Potrebbero piacerti anche
- XP 500 - XP500A - Tmax2005 Manual MotorDocumento11 pagineXP 500 - XP500A - Tmax2005 Manual MotordemoracingeduNessuna valutazione finora
- Amply EL34PP 35wDocumento15 pagineAmply EL34PP 35wdisse_detiNessuna valutazione finora
- Rullatura Delle Filettature EsterneDocumento15 pagineRullatura Delle Filettature Esternewilderness_666Nessuna valutazione finora
- Rigging AlberoDocumento54 pagineRigging Alberoferea_sail100% (10)
- Dimensionamento Cilindro OleodinamicoDocumento5 pagineDimensionamento Cilindro Oleodinamicod_u_i_l_i_oNessuna valutazione finora
- 03 CatalogoCinghieTrapDocumento21 pagine03 CatalogoCinghieTrapFza natNessuna valutazione finora
- BulloniDocumento10 pagineBulloniBrian NelsonNessuna valutazione finora
- Speedy Block - SBcatalogo2016 PDFDocumento84 pagineSpeedy Block - SBcatalogo2016 PDFArafun TamimNessuna valutazione finora
- Manuale Di Meccanica (Pdfdrive) - 1074-1336Documento148 pagineManuale Di Meccanica (Pdfdrive) - 1074-1336riccardo gasparottoNessuna valutazione finora
- Valvole EHD, EHS Ed EHT Fisher R Da 1-1/2 X 1 A 8 X 6 PolliciDocumento52 pagineValvole EHD, EHS Ed EHT Fisher R Da 1-1/2 X 1 A 8 X 6 PolliciGustavo PalaciosNessuna valutazione finora
- NORVALDocumento16 pagineNORVALdanieleNessuna valutazione finora
- Lez 3 Le Unioni Bullonate e SaldateDocumento41 pagineLez 3 Le Unioni Bullonate e SaldateAnonymous tmRaHhNessuna valutazione finora
- Rullatura Delle Filettature Esterne PDFDocumento15 pagineRullatura Delle Filettature Esterne PDFclucchini_751669793Nessuna valutazione finora
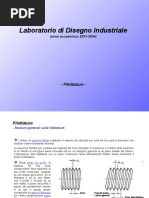
- FilettatureDocumento25 pagineFilettatureoslatNessuna valutazione finora
- 5 - Filettature e Collegamenti FilettatiDocumento34 pagine5 - Filettature e Collegamenti FilettatikerambitNessuna valutazione finora
- Manuale Montaggio Barre Dywidag AderentiDocumento54 pagineManuale Montaggio Barre Dywidag Aderentimichele inguscioNessuna valutazione finora
- Capitolo 7Documento62 pagineCapitolo 7nonwolfNessuna valutazione finora
- Edge Scraper RB ItalianDocumento10 pagineEdge Scraper RB ItalianMick StringerNessuna valutazione finora
- 1 Collegament FilettatiDocumento47 pagine1 Collegament FilettatiGianni CiavattaNessuna valutazione finora
- Disegno RiassuntoDocumento16 pagineDisegno RiassuntoTeofilo DedietroNessuna valutazione finora
- FilettatureDocumento26 pagineFilettatureDavid SmithNessuna valutazione finora
- Ols 160HPDocumento28 pagineOls 160HPValourdos LukasNessuna valutazione finora
- Collaudo Mile Plus Sm047Documento22 pagineCollaudo Mile Plus Sm047Juan Felipe Forero CorchueloNessuna valutazione finora
- Appunti FilettatureDocumento12 pagineAppunti Filettatureevaposteraro99Nessuna valutazione finora
- Esab ManualDocumento5 pagineEsab ManualHolger UrbanNessuna valutazione finora
- Cabeçotes Angulares Fixos A 45 GrausDocumento10 pagineCabeçotes Angulares Fixos A 45 GrausJoão Batista Dias Alves JuniorNessuna valutazione finora
- Stage 3 Alat ItalijanskiDocumento259 pagineStage 3 Alat Italijanskigalaxy63Nessuna valutazione finora
- OKF-OKFA Ita 81494EDocumento13 pagineOKF-OKFA Ita 81494EMarioNessuna valutazione finora
- Viti e BulloniDocumento10 pagineViti e BulloniAngela ScottNessuna valutazione finora
- 11 FilettatureECollegamentiFilettati PDFDocumento15 pagine11 FilettatureECollegamentiFilettati PDFalessandroNessuna valutazione finora
- CuscinettiDocumento68 pagineCuscinettiMarioTodiscoNessuna valutazione finora
- Valvole PDFDocumento24 pagineValvole PDFkey_maker1984Nessuna valutazione finora
