Potrebbero piacerti anche
- 1 Lavorazione Per Asportazione Di TrucioloDocumento40 pagine1 Lavorazione Per Asportazione Di TrucioloFrancesco Lo MuzzoNessuna valutazione finora
- Taccuino Senza Nome (4) 2Documento1 paginaTaccuino Senza Nome (4) 2Marika PellegriniNessuna valutazione finora
- Macchine UtensiliDocumento4 pagineMacchine Utensilijwyn9jj2z6Nessuna valutazione finora
- Asportazione Di Truciolo PDFDocumento190 pagineAsportazione Di Truciolo PDFandrew wallen100% (1)
- Riassunto Tecnologia Meccanica IDocumento28 pagineRiassunto Tecnologia Meccanica IEliaNessuna valutazione finora
- FresatriceDocumento21 pagineFresatriceLorenzo MercurialiNessuna valutazione finora
- TornioDocumento14 pagineTorniodiegoNessuna valutazione finora
- Le Lavorazioni Per Asportazione Di TrucioloDocumento14 pagineLe Lavorazioni Per Asportazione Di TrucioloAndrea TendolaNessuna valutazione finora
- Formazione Del Truciolo - Parametri - SlideDocumento20 pagineFormazione Del Truciolo - Parametri - SlideNicola FiorenzaNessuna valutazione finora
- Geometria Utensili e Moti Di LavorazioneDocumento31 pagineGeometria Utensili e Moti Di Lavorazionesalvatoretestini92Nessuna valutazione finora
- Retti Fica TuraDocumento58 pagineRetti Fica TuraLorenzo MercurialiNessuna valutazione finora
- Lavorazioni A Moto Di Taglio RettilineoDocumento2 pagineLavorazioni A Moto Di Taglio RettilineoBrunoRizzoNessuna valutazione finora
- Lavorazione LamiereDocumento26 pagineLavorazione Lamieref.vaselli2Nessuna valutazione finora
- Antoniomatteacci - Myblog.it Media 02 00 1754937926.2 PDFDocumento15 pagineAntoniomatteacci - Myblog.it Media 02 00 1754937926.2 PDFbrunillo57Nessuna valutazione finora
- Formazione Del Truciolo - Concetti Di BaseDocumento5 pagineFormazione Del Truciolo - Concetti Di BasetrepertreNessuna valutazione finora
- Rullatura Delle Filettature Esterne PDFDocumento15 pagineRullatura Delle Filettature Esterne PDFclucchini_751669793Nessuna valutazione finora
- Lavorazioni Al Tornio - SlideDocumento19 pagineLavorazioni Al Tornio - SlidegiuliobomberNessuna valutazione finora
- Reporte TornoDocumento9 pagineReporte TornoAlejandro HernadezNessuna valutazione finora
- Asportazione Truciolo 1Documento135 pagineAsportazione Truciolo 1FrancoNessuna valutazione finora
- Rullatura Delle Filettature EsterneDocumento15 pagineRullatura Delle Filettature Esternewilderness_666Nessuna valutazione finora
- Lavorazioni Di Fresatura - FilippiDocumento15 pagineLavorazioni Di Fresatura - FilippipaolinoluccaNessuna valutazione finora
- Lavorazioni LamiereDocumento12 pagineLavorazioni LamiereMaurizio MassaNessuna valutazione finora
- Angolo Di Spoglia - WikipediaDocumento1 paginaAngolo Di Spoglia - Wikipediabrunillo57Nessuna valutazione finora
- Lavorazioni Al Tornio OkDocumento20 pagineLavorazioni Al Tornio OkAlex BernardottoNessuna valutazione finora
- Taglio OrtogonaleDocumento30 pagineTaglio Ortogonalesalvatoretestini92Nessuna valutazione finora
