Il 0% ha trovato utile questo documento (0 voti)
807 visualizzazioni12 pagineLa Rullatura Degli Alberi Scanalati
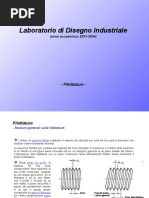
Questo documento descrive il processo di rullatura per la generazione di profili scanalati sugli alberi. La rullatura è un metodo di lavorazione senza asportazione di truciolo che forma denti o solchi sulla superficie di un pezzo cilindrico tramite compressione tra utensili rotanti. Offre vantaggi come tempi di lavorazione brevi, maggiore resistenza dei denti e migliore precisione rispetto ad altri metodi.
Caricato da
clucchini_751669793Copyright
© © All Rights Reserved
Per noi i diritti sui contenuti sono una cosa seria. Se sospetti che questo contenuto sia tuo, rivendicalo qui.
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd
Il 0% ha trovato utile questo documento (0 voti)
807 visualizzazioni12 pagineLa Rullatura Degli Alberi Scanalati
Questo documento descrive il processo di rullatura per la generazione di profili scanalati sugli alberi. La rullatura è un metodo di lavorazione senza asportazione di truciolo che forma denti o solchi sulla superficie di un pezzo cilindrico tramite compressione tra utensili rotanti. Offre vantaggi come tempi di lavorazione brevi, maggiore resistenza dei denti e migliore precisione rispetto ad altri metodi.
Caricato da
clucchini_751669793Copyright
© © All Rights Reserved
Per noi i diritti sui contenuti sono una cosa seria. Se sospetti che questo contenuto sia tuo, rivendicalo qui.
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd