Potrebbero piacerti anche
- LEONHARDT - II - Casi Speciali Di Dimension Amen To Nelle CostruzioniDocumento152 pagineLEONHARDT - II - Casi Speciali Di Dimension Amen To Nelle CostruzioniJohn Millo100% (2)
- Jet Storia by PacchiosiDocumento151 pagineJet Storia by PacchiosiMatteoTrigliaReatoNessuna valutazione finora
- Stabilizzazione Di Terre Con Trattamenti A Calce e CementoDocumento8 pagineStabilizzazione Di Terre Con Trattamenti A Calce e CementofilippoNessuna valutazione finora
- MASSETTI - Quaderno Tecnico MAPEI PDFDocumento35 pagineMASSETTI - Quaderno Tecnico MAPEI PDFsofficina sofiaNessuna valutazione finora
- Manuale Sul Fai Da Te: MuratureDocumento30 pagineManuale Sul Fai Da Te: Muraturehari seldonNessuna valutazione finora
- Getti Massivi PDFDocumento18 pagineGetti Massivi PDFroccia1989Nessuna valutazione finora
- Calcestruzzo Con FillerDocumento12 pagineCalcestruzzo Con FillerRoberto MuselliNessuna valutazione finora
- Muselli Cls DrenanteDocumento14 pagineMuselli Cls DrenanteRoberto MuselliNessuna valutazione finora
- ProveDocumento15 pagineProvepasquale marzanoNessuna valutazione finora
- Cono de MarshDocumento9 pagineCono de MarshEJoelMozoLNessuna valutazione finora
- 37489-Lezione 5 - Le Deformazioni Lente Del ConglomeratoDocumento103 pagine37489-Lezione 5 - Le Deformazioni Lente Del Conglomeratocarlo.doimoNessuna valutazione finora
- 14 - Altri Costituenti Del CalcestruzzoDocumento20 pagine14 - Altri Costituenti Del CalcestruzzoRosario FedeleNessuna valutazione finora
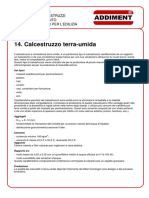
- Calcestruzzo Terra - UmidaDocumento5 pagineCalcestruzzo Terra - UmidaangelNessuna valutazione finora
- Durabilita Sostenibilita Cls Alte Prestazioni Cenere Volante Esposti A Cicli GelodisgeloDocumento8 pagineDurabilita Sostenibilita Cls Alte Prestazioni Cenere Volante Esposti A Cicli Gelodisgelostudio_rdNessuna valutazione finora
- Realizzazione Strada in Terra StabilizzataDocumento7 pagineRealizzazione Strada in Terra Stabilizzatapasquale marzanoNessuna valutazione finora
- Cls MarinoDocumento3 pagineCls MarinoFabrizio MansuetoNessuna valutazione finora
- Pavimentazioni AntigeloDocumento9 paginePavimentazioni AntigeloEmanuele MastrangeloNessuna valutazione finora
- Linee Guida Sul Calcestruzzo StrutturaleDocumento34 pagineLinee Guida Sul Calcestruzzo StrutturaleevvivaevvivaevvaiNessuna valutazione finora
- Consolidamento Terre Con CalceDocumento11 pagineConsolidamento Terre Con CalcezpcciiwkNessuna valutazione finora
- TESINA-TECNOLOGIA Self Compact Concrete - Parte 3Documento23 pagineTESINA-TECNOLOGIA Self Compact Concrete - Parte 3AndreaNessuna valutazione finora
- 3 Material IDocumento62 pagine3 Material Ijessica borrielloNessuna valutazione finora
- Mix DesignDocumento22 pagineMix DesignGiotaroNessuna valutazione finora
- Calcestruzzo FrescoDocumento51 pagineCalcestruzzo FrescoTerziani SRL Terziani SRLNessuna valutazione finora
- Maurizio LenziDocumento198 pagineMaurizio LenziTerziani SRL Terziani SRLNessuna valutazione finora
- CLSDocumento26 pagineCLSvirgus87Nessuna valutazione finora
- Guida Alla Classe Di Consistenza PDFDocumento16 pagineGuida Alla Classe Di Consistenza PDFgigingNessuna valutazione finora
- Studio Di Miscele Per Strati Di UsuraDocumento8 pagineStudio Di Miscele Per Strati Di UsuraEmanuele MastrangeloNessuna valutazione finora
- AggregatiDocumento66 pagineAggregatilucaNessuna valutazione finora
- Guida Alla Classe Di Consistenza Del CalcestruzzoDocumento16 pagineGuida Alla Classe Di Consistenza Del CalcestruzzoivancavNessuna valutazione finora
- Additivi X HPC HSCDocumento26 pagineAdditivi X HPC HSCTerziani SRL Terziani SRLNessuna valutazione finora
- Linee Guida Per La Prescrizione Delle Opere in Cemento ArmatoDocumento38 pagineLinee Guida Per La Prescrizione Delle Opere in Cemento ArmatoGiacomo GiNessuna valutazione finora
- 7-CLS e AggregatiDocumento66 pagine7-CLS e AggregatiDavide TetiNessuna valutazione finora
- Il CalcestruzzoDocumento6 pagineIl CalcestruzzoFrancesco VescioNessuna valutazione finora
- 07 - Materiali LegantiDocumento28 pagine07 - Materiali LegantiAndrea Vito FortunatoNessuna valutazione finora
- 9 Mix DesignDocumento13 pagine9 Mix DesignandreaNessuna valutazione finora
