutazione finora
- Legami Momento-Curvatura Strutture CalcestruzzoDocumento22 pagineLegami Momento-Curvatura Strutture Calcestruzzoamino222Nessuna valutazione finora
- Metallurgia e Materiali Non Metallici - AppuntiDocumento5 pagineMetallurgia e Materiali Non Metallici - AppuntiMarco VegettiNessuna valutazione finora
- Modulo Elastico Metalli 6 Scienza 4Documento42 pagineModulo Elastico Metalli 6 Scienza 4plaxtechNessuna valutazione finora
- Variazioni Dimensionali e Tensioni Residue 2018 - 2019Documento9 pagineVariazioni Dimensionali e Tensioni Residue 2018 - 2019Martino RossiNessuna valutazione finora
- Fenomeno Della FaticaDocumento7 pagineFenomeno Della Faticaa274618Nessuna valutazione finora
- Difettologia Delle SaldatureDocumento18 pagineDifettologia Delle Saldaturemp87_ingNessuna valutazione finora
- Domande Fondamenti Scienze Dei MaterialiDocumento5 pagineDomande Fondamenti Scienze Dei MaterialiDie hardNessuna valutazione finora
- Acciai Bonifica Ruote DentateDocumento12 pagineAcciai Bonifica Ruote DentateFrancesco MastroNessuna valutazione finora
- CRISTALLIZAZIONEDocumento4 pagineCRISTALLIZAZIONEcontact.neagualessiaNessuna valutazione finora
- Lezione 3. La DuttilitaDocumento106 pagineLezione 3. La DuttilitaGiacomo Perito PerAria PalmieriNessuna valutazione finora
- MetalliDocumento6 pagineMetalliParide UboldiNessuna valutazione finora
- Temprabilità AccDocumento11 pagineTemprabilità Accmatteo panciroliNessuna valutazione finora
- Resilienza CompositiDocumento6 pagineResilienza Compositigala87Nessuna valutazione finora
- Lafatica PDFDocumento22 pagineLafatica PDFr_zoro87Nessuna valutazione finora
- Metallurgia Delle PolveriDocumento12 pagineMetallurgia Delle PolveriClaudioNessuna valutazione finora
- Pedeferri Corrosione Nel CLS 2004Documento18 paginePedeferri Corrosione Nel CLS 2004vscavelliNessuna valutazione finora
- Articolo Prof Plizzari AderenzaDocumento10 pagineArticolo Prof Plizzari AderenzaGabriele SiminoNessuna valutazione finora
- 06 Cenni Di Teoria Della Viscoelasticità LineareDocumento7 pagine06 Cenni Di Teoria Della Viscoelasticità LineareCarloDoimoNessuna valutazione finora
- Cap9 Fatica CompositiDocumento13 pagineCap9 Fatica CompositiFaby087Nessuna valutazione finora
- Acciaio I - 15-12-2008Documento46 pagineAcciaio I - 15-12-2008Ing Peter CucchiNessuna valutazione finora
- Lezione 5 La Duttilità PDFDocumento77 pagineLezione 5 La Duttilità PDFAdriana QuacquarelliNessuna valutazione finora
- Decappaggio e Passivazione Acciaio InoxDocumento0 pagineDecappaggio e Passivazione Acciaio InoxMatteo PeddisNessuna valutazione finora
- Comportamento Al Fuoco Delle Strutture in C.ADocumento5 pagineComportamento Al Fuoco Delle Strutture in C.AAndrea PalvariniNessuna valutazione finora
- Meccanismi Di RafforzamentoDocumento57 pagineMeccanismi Di RafforzamentotarcisiovanesiNessuna valutazione finora
- Teoria 2Documento27 pagineTeoria 2Nick NameNessuna valutazione finora
- Tecnologia Meccanica - 3.01 Deformazione PlasticaDocumento283 pagineTecnologia Meccanica - 3.01 Deformazione PlasticariccardoNessuna valutazione finora
- MATERIALI DentaliDocumento54 pagineMATERIALI Dentalie oNessuna valutazione finora
- Materiali MetalliciDocumento38 pagineMateriali MetalliciMar colinoNessuna valutazione finora
- Cemento Armato PrecompressoDocumento18 pagineCemento Armato Precompressobosnia76Nessuna valutazione finora
