Potrebbero piacerti anche
- Indice Manuale Di Lavorazione Della LamieraDocumento14 pagineIndice Manuale Di Lavorazione Della LamieramariomatoNessuna valutazione finora
- Sinterizzazione PDFDocumento52 pagineSinterizzazione PDFperosuttoneNessuna valutazione finora
- MATERIALI Per L'industria MeccanicaDocumento31 pagineMATERIALI Per L'industria MeccanicaGiuseppe VignolaNessuna valutazione finora
- La Metallurgia Delle PolveriDocumento31 pagineLa Metallurgia Delle PolveriAndreaNessuna valutazione finora
- AcciaiDocumento41 pagineAcciaiMartino RinaldinNessuna valutazione finora
- Tecnologia MeccanicaDocumento1 paginaTecnologia MeccanicaMomo Ezza100% (1)
- Decappaggio e Passivazione Acciaio InoxDocumento0 pagineDecappaggio e Passivazione Acciaio InoxMatteo PeddisNessuna valutazione finora
- T - V - 32 - Lavorazioni Con Metodi Non TradizionaliDocumento40 pagineT - V - 32 - Lavorazioni Con Metodi Non Tradizionalizak rayNessuna valutazione finora
- 3 Effetti Termici e Qualità Delle Saldature PDFDocumento41 pagine3 Effetti Termici e Qualità Delle Saldature PDFdddddddNessuna valutazione finora
- Lavorazioni Non ConvenzionaliDocumento51 pagineLavorazioni Non Convenzionaliman88gioNessuna valutazione finora
- Grado Di Finitura AcciaiDocumento4 pagineGrado Di Finitura AcciaiPino PinucciNessuna valutazione finora
- L10 - Lavorazioni A UltrasuoniDocumento55 pagineL10 - Lavorazioni A UltrasuoniManveer SinghNessuna valutazione finora
- Saldatura Taglio Elettroerosione PDFDocumento88 pagineSaldatura Taglio Elettroerosione PDFFilippo PanicoNessuna valutazione finora
- Dispense Lamiere 2Documento14 pagineDispense Lamiere 2Nico DownBeatNessuna valutazione finora
- 2 2015 - Metallurgia e Saldabilità Dell'alluminio e Delle Sue Leghe PDFDocumento6 pagine2 2015 - Metallurgia e Saldabilità Dell'alluminio e Delle Sue Leghe PDFFabio QuattrinNessuna valutazione finora
- Diagramma FerroDocumento2 pagineDiagramma Ferroap1948Nessuna valutazione finora
- Norma 954 1Documento25 pagineNorma 954 1Marcello RosiniNessuna valutazione finora
- Guida Per Le Connessioni Enel - Allegati - Ed. 3.1 - 12/12Documento7 pagineGuida Per Le Connessioni Enel - Allegati - Ed. 3.1 - 12/12blacbirdNessuna valutazione finora
- Progettazione MeccanicaDocumento2 pagineProgettazione Meccanicadisma65Nessuna valutazione finora
- Diagrammi Di BainDocumento15 pagineDiagrammi Di BainGiuseppe SpigapienaNessuna valutazione finora
- LEZ 9 ElettroerosioneDocumento81 pagineLEZ 9 ElettroerosioneAlla NagiNessuna valutazione finora
- Relazione Inventor MORRONE NicodemoDocumento56 pagineRelazione Inventor MORRONE Nicodemod_u_i_l_i_oNessuna valutazione finora
- Domande Tecnologie PolimiDocumento3 pagineDomande Tecnologie PolimiStefano LanzaniNessuna valutazione finora
- Itmm - Meccanica, Meccatronica Ed Energia Art. Mecc.a Mecc - NicaDocumento2 pagineItmm - Meccanica, Meccatronica Ed Energia Art. Mecc.a Mecc - NicaAndreaBioniNessuna valutazione finora
- 3 Modello Obbligo Progetto DM 37 2008 1Documento3 pagine3 Modello Obbligo Progetto DM 37 2008 1Giulia CiaramelliNessuna valutazione finora
- Caratteristiche AcciaiDocumento2 pagineCaratteristiche Acciaianon_314413651Nessuna valutazione finora
- Controllo Saldature INOXDocumento10 pagineControllo Saldature INOXCkaal74Nessuna valutazione finora
- Relazione MAGNETOSDocumento7 pagineRelazione MAGNETOSCristoSantoNessuna valutazione finora
- ElettroerosioneDocumento4 pagineElettroerosioneFadetwoNessuna valutazione finora
- Trattamenti Termici MassiviDocumento106 pagineTrattamenti Termici MassivicarlonewmannNessuna valutazione finora
- Esercitazione 2 FonderiaDocumento7 pagineEsercitazione 2 FonderiaGabriele PiscopoNessuna valutazione finora
- Controlli Con UltrasuoniDocumento6 pagineControlli Con UltrasuoniClaudio Patania100% (1)
- L8 - Tolleranze DimensionaliDocumento13 pagineL8 - Tolleranze DimensionaliClaudio FerraraNessuna valutazione finora
- 01.3 Proiezioni Piani AusiliariDocumento20 pagine01.3 Proiezioni Piani AusiliariAlsimoneNessuna valutazione finora
- Relazione MeccatronicaDocumento30 pagineRelazione MeccatronicalpillinNessuna valutazione finora
- 32 - Direttiva Macchine IDocumento14 pagine32 - Direttiva Macchine IStefano PaganoNessuna valutazione finora
