Potrebbero piacerti anche
- Circuiti DinamiciDocumento32 pagineCircuiti DinamiciAlfio AlfiniNessuna valutazione finora
- Dispensa Esercizi 01Documento45 pagineDispensa Esercizi 01xevni100% (1)
- Esercizi ElettrotecnicaDocumento28 pagineEsercizi ElettrotecnicaTizio Caio SempronioNessuna valutazione finora
- Costruzione Macchine Vol1Documento177 pagineCostruzione Macchine Vol1silvano andornoNessuna valutazione finora
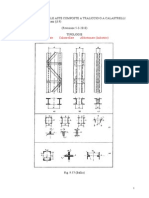
- Lezione16 Aste ComposteDocumento18 pagineLezione16 Aste ComposteAndreaMercuriNessuna valutazione finora
- Bipoli ImpulsiviDocumento44 pagineBipoli ImpulsiviAlfio AlfiniNessuna valutazione finora
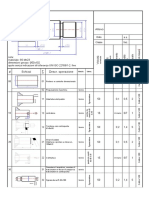
- Esercitazione 2013-2014 - Mathcad Plinto AltoDocumento8 pagineEsercitazione 2013-2014 - Mathcad Plinto AltoPaoloNessuna valutazione finora
- Scheda Progettazione Meccanica AlberoDocumento7 pagineScheda Progettazione Meccanica Alberomgualdi100% (1)
- Manuale Di SopravvivenzaDocumento160 pagineManuale Di Sopravvivenzamatteo2009Nessuna valutazione finora
- Calcolo Elettrico Delle Linee ElettricheDocumento19 pagineCalcolo Elettrico Delle Linee ElettrichegreghesNessuna valutazione finora
- Tecniche Di Difesa InformaticaDocumento240 pagineTecniche Di Difesa InformaticaPiotr Longo50% (2)
- Calcolo Trave LegnoDocumento19 pagineCalcolo Trave LegnoEduardo BarberaNessuna valutazione finora
- Costruzioni Di AcciaioDocumento28 pagineCostruzioni Di AcciaioMario MereniNessuna valutazione finora
- Serraggio Viti Collegamenti FilettatiDocumento28 pagineSerraggio Viti Collegamenti FilettatiSte Z0% (1)
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- Esercizi TRDocumento8 pagineEsercizi TRGiuseppe CaliendoNessuna valutazione finora
- Dispense Costruzione Di Macchine Vol.1 - AndornoDocumento211 pagineDispense Costruzione Di Macchine Vol.1 - AndornoAnonymous f3iGLjx100% (1)
- Teorema Fortesque PDFDocumento24 pagineTeorema Fortesque PDFMarco Narco TorreNessuna valutazione finora
- CatenariaDocumento24 pagineCatenariaLorenzo LupiNessuna valutazione finora
- 3 - Boccia KPI - BSC - ModelliDocumento56 pagine3 - Boccia KPI - BSC - Modellimatteo2009Nessuna valutazione finora
- (Ebook-Norme) UNI en ISO 12944-4 (2001) Pitture Vernici. Protezione Corrosione Strutture Acciaio Verniciatura. Tipi Superficie PreparazioneDocumento29 pagine(Ebook-Norme) UNI en ISO 12944-4 (2001) Pitture Vernici. Protezione Corrosione Strutture Acciaio Verniciatura. Tipi Superficie PreparazionesinetemporeNessuna valutazione finora
- Messa A TerraDocumento198 pagineMessa A Terramatteo2009Nessuna valutazione finora
- Regime SinusoidaleDocumento10 pagineRegime SinusoidaleGior GioNessuna valutazione finora
- Foglio Di Lav Tornitura A Gradini 16 17 1 - PDFDocumento2 pagineFoglio Di Lav Tornitura A Gradini 16 17 1 - PDFEnache PetruNessuna valutazione finora
- Dispense Costruzione Di Macchine Vol.1 - AndornoDocumento211 pagineDispense Costruzione Di Macchine Vol.1 - AndornoPierluigi RomanoNessuna valutazione finora
