Potrebbero piacerti anche
- Tecnologie MeccanicheDocumento7 pagineTecnologie MeccanicheRatibor ShevchenkoNessuna valutazione finora
- Isbn6759-6 - EserciziCap3 - SoluzioniDocumento14 pagineIsbn6759-6 - EserciziCap3 - SoluzioniMarcolinoNessuna valutazione finora
- 7SLVDocumento42 pagine7SLVjessica borrielloNessuna valutazione finora
- Lezione11 2 BullonatureDocumento24 pagineLezione11 2 Bullonaturemarco bombelliNessuna valutazione finora
- 12 2010 Ca TaglioDocumento17 pagine12 2010 Ca TaglioNicola TomasiNessuna valutazione finora
- Tecnica Delle Costruzioni FlangiaDocumento14 pagineTecnica Delle Costruzioni Flangiams_eurasiaNessuna valutazione finora
- Appunti Taglio BidiBluDocumento13 pagineAppunti Taglio BidiBluBidiblu PipponzoNessuna valutazione finora
- Sollecitazioni Di TaglioDocumento5 pagineSollecitazioni Di TaglioFausto FaviaNessuna valutazione finora
- BullonatureDocumento13 pagineBullonatureCristian PastinoNessuna valutazione finora
- Torsion eDocumento3 pagineTorsion eAnonymous WDTFw8EKNessuna valutazione finora
- Cemento Armato4Documento16 pagineCemento Armato4pinoNessuna valutazione finora
- Lavorazioni Per Deformazione PlasticaDocumento12 pagineLavorazioni Per Deformazione PlasticaGabrieleSponzielloNessuna valutazione finora
- MAS - 7 Thrusts Critical TaperDocumento100 pagineMAS - 7 Thrusts Critical TaperLetizia RainoneNessuna valutazione finora
- Lezioni Corso Gasdinamica 2020 - 2021 - B3Documento14 pagineLezioni Corso Gasdinamica 2020 - 2021 - B3PaoloNessuna valutazione finora
- Il Raggio Di Curvatura Nelle Barre Per Cemento Armato Alla Luce Delle Prescrizioni dell'EC2Documento12 pagineIl Raggio Di Curvatura Nelle Barre Per Cemento Armato Alla Luce Delle Prescrizioni dell'EC2Giuseppe GentileNessuna valutazione finora
- Schmid Rafforzamento Metalli2Documento33 pagineSchmid Rafforzamento Metalli2simone28804Nessuna valutazione finora
- Tecnica01 Appunti Acciaio 2 Di 3Documento26 pagineTecnica01 Appunti Acciaio 2 Di 3Willi WonkaNessuna valutazione finora
- Risposte Domande Teoriche DisegnoDocumento6 pagineRisposte Domande Teoriche DisegnoDomenico MereuNessuna valutazione finora
- Costruzione Dominio Di Interazione 2Documento37 pagineCostruzione Dominio Di Interazione 2Matteo MessinaNessuna valutazione finora
- 06-Tensioni Nelle Travi V1-6Documento33 pagine06-Tensioni Nelle Travi V1-6staedtlerpNessuna valutazione finora
- Teoria 11Documento101 pagineTeoria 11Nick NameNessuna valutazione finora
- Lezione 14.2 - Le Piastre - Progettazione - PreCompressione PDFDocumento24 pagineLezione 14.2 - Le Piastre - Progettazione - PreCompressione PDFGuillaume Hervé POH'SIÉNessuna valutazione finora
- Exe1 - Appunti Molla Ad Elica CilindricaDocumento10 pagineExe1 - Appunti Molla Ad Elica CilindricaMatteo RotaNessuna valutazione finora
- Costruzione-di-Macchine AppuntiDocumento45 pagineCostruzione-di-Macchine AppuntiPippoNessuna valutazione finora
- Lezione 11 - PiersDocumento18 pagineLezione 11 - PiersLuca Dal MolinNessuna valutazione finora
- Pci - Cemento Armato3Documento31 paginePci - Cemento Armato3MassimoRoncoNessuna valutazione finora
- Progetto PropulsioneDocumento28 pagineProgetto PropulsioneFrancescodario CuzzocreaNessuna valutazione finora
- Teoria Stati Limite Di TaglioDocumento35 pagineTeoria Stati Limite Di TaglioLuca MazzoleniNessuna valutazione finora
- Prove Sui MaterialiDocumento12 pagineProve Sui MaterialiantolamoNessuna valutazione finora
- Momento CurvaturaDocumento12 pagineMomento CurvaturaJack Mayhua HuamanNessuna valutazione finora
- 4 Metodi Soluzione PiastreDocumento27 pagine4 Metodi Soluzione PiastreAleksiey PellicciaNessuna valutazione finora
- Costruzione Di Un Metal DetectorDocumento7 pagineCostruzione Di Un Metal Detectorchristian villagranNessuna valutazione finora
- LEZIONE 2 - Slab BridgesDocumento7 pagineLEZIONE 2 - Slab BridgesLuca Dal MolinNessuna valutazione finora
- Lez4 - Unioni BullonateDocumento28 pagineLez4 - Unioni BullonateL_LorenzoNessuna valutazione finora
- Trave Jawert Metodo CalcoloDocumento14 pagineTrave Jawert Metodo CalcoloPippo FrancoNessuna valutazione finora
- Proprietà Meccaniche Elastomeri 2Documento90 pagineProprietà Meccaniche Elastomeri 2Luca MusciaNessuna valutazione finora
- Soil Nailing Froldi PiergiuseppeDocumento9 pagineSoil Nailing Froldi PiergiuseppeNiccolò ValimbertiNessuna valutazione finora
- Lezioni IntroduttiveDocumento111 pagineLezioni IntroduttiveKatrim ChicaizaNessuna valutazione finora
- SLU Taglio C.A.Documento19 pagineSLU Taglio C.A.giuliano1980100% (1)
- 4 - Archi e VolteDocumento24 pagine4 - Archi e Voltefausto giovannardiNessuna valutazione finora
- Il Progetto Allo SLU Per Il Taglio. Prof. Fabrizio MollaioliDocumento150 pagineIl Progetto Allo SLU Per Il Taglio. Prof. Fabrizio MollaiolitensoregreenNessuna valutazione finora
- Very High Cycle FatigueDocumento9 pagineVery High Cycle FatigueMatteo MottinNessuna valutazione finora
- LEZIONE 4 - Local EffectDocumento24 pagineLEZIONE 4 - Local EffectLuca Dal MolinNessuna valutazione finora
- 8346-La Verifica Di Resistenza A FaticaDocumento37 pagine8346-La Verifica Di Resistenza A Faticalucignolo71Nessuna valutazione finora
- Dispense Lamiere 2Documento14 pagineDispense Lamiere 2Nico DownBeatNessuna valutazione finora
- Connessioni AcciaioDocumento51 pagineConnessioni AcciaioGiovanni Govdòn BugliNessuna valutazione finora
- Cemento Armato PrecompressoDocumento18 pagineCemento Armato Precompressobosnia76Nessuna valutazione finora
- Laboratorio - 20 04 2017Documento26 pagineLaboratorio - 20 04 2017lucaggNessuna valutazione finora
- Mercato TPUDocumento8 pagineMercato TPUFrancescoNessuna valutazione finora
- Esercitazione 2013-2014 - Mathcad Plinto AltoDocumento8 pagineEsercitazione 2013-2014 - Mathcad Plinto AltoPaoloNessuna valutazione finora
- Vite Senza FineDocumento59 pagineVite Senza FinesteNessuna valutazione finora
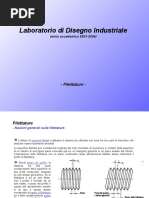
- FilettatureDocumento25 pagineFilettatureoslatNessuna valutazione finora
- Articolo Prof Plizzari AderenzaDocumento10 pagineArticolo Prof Plizzari AderenzaGabriele SiminoNessuna valutazione finora
- C.A.P. Per StudentiDocumento36 pagineC.A.P. Per StudentiAndreaMercuriNessuna valutazione finora
- Tesina ParatoiaDocumento16 pagineTesina Paratoiad_u_i_l_i_oNessuna valutazione finora
- Esperienze Modellistiche, Volume 2 - VK 7201(K) Paper PanzerDa EverandEsperienze Modellistiche, Volume 2 - VK 7201(K) Paper PanzerValutazione: 5 su 5 stelle5/5 (1)
- Bigliettini 3Documento1 paginaBigliettini 3Riccardo CafassoNessuna valutazione finora
- Tecnologia MeccanicaDocumento1 paginaTecnologia MeccanicaRiccardo CafassoNessuna valutazione finora
- Appunti Tecnologia Meccanica 2Documento1 paginaAppunti Tecnologia Meccanica 2Riccardo CafassoNessuna valutazione finora
- Appunti Tecnologia Meccanica 2Documento1 paginaAppunti Tecnologia Meccanica 2Riccardo CafassoNessuna valutazione finora
- Angoli Della Sezione NormaleDocumento1 paginaAngoli Della Sezione NormaleRiccardo CafassoNessuna valutazione finora
- Analisi 2Documento2 pagineAnalisi 2Riccardo CafassoNessuna valutazione finora
- Le Origini Di Napoli Ed Il Mito Di PartenopeDocumento4 pagineLe Origini Di Napoli Ed Il Mito Di PartenopeRiccardo CafassoNessuna valutazione finora
- Burns 1973 I Disegni Del PalladioDocumento23 pagineBurns 1973 I Disegni Del Palladioweareyoung5833Nessuna valutazione finora
- Dotazione StandardDocumento2 pagineDotazione StandardMathieuNessuna valutazione finora
- Il Segno e La Tecnica: La Rivista "Il Selvaggio" e Il Recupero Della Grafica Nel NovecentoDocumento8 pagineIl Segno e La Tecnica: La Rivista "Il Selvaggio" e Il Recupero Della Grafica Nel NovecentoantoniocorradojrNessuna valutazione finora
- L' Uomo Di Vitruvio Il Giudizio UniversaleDocumento9 pagineL' Uomo Di Vitruvio Il Giudizio UniversaleMatteo PisciottaNessuna valutazione finora