- Scienze Dei Materiali: Difetti Puntuali e DiffusioneDocumento66 pagineScienze Dei Materiali: Difetti Puntuali e DiffusioneNico BossiNessuna valutazione finora
- 8 - Costruzioni in AcciaioDocumento42 pagine8 - Costruzioni in AcciaioMassimiliano CavaleriNessuna valutazione finora
- Prova Di TrazioneDocumento8 pagineProva Di TrazionepasqualeNessuna valutazione finora
- ViscoelasticitàDocumento30 pagineViscoelasticitàGiuseppe VignolaNessuna valutazione finora
- La DuttilitàDocumento59 pagineLa DuttilitàAntonello Dell'OrcoNessuna valutazione finora
- SOLIDIFICAZIONEDocumento2 pagineSOLIDIFICAZIONEpezz07Nessuna valutazione finora
- Il Criterio Della Gerarchia Delle Resistenze - 9Documento18 pagineIl Criterio Della Gerarchia Delle Resistenze - 9evvivaevvivaevvaiNessuna valutazione finora
- Proprietà Meccaniche Elastomeri 2Documento90 pagineProprietà Meccaniche Elastomeri 2Luca MusciaNessuna valutazione finora
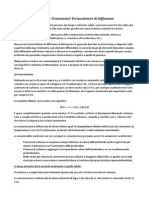
- Trattamenti Termochimici Di DiffusioneDocumento2 pagineTrattamenti Termochimici Di DiffusioneGabrieleSponzielloNessuna valutazione finora
- TrattTermici IIDocumento9 pagineTrattTermici IIMassimo MaglioccaNessuna valutazione finora
- Fiocchi IdrogenoDocumento3 pagineFiocchi IdrogenoFFFNessuna valutazione finora
- Trattamenti Termici - Tempra-RinvenimentoDocumento9 pagineTrattamenti Termici - Tempra-Rinvenimentocri mastrogiacomiNessuna valutazione finora
- Legno: Classificazione Secondo Resistenza. Principi e MetodiDocumento47 pagineLegno: Classificazione Secondo Resistenza. Principi e MetodiEmanuele MeloniNessuna valutazione finora
- SCCDocumento130 pagineSCCAntonio CilindroNessuna valutazione finora
- Dispense 2010 Materiali MetalliciDocumento219 pagineDispense 2010 Materiali MetalliciAlessandroAbateNessuna valutazione finora
- Acciai Inox Difetti SaldatureDocumento17 pagineAcciai Inox Difetti SaldatureUmberto Slurm McKenzie RosiNessuna valutazione finora
- 15 ResilienzaDocumento34 pagine15 Resilienzapaperinik_papNessuna valutazione finora
- Tesina Estrusione 1 PDFDocumento64 pagineTesina Estrusione 1 PDFBiancaNessuna valutazione finora
- Rotture A Fatica AcciaioDocumento9 pagineRotture A Fatica AcciaioGiuseppe SveziaNessuna valutazione finora
- AcciaioDocumento77 pagineAcciaiojessica borrielloNessuna valutazione finora
- SLU TaglioDocumento46 pagineSLU TaglioFabio SchiaffinoNessuna valutazione finora
- Slides Scienza Dei MaterialiDocumento115 pagineSlides Scienza Dei Materiali_Scarlett_Nessuna valutazione finora
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- 1CSEVENDocumento1 pagina1CSEVENMartino RossiNessuna valutazione finora
- Linee Guida Centri R30 FinalDocumento11 pagineLinee Guida Centri R30 FinalMartino RossiNessuna valutazione finora
- API FINDOM MUT 02 V13 - ManualeUtenteDocumento72 pagineAPI FINDOM MUT 02 V13 - ManualeUtenteMartino RossiNessuna valutazione finora
- Esempi WBSDocumento9 pagineEsempi WBSMartino RossiNessuna valutazione finora
- R310IT3001 2012 06 Linearschlitten MEDIADocumento80 pagineR310IT3001 2012 06 Linearschlitten MEDIAMartino RossiNessuna valutazione finora
- 2023 MISURE RSI-SWIch v2Documento52 pagine2023 MISURE RSI-SWIch v2Martino RossiNessuna valutazione finora
- Come Usare La Guida Al1 PDFDocumento2 pagineCome Usare La Guida Al1 PDFMartino RossiNessuna valutazione finora