- Slide 1 - Esercizi Svolti FaticaDocumento38 pagineSlide 1 - Esercizi Svolti FaticaPierluigi MarinoNessuna valutazione finora
- Colp ArieteDocumento40 pagineColp ArieteFolpoNessuna valutazione finora
- 06-Tensioni Nelle Travi V1-6Documento33 pagine06-Tensioni Nelle Travi V1-6Alessandro Riposi100% (1)
- MOTORIDocumento36 pagineMOTORImatteo2009Nessuna valutazione finora
- Teoria FilettatureDocumento30 pagineTeoria FilettatureFrank SciallaNessuna valutazione finora
- Acciaio 06Documento15 pagineAcciaio 06David SmithNessuna valutazione finora
- Trasduttore PiezolelettricoDocumento14 pagineTrasduttore PiezolelettricoinblindwetrustNessuna valutazione finora
- Tecnica01 Appunti Acciaio 2 Di 3Documento26 pagineTecnica01 Appunti Acciaio 2 Di 3Willi WonkaNessuna valutazione finora
- 1726 - Esercitazione 3 2014-15Documento2 pagine1726 - Esercitazione 3 2014-15Roberto MekhailNessuna valutazione finora
- Flessione RettaDocumento57 pagineFlessione RettaDavide MaranoNessuna valutazione finora
- Lezione 15 Strutture (Giunti Saldati)Documento46 pagineLezione 15 Strutture (Giunti Saldati)Marco PlebaniNessuna valutazione finora
- EstensimetriDocumento154 pagineEstensimetrizibibbo88Nessuna valutazione finora
- Viti e Bulloni - AMODDocumento12 pagineViti e Bulloni - AMODthehendrixNessuna valutazione finora
- Cap EstensimetriDocumento7 pagineCap EstensimetriArmando_84Nessuna valutazione finora
- Verifica Trave Composta SaldataDocumento4 pagineVerifica Trave Composta Saldataannina285Nessuna valutazione finora
- ECM 7 Collegamenti Saldati EurocodiceDocumento18 pagineECM 7 Collegamenti Saldati EurocodiceodormicchiNessuna valutazione finora
- Verifica Collegamenti SaldatiDocumento8 pagineVerifica Collegamenti Saldatiflanker76Nessuna valutazione finora
- Collegamenti Bullonati e SaldatiDocumento7 pagineCollegamenti Bullonati e SaldatiAlejandro CarosiNessuna valutazione finora
- 21 VitiBulloniSerraggiDocumento9 pagine21 VitiBulloniSerraggicastibraNessuna valutazione finora
- Calcolo Fasciami Cilindrici - Confronto NormeDocumento14 pagineCalcolo Fasciami Cilindrici - Confronto Normemarcopasotti100% (1)
- Generalità Sui GanciDocumento8 pagineGeneralità Sui Gancialigi33Nessuna valutazione finora
- 7 Capitolo ElettrotecnicaDocumento4 pagine7 Capitolo Elettrotecnicaericaschembri2003Nessuna valutazione finora
- Tubo WehneltDocumento4 pagineTubo WehneltJessica MorrisNessuna valutazione finora
- Prova IdraulicaDocumento13 pagineProva IdraulicaFloriano SalviNessuna valutazione finora
- SCH Giunto Ortogonale 2 Bulloni PDFDocumento18 pagineSCH Giunto Ortogonale 2 Bulloni PDFTufano GrossoNessuna valutazione finora
- La Verifica Agli Stati Limite Delle Unioni in Legno PDFDocumento10 pagineLa Verifica Agli Stati Limite Delle Unioni in Legno PDFAlessandro MenichelliNessuna valutazione finora
- L15 Alette RaffreddamentoDocumento26 pagineL15 Alette RaffreddamentoRebecca GufiNessuna valutazione finora
- Esercizi Risolti 2Documento3 pagineEsercizi Risolti 2Corrado MulasNessuna valutazione finora
- Costruzioni in Acciaio Carico Di Punta Aste ComposteDocumento18 pagineCostruzioni in Acciaio Carico Di Punta Aste CompostebeppeNessuna valutazione finora