- Calcestruzzi Gettati in OperaDocumento22 pagineCalcestruzzi Gettati in OperasalvatorgabrieleNessuna valutazione finora
- RELAZIONE SUI MATERIALI Plinto E70Documento2 pagineRELAZIONE SUI MATERIALI Plinto E70czauri100% (1)
- Presentazione Tesi Sara FalangoneDocumento52 paginePresentazione Tesi Sara FalangoneBeppe MaranoNessuna valutazione finora
- Tecnologia Del ConcretoDocumento35 pagineTecnologia Del Concretoroberth augusto oliveros chavezNessuna valutazione finora
- 80 60-20-15 Risanamento Calcestruzzo 2020Documento8 pagine80 60-20-15 Risanamento Calcestruzzo 2020Salvatore LombardoNessuna valutazione finora
- Calcestruzzo Leggero e EPSDocumento38 pagineCalcestruzzo Leggero e EPSLuca DonadioNessuna valutazione finora
- Cemento PortlandDocumento41 pagineCemento PortlandStepan Mark Pietrek100% (1)
- Tubazioni in Gres Linee GuidaDocumento104 pagineTubazioni in Gres Linee GuidavaleriobiancoNessuna valutazione finora
- Emaco s55 Ago-06Documento0 pagineEmaco s55 Ago-06dp75Nessuna valutazione finora
- 9 Calcestruzzo Per Getti MassiviDocumento3 pagine9 Calcestruzzo Per Getti MassiviFilippo Alessandro Nicola PalazzoloNessuna valutazione finora
- Catalogo Pavimentazioni Definitivo ItaDocumento20 pagineCatalogo Pavimentazioni Definitivo ItaGianfranco StellatoNessuna valutazione finora
- Tecniche Di Miglioramento Dei TerreniDocumento31 pagineTecniche Di Miglioramento Dei TerreniGiuseppe Di PalmaNessuna valutazione finora
- Mapei PZ500Documento4 pagineMapei PZ500st_calvoNessuna valutazione finora
- Manuale CalcestruzzoDocumento84 pagineManuale CalcestruzzoDavide Erprof AmatiNessuna valutazione finora
- I.6.3 Fase Di Produzione Dei Giacimenti-Decisione Di AbbandoDocumento8 pagineI.6.3 Fase Di Produzione Dei Giacimenti-Decisione Di AbbandoMarco DonatielloNessuna valutazione finora
- VibroflottazioneDocumento10 pagineVibroflottazionePippo CarusoNessuna valutazione finora
- 1925 Cat Tecnico Web PDFDocumento34 pagine1925 Cat Tecnico Web PDFGianni FeltriNessuna valutazione finora
- CALINTO Scheda Tecnica Italiana PDFDocumento2 pagineCALINTO Scheda Tecnica Italiana PDFk1321Nessuna valutazione finora
- Riciclaggio Pavimentazioni StradaliDocumento15 pagineRiciclaggio Pavimentazioni StradaliDavide FerrareseNessuna valutazione finora
- Brochure CottoBloc 2014Documento16 pagineBrochure CottoBloc 2014SolavaspaNessuna valutazione finora
- Strutture Di Calcestruzzo Errata CorrigeDocumento45 pagineStrutture Di Calcestruzzo Errata CorrigeAnonymous 7Lej8CKcTaNessuna valutazione finora
- Resistenza Del Calcestruzzo Alla Penetrazione Dell'AcquaDocumento10 pagineResistenza Del Calcestruzzo Alla Penetrazione Dell'AcquaPippo FrancoNessuna valutazione finora
- Relazione Smaltimento AcqueDocumento4 pagineRelazione Smaltimento AcqueStefano PagliaruloNessuna valutazione finora
- Tijolo Ceramico PDFDocumento2 pagineTijolo Ceramico PDFCrislaneAndersonNovaesNessuna valutazione finora
- Sfioratori Fast2020 CGDocumento48 pagineSfioratori Fast2020 CGFederico PiccoliNessuna valutazione finora
- Scheda Sicurezza Brake Fluid DOT4Documento11 pagineScheda Sicurezza Brake Fluid DOT4Federico PiccoliNessuna valutazione finora
- Quaderno Di Progettazione 5 - Unioni Saldate - Parte1Documento27 pagineQuaderno Di Progettazione 5 - Unioni Saldate - Parte1Federico PiccoliNessuna valutazione finora
- Manuale SISMICA CompilatoreDocumento65 pagineManuale SISMICA CompilatoreFederico PiccoliNessuna valutazione finora
- 14 Fondazioni SuperficialiDocumento56 pagine14 Fondazioni SuperficialifabriziaclaudiaNessuna valutazione finora
- Cap7 SolaiDocumento9 pagineCap7 Solaicinzia balcaiciNessuna valutazione finora
- Travi e PilastriDocumento14 pagineTravi e PilastriMichele ColonnaNessuna valutazione finora
- British Standards 1Documento48 pagineBritish Standards 1JNessuna valutazione finora
- pr152 Ponti A Sbalzo Con Sezione A CassoneDocumento1 paginapr152 Ponti A Sbalzo Con Sezione A CassoneGiuseppe Di RuoccoNessuna valutazione finora
- Taglio Torsione CADocumento95 pagineTaglio Torsione CAbosnia76Nessuna valutazione finora
- Costruzioni in Acciaio Carico Di Punta Aste ComposteDocumento18 pagineCostruzioni in Acciaio Carico Di Punta Aste CompostebeppeNessuna valutazione finora
- Quaderni Progettazione Strutturale 01Documento19 pagineQuaderni Progettazione Strutturale 01Gian PaoloNessuna valutazione finora