Potrebbero piacerti anche
- Filettatura 4 AymDocumento80 pagineFilettatura 4 AymGILDA GALLERYNessuna valutazione finora
- 5 - Filettature e Collegamenti FilettatiDocumento34 pagine5 - Filettature e Collegamenti FilettatikerambitNessuna valutazione finora
- 11 FilettatureECollegamentiFilettati PDFDocumento15 pagine11 FilettatureECollegamentiFilettati PDFalessandroNessuna valutazione finora
- Filettature ECollegamenti FilettatiDocumento15 pagineFilettature ECollegamenti FilettatiantoniodellisantiNessuna valutazione finora
- 04 - Collegamenti Filettati - DTIDocumento81 pagine04 - Collegamenti Filettati - DTIincipit32Nessuna valutazione finora
- Disegno RiassuntoDocumento16 pagineDisegno RiassuntoTeofilo DedietroNessuna valutazione finora
- FilettatureDocumento25 pagineFilettatureoslatNessuna valutazione finora
- FilettatureDocumento9 pagineFilettatureMarioNessuna valutazione finora
- Lavorazioni Al Tornio - SlideDocumento19 pagineLavorazioni Al Tornio - SlidegiuliobomberNessuna valutazione finora
- Tolleranze Sulle Filettature - SitoDocumento4 pagineTolleranze Sulle Filettature - SitomarcopasottiNessuna valutazione finora
- Appunti FilettatureDocumento12 pagineAppunti Filettatureevaposteraro99Nessuna valutazione finora
- FilettatureDocumento26 pagineFilettatureDavid SmithNessuna valutazione finora
- Lavorazioni Di Fresatura - FilippiDocumento15 pagineLavorazioni Di Fresatura - FilippipaolinoluccaNessuna valutazione finora
- 12 CollegamentiAlberoMozzoDocumento7 pagine12 CollegamentiAlberoMozzoStefanoBassoliNessuna valutazione finora
- Toll Filett.Documento11 pagineToll Filett.antoniodellisantiNessuna valutazione finora
- 12 CollegamentiAlberoMozzoDocumento11 pagine12 CollegamentiAlberoMozzog_casalinuovo19812344Nessuna valutazione finora
- LavorazioniDocumento19 pagineLavorazioniIl bis per favoreNessuna valutazione finora
- AccoppiamentiDocumento7 pagineAccoppiamentiMichael MoodyNessuna valutazione finora
- Filettature e Collegamenti FilettatiDocumento15 pagineFilettature e Collegamenti Filettatiboxovo2943Nessuna valutazione finora
- FilettatureDocumento53 pagineFilettatureCosimo BruzzeseNessuna valutazione finora
- Collegamenti Albero MozzoDocumento11 pagineCollegamenti Albero MozzoAlessandro DnaNessuna valutazione finora
- Punte Per Centri - Punte Da CentroDocumento4 paginePunte Per Centri - Punte Da CentroStefano MilaniNessuna valutazione finora
- OMAP MandriniDocumento40 pagineOMAP MandriniMassimo MoroniNessuna valutazione finora
- Manuale Montaggio Barre Dywidag AderentiDocumento54 pagineManuale Montaggio Barre Dywidag Aderentimichele inguscioNessuna valutazione finora
- Filettatura Metrica Passo Grosso e Passo Fine - Forum Vespa Piaggio - LNX - VespaforeverDocumento7 pagineFilettatura Metrica Passo Grosso e Passo Fine - Forum Vespa Piaggio - LNX - VespaforeverantoniodellisantiNessuna valutazione finora
- 03 - Filettature Collegamenti Filettati PDFDocumento96 pagine03 - Filettature Collegamenti Filettati PDFCiro MoccardiNessuna valutazione finora
- Trucheck - It Laboratorio Di Tecnologia Meccanica RelazioneDocumento7 pagineTrucheck - It Laboratorio Di Tecnologia Meccanica RelazioneGiuseppe ZaccoNessuna valutazione finora
- BulloniDocumento10 pagineBulloniBrian NelsonNessuna valutazione finora
- Rullatura Delle Filettature Esterne PDFDocumento15 pagineRullatura Delle Filettature Esterne PDFclucchini_751669793Nessuna valutazione finora
- Lavorazioni MeccanicheDocumento73 pagineLavorazioni MeccanicheDino DolceNessuna valutazione finora
- Rullatura Delle Filettature EsterneDocumento15 pagineRullatura Delle Filettature Esternewilderness_666Nessuna valutazione finora
- Uni 5933 - 1988Documento5 pagineUni 5933 - 1988jack xieNessuna valutazione finora
- Citieffe Humeral NailDocumento40 pagineCitieffe Humeral Nailmisterx73Nessuna valutazione finora
- Riassunto Tecnologia Meccanica IDocumento28 pagineRiassunto Tecnologia Meccanica IEliaNessuna valutazione finora
- Tabelle FilettatureDocumento8 pagineTabelle FilettatureAnonymous r3MoX2ZMTNessuna valutazione finora
- Disegno Tecnico Industriale DragoniDocumento74 pagineDisegno Tecnico Industriale DragoniChristian VerniaNessuna valutazione finora