- 16 - Introduzione Ai Sistemi Di Produzione PDFDocumento103 pagine16 - Introduzione Ai Sistemi Di Produzione PDFFabio MoramarcoNessuna valutazione finora
- Diagramma FeC Parte 2 TTT CCTDocumento18 pagineDiagramma FeC Parte 2 TTT CCTrenato.locascioNessuna valutazione finora
- Tribologia Parte2Documento29 pagineTribologia Parte2Angelo DanciuNessuna valutazione finora
- Dispensa T T MeccDocumento15 pagineDispensa T T MeccLuca SpedicatiNessuna valutazione finora
- Saldature, Tig, MigDocumento33 pagineSaldature, Tig, Migmarco mazzolaNessuna valutazione finora
- Disegno Tecnico - Tolleranze GeometricheDocumento70 pagineDisegno Tecnico - Tolleranze GeometricheRenato FarinelliNessuna valutazione finora
- Estratto Slide Corso Direttiva Macchine Ing. Filippo Scopazzo e Ing. Paolo MeregalliDocumento28 pagineEstratto Slide Corso Direttiva Macchine Ing. Filippo Scopazzo e Ing. Paolo MeregalliDino PedutoNessuna valutazione finora
- Corso TribologiaDocumento92 pagineCorso TribologiaSamuele FasciaNessuna valutazione finora
- Alimentazione Naturale - ACQUADocumento32 pagineAlimentazione Naturale - ACQUA12345678hjNessuna valutazione finora
- Istr44s Ferrovie Saldature Stru PontiDocumento56 pagineIstr44s Ferrovie Saldature Stru PontiroldoguidoNessuna valutazione finora
- Parte B (Tipo 1) 19 Luglio 2017Documento2 pagineParte B (Tipo 1) 19 Luglio 2017Mitia CerianiNessuna valutazione finora
- Diagramma Ferro CarbonioDocumento24 pagineDiagramma Ferro CarbonioLorenzoCampaniNessuna valutazione finora
- Asportazione Di Truciolo PDFDocumento190 pagineAsportazione Di Truciolo PDFandrew wallen100% (1)
- Tecnologia Meccanica - Programma Secondo D.M.270 PDFDocumento2 pagineTecnologia Meccanica - Programma Secondo D.M.270 PDFucimolfettaNessuna valutazione finora
- Introduzione Alla Saldatura Sotto Protezione GassosaDocumento11 pagineIntroduzione Alla Saldatura Sotto Protezione Gassosaman88gioNessuna valutazione finora
- Curve TTT e CCTDocumento3 pagineCurve TTT e CCTDAVIDE LOPOPOLONessuna valutazione finora
- Tariffe Professionali v1.1Documento4 pagineTariffe Professionali v1.1Roberto TrunfioNessuna valutazione finora
- Disegno Di MacchineDocumento14 pagineDisegno Di MacchinestaedtlerpNessuna valutazione finora
- Esempio FmeaDocumento44 pagineEsempio Fmealuisa_bagnoliNessuna valutazione finora
- Course Support - IT PDFDocumento299 pagineCourse Support - IT PDFSalvatore CannataNessuna valutazione finora
- Prova Trazione 5Documento7 pagineProva Trazione 5Enrico Della CollettaNessuna valutazione finora
- Riassunto r0x Disegno Meccanico 6CFUDocumento33 pagineRiassunto r0x Disegno Meccanico 6CFUpaolomazzaNessuna valutazione finora
- Elettrotecnica | Passo dopo passo: Fondamenti, componenti & circuiti spiegati per principiantiDa EverandElettrotecnica | Passo dopo passo: Fondamenti, componenti & circuiti spiegati per principiantiNessuna valutazione finora
- Innesti & Frizioni PDFDocumento8 pagineInnesti & Frizioni PDFDario BenedettiNessuna valutazione finora
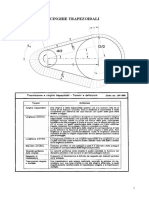
- Cinghie Trapezioidali PDFDocumento16 pagineCinghie Trapezioidali PDFDario BenedettiNessuna valutazione finora
- PAMS-lezione 0 PDFDocumento24 paginePAMS-lezione 0 PDFDario BenedettiNessuna valutazione finora
- Diagramma HaighDocumento8 pagineDiagramma HaighDario BenedettiNessuna valutazione finora
- Mgus MMDocumento132 pagineMgus MMscricciolo9451Nessuna valutazione finora
- GEPU - Elenco Prezzi UnitariDocumento22 pagineGEPU - Elenco Prezzi Unitariapi-3804119Nessuna valutazione finora
- Cronologia Della Storia Greca (Dall'età Arcaica All'ellenismo)Documento5 pagineCronologia Della Storia Greca (Dall'età Arcaica All'ellenismo)Valeria CaterinaNessuna valutazione finora
- Canzoniere Route 2023Documento15 pagineCanzoniere Route 2023Rosangela PedicilloNessuna valutazione finora
- Canto Settimo InfernoDocumento3 pagineCanto Settimo InfernoFabio CoràNessuna valutazione finora
- Emmas 2022 2023Documento21 pagineEmmas 2022 2023luigicucciaNessuna valutazione finora
- Minitab SPCDocumento44 pagineMinitab SPCgick87Nessuna valutazione finora
- Algebra - BarbieriDocumento159 pagineAlgebra - BarbieriGiovanni GattoNessuna valutazione finora
- Python Beginners CheatSheet in Italiano - ProgrammareInPythonDocumento4 paginePython Beginners CheatSheet in Italiano - ProgrammareInPythonGiovanniNessuna valutazione finora