- Tecnologia MeccanicaDocumento54 pagineTecnologia MeccanicaLeonardo Sintoni100% (2)
- Asportazione TrucioloDocumento92 pagineAsportazione TrucioloAnonymous sE6GUiNessuna valutazione finora
- 10 - TornituraDocumento5 pagine10 - TornituraAngeloNessuna valutazione finora
- Dispensa Di FresaturaDocumento200 pagineDispensa Di Fresaturabee140676Nessuna valutazione finora
- 5 Tornitura - Cap - 14-15 QS v5Documento42 pagine5 Tornitura - Cap - 14-15 QS v5Matteo Genovese100% (2)
- Senai TornoDocumento6 pagineSenai TornoAndre Luis de Oliveira PaziniNessuna valutazione finora
- AiN Stance-Predavanja PDFDocumento57 pagineAiN Stance-Predavanja PDFMatija VučićNessuna valutazione finora
- Scheda Tecnica Fresatrice IndumaDocumento17 pagineScheda Tecnica Fresatrice IndumaThomasJPallaxPallacciNessuna valutazione finora
- Matrix S.R.L Utensili Per Tranciatura LamiereDocumento14 pagineMatrix S.R.L Utensili Per Tranciatura LamiereArchieNessuna valutazione finora
- Utensili PDFDocumento7 pagineUtensili PDFbrunillo57Nessuna valutazione finora
- 1 Collegament FilettatiDocumento47 pagine1 Collegament FilettatiGianni CiavattaNessuna valutazione finora
- Shake TableDocumento12 pagineShake Tabletommy15979Nessuna valutazione finora
- Taglio Dei MetalliDocumento57 pagineTaglio Dei MetalliGiuseppeNessuna valutazione finora
- Dispensa Di ForaturaDocumento96 pagineDispensa Di ForaturastaedtlerpNessuna valutazione finora
- La Rullatura Degli Alberi ScanalatiDocumento12 pagineLa Rullatura Degli Alberi Scanalaticlucchini_751669793Nessuna valutazione finora
- Il Ciclo Di LavorazioneDocumento37 pagineIl Ciclo Di LavorazioneDott. Giuseppe MaruzzellaNessuna valutazione finora
- Power Point Macchine Utensili e Ciclo Di LavorazioneDocumento13 paginePower Point Macchine Utensili e Ciclo Di LavorazioneMarco PetruccelliNessuna valutazione finora
- Lavorazioni MeccanicheDocumento73 pagineLavorazioni MeccanicheDino DolceNessuna valutazione finora
- Lavorazione Delle Lamiere PDFDocumento36 pagineLavorazione Delle Lamiere PDFtamasradu100% (1)
- Tecnologia MeccanicaDocumento47 pagineTecnologia MeccanicaGiuseppe MoreseNessuna valutazione finora
- Lavorazioni Per Asportazione Di Truciolo PDFDocumento24 pagineLavorazioni Per Asportazione Di Truciolo PDFFrancesca CaseNessuna valutazione finora
- PDF 3Documento10 paginePDF 3Sofia BertoliniNessuna valutazione finora
- Velocità Medie Di Taglio e Avanzamento Nella TornituraDocumento7 pagineVelocità Medie Di Taglio e Avanzamento Nella TornituraMatteo Dalla VecchiaNessuna valutazione finora
- Lavorazioni Al Tornio ParalleloDocumento50 pagineLavorazioni Al Tornio ParalleloMarcello GianessiNessuna valutazione finora
- Nozioni FresaturaDocumento14 pagineNozioni FresaturaD'Armi StefanoNessuna valutazione finora
- Corso Di Tecnologia Meccanica - Mod.3.8 Deformazione PlasticaDocumento68 pagineCorso Di Tecnologia Meccanica - Mod.3.8 Deformazione PlasticaSaretta Saretta100% (1)
- PROVA Flessione Rotante2Documento4 paginePROVA Flessione Rotante2Riccardo ChiavegatoNessuna valutazione finora