- DC-FZ82 DVQP1229ZA Ita PDFDocumento311 pagineDC-FZ82 DVQP1229ZA Ita PDFMartino RossiNessuna valutazione finora
- Logistica e Trasporti Calendario DidatticoDocumento1 paginaLogistica e Trasporti Calendario DidatticoMartino RossiNessuna valutazione finora
- Contax139Quartz ITADocumento48 pagineContax139Quartz ITAMatteo ZuccottiNessuna valutazione finora
- Dispensa 1Documento221 pagineDispensa 1Martino RossiNessuna valutazione finora
- Hall - Petch - 2018 - 2019Documento5 pagineHall - Petch - 2018 - 2019Martino RossiNessuna valutazione finora
- Andreas Feininger - Il Libro Della FotografiaDocumento310 pagineAndreas Feininger - Il Libro Della Fotografiagiovanni julio100% (1)
- La Te XimpazienteDocumento95 pagineLa Te XimpazienteromoluswNessuna valutazione finora
- Andreas Feininger Principi Di ComposizioneDocumento19 pagineAndreas Feininger Principi Di Composizionemdme1971Nessuna valutazione finora
- Meccanismi Ruote DentateDocumento8 pagineMeccanismi Ruote DentateFrancesco MastroNessuna valutazione finora
- Impara LaTeX! (... e Mettilo Da Parte) - Marc BaudoinDocumento87 pagineImpara LaTeX! (... e Mettilo Da Parte) - Marc Baudoinmammanatale2001Nessuna valutazione finora
- LaTeX FacileDocumento51 pagineLaTeX FacileDiego PerroneNessuna valutazione finora
- Variazioni Dimensionali e Tensioni Residue 2018 - 2019Documento9 pagineVariazioni Dimensionali e Tensioni Residue 2018 - 2019Martino RossiNessuna valutazione finora
- Rafforzamento Trasformazione Martensitica 2018 2019Documento7 pagineRafforzamento Trasformazione Martensitica 2018 2019Martino RossiNessuna valutazione finora
- La Te XimpazienteDocumento95 pagineLa Te XimpazienteromoluswNessuna valutazione finora
- Introduzione Meccanica DislocazioniDocumento14 pagineIntroduzione Meccanica DislocazioniMartino RossiNessuna valutazione finora
- Dispensa 1Documento221 pagineDispensa 1Martino RossiNessuna valutazione finora
- Dispensa Di Fotografia 1.Documento43 pagineDispensa Di Fotografia 1.Daniela_Di_Marco0% (1)
- Esercizi Proposti 9aDocumento1 paginaEsercizi Proposti 9aMartino RossiNessuna valutazione finora
- Esercitazione 01Documento2 pagineEsercitazione 01Martino RossiNessuna valutazione finora
- Tecnoweld PROCESSDocumento4 pagineTecnoweld PROCESSBranko FerenčakNessuna valutazione finora
- Metallurgia - Gli AcciaiDocumento8 pagineMetallurgia - Gli AcciaiEliaNessuna valutazione finora
- Catalogue Cam LockDocumento10 pagineCatalogue Cam LockEvaldo BritoNessuna valutazione finora
- Catalogo JicDocumento161 pagineCatalogo JicclaudioandrevalverdeNessuna valutazione finora
- Capitolato 9.57405Documento20 pagineCapitolato 9.57405rgi178Nessuna valutazione finora
- Lez1 - Sistemi StrutturaliDocumento33 pagineLez1 - Sistemi StrutturaliSolid01Nessuna valutazione finora
- Electrolux Catalogo Er 2017 18Documento88 pagineElectrolux Catalogo Er 2017 18Pierpaolo BerettaNessuna valutazione finora
- Gen PNG Spe 004 - 04Documento234 pagineGen PNG Spe 004 - 04René Ortega Trujillo100% (1)
- MagnesioDocumento11 pagineMagnesioDavide Clochard CorrianiNessuna valutazione finora
- AttraversamentiDocumento33 pagineAttraversamentibeppe2001Nessuna valutazione finora
- Development Prono. Pagina 1 Item ST - So.So 55X90.Sol 30 CM - SNDocumento45 pagineDevelopment Prono. Pagina 1 Item ST - So.So 55X90.Sol 30 CM - SNr_zoro87Nessuna valutazione finora