Potrebbero piacerti anche
- Tecnologie MeccanicheDocumento7 pagineTecnologie MeccanicheRatibor ShevchenkoNessuna valutazione finora
- Profili Sottili - GhersiDocumento40 pagineProfili Sottili - GhersitramaspolinoNessuna valutazione finora
- Stampaggio LamieraDocumento28 pagineStampaggio LamieraEnrico BoeriNessuna valutazione finora
- Lavorazioni Per Deformazione PlasticaDocumento25 pagineLavorazioni Per Deformazione Plasticaf.vaselli2Nessuna valutazione finora
- Indurimento Per PrecipitazioneDocumento4 pagineIndurimento Per PrecipitazioneUlNessuna valutazione finora
- Dispense 2010 Materiali MetalliciDocumento219 pagineDispense 2010 Materiali MetalliciAlessandroAbateNessuna valutazione finora
- Lavorazione Delle Lamiere PDFDocumento36 pagineLavorazione Delle Lamiere PDFtamasradu100% (1)
- 8346-La Verifica Di Resistenza A FaticaDocumento37 pagine8346-La Verifica Di Resistenza A Faticalucignolo71Nessuna valutazione finora
- Sol Esericzi e Domande 2Documento102 pagineSol Esericzi e Domande 2inri gjinajNessuna valutazione finora
- Catalogo Generale GhisaDocumento16 pagineCatalogo Generale GhisaOrazio CasablancaNessuna valutazione finora
- MATERIALI Per L'industria MeccanicaDocumento31 pagineMATERIALI Per L'industria MeccanicaGiuseppe VignolaNessuna valutazione finora
- Solaio Cls-Lamiera GrecataDocumento4 pagineSolaio Cls-Lamiera GrecataMarco FoglieriNessuna valutazione finora
- Lezione18 ImbozzamentoDocumento17 pagineLezione18 ImbozzamentocapspugnaNessuna valutazione finora
- MagliuloDocumento52 pagineMagliulobosnia76Nessuna valutazione finora
- LamieragrecataDocumento11 pagineLamieragrecataDavide AmadioNessuna valutazione finora
- FonderiaDocumento167 pagineFonderiaLuca OttavianiNessuna valutazione finora
- Dispensa Estrusione Prof-TricaricoDocumento7 pagineDispensa Estrusione Prof-TricaricoManlioNessuna valutazione finora
- Tesina ParatoiaDocumento16 pagineTesina Paratoiad_u_i_l_i_oNessuna valutazione finora
- Corso Geometri - Lezione Cemento Armato Stati LimiteDocumento16 pagineCorso Geometri - Lezione Cemento Armato Stati LimiteMa RcoNessuna valutazione finora
- Storia Cemento Armato PDFDocumento12 pagineStoria Cemento Armato PDFgiuseppe_mozerNessuna valutazione finora
- Fondamenti Della Colata Dei MetalliDocumento17 pagineFondamenti Della Colata Dei MetalliDomenico TatangeloNessuna valutazione finora
- (Architettura) Cenci Progettare E Costruire Col LegnoDocumento29 pagine(Architettura) Cenci Progettare E Costruire Col Legnoa81179131Nessuna valutazione finora
- Calcolo Solaio Ferro - LateriziDocumento8 pagineCalcolo Solaio Ferro - LateriziFilippo VecchiarelliNessuna valutazione finora
- Calcestruzzo FrescoDocumento51 pagineCalcestruzzo FrescoTerziani SRL Terziani SRLNessuna valutazione finora
- Proprietà Meccaniche Elastomeri 2Documento90 pagineProprietà Meccaniche Elastomeri 2Luca MusciaNessuna valutazione finora
- Tecnologie Per Applicazioni Di CantiereDocumento44 pagineTecnologie Per Applicazioni Di CantiereGiuseppe Di PalmaNessuna valutazione finora
- Progetto Di Un Parcheggio Fuoriterra in Struttura CompostaDocumento104 pagineProgetto Di Un Parcheggio Fuoriterra in Struttura CompostaFrancesco Di MiccoNessuna valutazione finora
- Tarabori - Yankee - MonolucidoDocumento21 pagineTarabori - Yankee - MonolucidoDomenico SpinaNessuna valutazione finora
- Relazione Di Calcolo PDFDocumento26 pagineRelazione Di Calcolo PDFGAluffiNessuna valutazione finora
- Filament WindingDocumento5 pagineFilament WindingDaniele BarberaNessuna valutazione finora
- Tecnica Delle Costruzioni FlangiaDocumento14 pagineTecnica Delle Costruzioni Flangiams_eurasiaNessuna valutazione finora
- Lezione LaminazioneDocumento13 pagineLezione LaminazioneEnricoPietraNessuna valutazione finora