- Foratura Cap 14-15Documento20 pagineForatura Cap 14-15AntonioNessuna valutazione finora
- Lavorazioni PlasticheDocumento7 pagineLavorazioni PlasticheEnricoPietraNessuna valutazione finora
- CMT Set 3 Frese 800.524.11 ManualeDocumento1 paginaCMT Set 3 Frese 800.524.11 Manualeorione1953Nessuna valutazione finora
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- PDF 2Documento17 paginePDF 2Sofia BertoliniNessuna valutazione finora
- PDF 3Documento10 paginePDF 3Sofia BertoliniNessuna valutazione finora
- PDF 1Documento9 paginePDF 1Sofia BertoliniNessuna valutazione finora
- PDF 6Documento6 paginePDF 6Sofia BertoliniNessuna valutazione finora
- Circuiti Elettrici - Concetti FondamentaliDocumento4 pagineCircuiti Elettrici - Concetti FondamentaliSofia BertoliniNessuna valutazione finora
- PDF 5Documento10 paginePDF 5Sofia BertoliniNessuna valutazione finora
- Il Canto Dell'amoreDocumento1 paginaIl Canto Dell'amoreSofia BertoliniNessuna valutazione finora
- Marx - IntroduzioneDocumento2 pagineMarx - IntroduzioneSofia BertoliniNessuna valutazione finora
- Scusa Gesu, Ti Do Del TuDocumento2 pagineScusa Gesu, Ti Do Del TuSofia BertoliniNessuna valutazione finora
- SCUSA GESU, TI DO DEL TU AccordiDocumento1 paginaSCUSA GESU, TI DO DEL TU AccordiSofia BertoliniNessuna valutazione finora
- IL SIGNORE E' LA MIA SALVEZZA AccordiDocumento1 paginaIL SIGNORE E' LA MIA SALVEZZA AccordiSofia BertoliniNessuna valutazione finora
- La Velocità Nello SquatDocumento6 pagineLa Velocità Nello SquatIronPaolo DangerousFitnessNessuna valutazione finora
- ClowDocumento13 pagineClowSusy GalloNessuna valutazione finora
- Futura Maggio 2008Documento32 pagineFutura Maggio 2008FuturaNessuna valutazione finora
- Volume MS Cap3 AmaldiDocumento5 pagineVolume MS Cap3 Amaldigiacomo marchioriNessuna valutazione finora
- Valutazioni Di Vulnerabilità Sismica, Interventi Adeguamento-Miglioramento Strutture Esistenti - Ing. Maurizio Serpieri - PolistudioDocumento263 pagineValutazioni Di Vulnerabilità Sismica, Interventi Adeguamento-Miglioramento Strutture Esistenti - Ing. Maurizio Serpieri - PolistudioIng. Maurizio SerpieriNessuna valutazione finora
- 07 - Elementi Idrologia PDFDocumento13 pagine07 - Elementi Idrologia PDFMary SweetsNessuna valutazione finora
- Criterio Gerarchia Resistenze Per Strutture Cls IntelaiateDocumento14 pagineCriterio Gerarchia Resistenze Per Strutture Cls IntelaiateMelissa WoodsNessuna valutazione finora
- Archivio Storico Messinese Vol. 67Documento194 pagineArchivio Storico Messinese Vol. 67Gaetano RussoNessuna valutazione finora
- Misura Della Densità Di Un Materiale Sconosciuto Col PicnometroDocumento7 pagineMisura Della Densità Di Un Materiale Sconosciuto Col PicnometroAlessandro MurtasNessuna valutazione finora
- Teoria Degli InsiemiDocumento3 pagineTeoria Degli InsiemiAndreaMaira ScapinLimoliNessuna valutazione finora
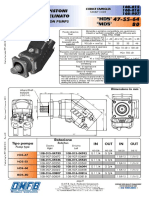
- MDS-80 OmfbDocumento4 pagineMDS-80 OmfbEddy OrtegaNessuna valutazione finora