- FilettatureDocumento53 pagineFilettatureCosimo BruzzeseNessuna valutazione finora
- Giuliani - Vestizione MC-1Documento58 pagineGiuliani - Vestizione MC-1Lauro BonanniNessuna valutazione finora
- Braccio Macchina Escavatrice - CamuraniDocumento22 pagineBraccio Macchina Escavatrice - CamuraniMarco MuratoreNessuna valutazione finora
- Lezione 23 Ponti (Giunti Bullonati)Documento59 pagineLezione 23 Ponti (Giunti Bullonati)pierpaolorossiNessuna valutazione finora
- Emuge - CalibradoresDocumento34 pagineEmuge - CalibradoresFrancisco MacielNessuna valutazione finora
- Catalog Speedy Block 2012Documento72 pagineCatalog Speedy Block 2012il26Nessuna valutazione finora
- Uni 5933 - 1988Documento5 pagineUni 5933 - 1988jack xieNessuna valutazione finora
- Manuale - Ruger Precisi 184006Documento16 pagineManuale - Ruger Precisi 184006Simone saccaniNessuna valutazione finora
- OMAP MandriniDocumento40 pagineOMAP MandriniMassimo MoroniNessuna valutazione finora
- Viti A Ricircolo Di SfereDocumento17 pagineViti A Ricircolo Di SfereFloriano SalviNessuna valutazione finora
- Acciaio Giunti BullonatiDocumento60 pagineAcciaio Giunti BullonatiLuciano MongelliNessuna valutazione finora
- GP4 Ita-Eng PDFDocumento18 pagineGP4 Ita-Eng PDFjuan manuel sierra solisNessuna valutazione finora
- Filettature ECollegamenti FilettatiDocumento15 pagineFilettature ECollegamenti FilettatiantoniodellisantiNessuna valutazione finora
- Mastering the Art of Soldering - IT r03.CleanedDocumento48 pagineMastering the Art of Soldering - IT r03.CleanedFrancesco BandieraNessuna valutazione finora
- BullDocumento10 pagineBullsignormitariNessuna valutazione finora
- Manuale ISO A3502Documento12 pagineManuale ISO A3502Pierpaolo PaniNessuna valutazione finora
- I Difetti Superficiali Della Vergella in Acciaio InoxDocumento22 pagineI Difetti Superficiali Della Vergella in Acciaio InoxWilliam TeggiNessuna valutazione finora
- Saldatrice CeboraDocumento8 pagineSaldatrice CeboraTessa HernandezNessuna valutazione finora
- 5 Tornitura - Cap - 14-15 QS v5Documento42 pagine5 Tornitura - Cap - 14-15 QS v5Matteo Genovese100% (2)
- Infinity Catalogue 2013 LowDocumento48 pagineInfinity Catalogue 2013 LowherrerafaridNessuna valutazione finora
- Appunti Vibrazioni TorsionaliDocumento12 pagineAppunti Vibrazioni Torsionalid4v1d3-1Nessuna valutazione finora
- Brache Acciaio Per SollevamentoDocumento18 pagineBrache Acciaio Per SollevamentoslowmosquitoNessuna valutazione finora
- Modalità Di Regolazione Ed AttuatoriDocumento52 pagineModalità Di Regolazione Ed AttuatoriAquos78Nessuna valutazione finora
- Acciaio Dolce - SaldaturaDocumento15 pagineAcciaio Dolce - SaldaturaLorenzo LupiNessuna valutazione finora
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- Guida A PCSX2 - L'Emulatore Della Play Station 2Documento10 pagineGuida A PCSX2 - L'Emulatore Della Play Station 2Daniele100% (1)
- Calcolo Risparmio Energetico Cappotto Infissi Pannelli SolariDocumento462 pagineCalcolo Risparmio Energetico Cappotto Infissi Pannelli SolariFederico AgostiNessuna valutazione finora
- Trasduttori Per La Rilevazione Di Velocità e PosizioneDocumento16 pagineTrasduttori Per La Rilevazione Di Velocità e PosizioneManotti AndreaNessuna valutazione finora
- Dalla Manutenibilità Alla Manutenzione PDFDocumento8 pagineDalla Manutenibilità Alla Manutenzione PDFpoketupiNessuna valutazione finora
- DIKOMcat07-part1 InddDocumento16 pagineDIKOMcat07-part1 InddEugenio Flajani GalliNessuna valutazione finora
- Elettronica-Applicata PDFDocumento162 pagineElettronica-Applicata PDFVincenzo CerbinoNessuna valutazione finora