- Appunti Taglio Nel C.A. - Prof. de LucaDocumento30 pagineAppunti Taglio Nel C.A. - Prof. de LucaSergio grilloNessuna valutazione finora
- SpiceDocumento7 pagineSpiceBooksNessuna valutazione finora
- Dispense Ribani GDocumento171 pagineDispense Ribani GRanieri BenčićNessuna valutazione finora
- 06-Tensioni Nelle Travi V1-6Documento33 pagine06-Tensioni Nelle Travi V1-6staedtlerpNessuna valutazione finora
- Collegamenti Filettati HTTP Corsiadistanza Polito ItDocumento28 pagineCollegamenti Filettati HTTP Corsiadistanza Polito ItantoniodellisantiNessuna valutazione finora
- Lezione 23Documento11 pagineLezione 23Basette BasetteNessuna valutazione finora
- Telaio Metodo Matriciale (Fabio Di Trapani)Documento17 pagineTelaio Metodo Matriciale (Fabio Di Trapani)Raducanu TheodorNessuna valutazione finora
- Esercizi di fisica per licei: onde, ottica e elettromagnetismoDa EverandEsercizi di fisica per licei: onde, ottica e elettromagnetismoNessuna valutazione finora
- La seconda prova di matematica e fisica: svolgimento commentato delle prove ufficiali 2019Da EverandLa seconda prova di matematica e fisica: svolgimento commentato delle prove ufficiali 2019Nessuna valutazione finora
- Esercizi di fisica: fisica nucleare e fisica della materiaDa EverandEsercizi di fisica: fisica nucleare e fisica della materiaValutazione: 5 su 5 stelle5/5 (1)
- Dimensionamento CaviDocumento48 pagineDimensionamento Cavimatteo2009100% (1)
- Tracciatura Calcolo PotenzaDocumento4 pagineTracciatura Calcolo Potenzamatteo2009Nessuna valutazione finora
- 05 PLC Architettura 2Documento34 pagine05 PLC Architettura 2matteo2009Nessuna valutazione finora
- Cortem Group - Guida Al Mondo ExDocumento82 pagineCortem Group - Guida Al Mondo Exmatteo2009Nessuna valutazione finora
- s7 SWR e it-ITDocumento116 pagines7 SWR e it-ITmatteo2009Nessuna valutazione finora
- 61 Feam Tfii ItaDocumento2 pagine61 Feam Tfii Itamatteo2009Nessuna valutazione finora
- Applicazione Della Direttiva Europea Sulle Macchine: Sicurezza Funzionale Di Macchine e ImpiantiDocumento25 pagineApplicazione Della Direttiva Europea Sulle Macchine: Sicurezza Funzionale Di Macchine e Impiantimatteo2009Nessuna valutazione finora
- 1 - CaviDocumento17 pagine1 - Cavimatteo2009Nessuna valutazione finora
- Catalogo Tecnofuni Ganci Sollevamento-Uso Manutenzione e ControlloDocumento62 pagineCatalogo Tecnofuni Ganci Sollevamento-Uso Manutenzione e Controllomatteo2009Nessuna valutazione finora
- Tesi Giuseppe TrinciaDocumento87 pagineTesi Giuseppe Trinciamatteo2009Nessuna valutazione finora
- Pastellone Colored With Terre Stucco ItalianoDocumento3 paginePastellone Colored With Terre Stucco ItalianoClara PolistenaNessuna valutazione finora
- SiderurgiaDocumento30 pagineSiderurgiaRevisauto MecanicaNessuna valutazione finora
- STD STDXDocumento1 paginaSTD STDXfranciscoelcapoNessuna valutazione finora
- 4 - Saturazione OperatoreDocumento19 pagine4 - Saturazione OperatoreGianmarco MarroccoNessuna valutazione finora