- Lezione n.10 Organi Di Trasmissione Del MotoDocumento18 pagineLezione n.10 Organi Di Trasmissione Del MotoPierre PapeenNessuna valutazione finora
- ELIOS Man - STRUTTURE - TETTO - PIANO - CON - PUNTELLO - 130105 PDFDocumento11 pagineELIOS Man - STRUTTURE - TETTO - PIANO - CON - PUNTELLO - 130105 PDFgiovanni_andreoli_1Nessuna valutazione finora
- Restauro Elementi LigneiDocumento41 pagineRestauro Elementi LigneiFabioNessuna valutazione finora
- ELIOS Man - SOPRA - TETTO - Inclinato - 230205 PDFDocumento8 pagineELIOS Man - SOPRA - TETTO - Inclinato - 230205 PDFgiovanni_andreoli_1Nessuna valutazione finora
- Bobinatrice A Nido DapiDocumento10 pagineBobinatrice A Nido DapinanostallmannNessuna valutazione finora
- 1-Gli Utensili Per La FORATURA e Calcolo Dei Relativi Parametri Di TaglioDocumento12 pagine1-Gli Utensili Per La FORATURA e Calcolo Dei Relativi Parametri Di TagliomarcopasottiNessuna valutazione finora
- 46030792esercitazione9 2Documento7 pagine46030792esercitazione9 2ManuelLentiNessuna valutazione finora
- 8 TolleranzeDimensionaliDocumento17 pagine8 TolleranzeDimensionalifelipoNessuna valutazione finora
- Filet Tatu ReDocumento11 pagineFilet Tatu ReBeppeNessuna valutazione finora
- 05 - Collegamenti Albero-Mozzo - DTIDocumento57 pagine05 - Collegamenti Albero-Mozzo - DTIAurelio PascoliNessuna valutazione finora
- Gear Milling - IT 221-01418 - 151115 - WEBDocumento20 pagineGear Milling - IT 221-01418 - 151115 - WEBenriconoveNessuna valutazione finora
- Taglio OrtogonaleDocumento30 pagineTaglio Ortogonalesalvatoretestini92Nessuna valutazione finora
- FilettatiDocumento27 pagineFilettatiDavid SmithNessuna valutazione finora
- Istruzioni FILIERE HABEGGERDocumento8 pagineIstruzioni FILIERE HABEGGERenzo reboldiNessuna valutazione finora
- Serie Trapezio Multistart Montesi PDFDocumento15 pagineSerie Trapezio Multistart Montesi PDFOvidiu ChertesNessuna valutazione finora
- Retti Fica TuraDocumento58 pagineRetti Fica TuraLorenzo MercurialiNessuna valutazione finora
- Alati RGDocumento19 pagineAlati RGpedjaNessuna valutazione finora
- Teoria Saldature Con EserciziDocumento24 pagineTeoria Saldature Con EserciziHernan MarianiNessuna valutazione finora
- PDF 4Documento16 paginePDF 4Sofia BertoliniNessuna valutazione finora
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- WEBINDEX Interactive ITDocumento440 pagineWEBINDEX Interactive ITIvano VerbiNessuna valutazione finora
- Coppia SerraggioDocumento1 paginaCoppia SerraggiofaccofaloppaNessuna valutazione finora
- Southco 96-50-500-50Documento11 pagineSouthco 96-50-500-50aNessuna valutazione finora
- Alioto Group SRL Funi SfogliabileDocumento52 pagineAlioto Group SRL Funi SfogliabileManoj Kumar PanigrahiNessuna valutazione finora
- Catalogo-Unificato VITI BULLONI PDFDocumento120 pagineCatalogo-Unificato VITI BULLONI PDFLuluka Apples0% (1)
- DTI 6CFU 18 Es07Documento3 pagineDTI 6CFU 18 Es07Cor corNessuna valutazione finora
- BERTOCCO - RaccordiDocumento81 pagineBERTOCCO - Raccordifolatun1Nessuna valutazione finora
- RISAMDocumento32 pagineRISAMcguillermosmNessuna valutazione finora
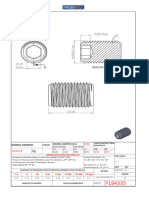
- Nominal Dimension: 38,95 38,92 General Notes When Not SpecifiedDocumento1 paginaNominal Dimension: 38,95 38,92 General Notes When Not SpecifiedDaniele Fazio MusicNessuna valutazione finora
- Vargus Main Italian Links-210311Documento332 pagineVargus Main Italian Links-210311Brian NelsonNessuna valutazione finora
- FilettaturaDocumento2 pagineFilettaturaNicolaSaviliNessuna valutazione finora
- 03 - Filettature Collegamenti Filettati PDFDocumento96 pagine03 - Filettature Collegamenti Filettati PDFCiro MoccardiNessuna valutazione finora
- 08 - Acciaio - Esempio Di Calcolo Di Un Giunto Di BaseDocumento9 pagine08 - Acciaio - Esempio Di Calcolo Di Un Giunto Di BaseDario MarcoraNessuna valutazione finora
- Emuge - CalibradoresDocumento34 pagineEmuge - CalibradoresFrancisco MacielNessuna valutazione finora
- Fischer Sistema Genius LightDocumento20 pagineFischer Sistema Genius Lightfischer Italia s.r.l.Nessuna valutazione finora