- Esercitazione FonderiaDocumento22 pagineEsercitazione FonderiagranpashuNessuna valutazione finora
- Saldatura MIG MAGDocumento5 pagineSaldatura MIG MAGdavidemol100% (1)
- LEZIONE 1 - Basics of Design Parte 1Documento33 pagineLEZIONE 1 - Basics of Design Parte 1Luca Dal MolinNessuna valutazione finora
- Es CalcoloDocumento34 pagineEs CalcoloValerioZucchelliNessuna valutazione finora
- FONDERIADocumento62 pagineFONDERIAAlessandro CostantiniNessuna valutazione finora
- Descrizione Dei Trattamenti TermiciDocumento6 pagineDescrizione Dei Trattamenti Termicicolva0100% (1)
- XLAM 7 Esempio Di Calcolo - MIDocumento14 pagineXLAM 7 Esempio Di Calcolo - MIStefano BorangaNessuna valutazione finora
- Tecnica Della Cera PersaDocumento6 pagineTecnica Della Cera PersaAlessia RossoNessuna valutazione finora
- 2a - Fabbricazione Per FusioneDocumento80 pagine2a - Fabbricazione Per Fusionealexandru_alx21Nessuna valutazione finora
- Come Si Costruiscono I Pali - Art - Pali - FsDocumento2 pagineCome Si Costruiscono I Pali - Art - Pali - FsmichelerougeNessuna valutazione finora
- Soletta Su Lamiera GrecataDocumento11 pagineSoletta Su Lamiera GrecataSilviuNessuna valutazione finora
- Verifica ScalaDocumento10 pagineVerifica Scalass180777Nessuna valutazione finora
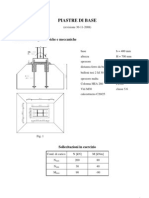
- Piastre Di BaseDocumento11 paginePiastre Di BasecersimoneNessuna valutazione finora
- Relazione Acciaio FirenzeDocumento164 pagineRelazione Acciaio FirenzeFrancesca PeraNessuna valutazione finora
- Esperienze Modellistiche, Volume 2 - VK 7201(K) Paper PanzerDa EverandEsperienze Modellistiche, Volume 2 - VK 7201(K) Paper PanzerValutazione: 5 su 5 stelle5/5 (1)
- Dispensa 8Documento15 pagineDispensa 8Riccardo CafassoNessuna valutazione finora
- Bigliettino 10Documento1 paginaBigliettino 10Riccardo CafassoNessuna valutazione finora
- Bigliettini 3Documento1 paginaBigliettini 3Riccardo CafassoNessuna valutazione finora
- Appunti Tecnologia Meccanica 2Documento1 paginaAppunti Tecnologia Meccanica 2Riccardo CafassoNessuna valutazione finora
- Appunti Tecnologia Meccanica 2Documento1 paginaAppunti Tecnologia Meccanica 2Riccardo CafassoNessuna valutazione finora
- Corpi Rigidi 2 PDFDocumento16 pagineCorpi Rigidi 2 PDFAlberto CorticelliNessuna valutazione finora
- Promemo 4Documento2 paginePromemo 4Riccardo CafassoNessuna valutazione finora
- Angoli Del ProfiloDocumento1 paginaAngoli Del ProfiloRiccardo CafassoNessuna valutazione finora
- Tecnologia MeccanicaDocumento1 paginaTecnologia MeccanicaRiccardo CafassoNessuna valutazione finora
- Tecnologia MeccanicaDocumento2 pagineTecnologia MeccanicaRiccardo CafassoNessuna valutazione finora
- Appunti Tecnologia Meccanica 2Documento1 paginaAppunti Tecnologia Meccanica 2Riccardo CafassoNessuna valutazione finora
- Tecnologia MeccanicaDocumento1 paginaTecnologia MeccanicaRiccardo CafassoNessuna valutazione finora
- Appunti Tecnologia Meccanica 2Documento1 paginaAppunti Tecnologia Meccanica 2Riccardo CafassoNessuna valutazione finora
- Bigliettino 10Documento1 paginaBigliettino 10Riccardo CafassoNessuna valutazione finora
- Analisi 2Documento2 pagineAnalisi 2Riccardo CafassoNessuna valutazione finora
- Angoli Della Sezione NormaleDocumento1 paginaAngoli Della Sezione NormaleRiccardo CafassoNessuna valutazione finora
- Angoli Del ProfiloDocumento1 paginaAngoli Del ProfiloRiccardo CafassoNessuna valutazione finora
- Appunti Tecnologia MeccanicaDocumento2 pagineAppunti Tecnologia MeccanicaRiccardo CafassoNessuna valutazione finora
- Le Origini Di Napoli Ed Il Mito Di PartenopeDocumento4 pagineLe Origini Di Napoli Ed Il Mito Di PartenopeRiccardo CafassoNessuna valutazione finora
- Che CDocumento146 pagineChe CRiccardo CafassoNessuna valutazione finora