Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Manuale Tornio Clipper Fanuc PDF
Caricato da
nicola.moTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Manuale Tornio Clipper Fanuc PDF
Caricato da
nicola.moCopyright:
Formati disponibili
Manuale di
programmazione
torni con CN Fanuc
R.F. CELADA
email: giorgio.cerberi@celada.it
Ver. 25.01.2008
R.F. Celada S.p.A.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
2
R.F. Celada S.p.A.
PREMESSA
Da leggere prima di iniziare la consultazione del seguente manuale :
1. Questo manuale serve solo come aiuto veloce, per la descrizione dettagliata di tutte le
operazioni riferirsi ai manuali forniti con la macchina.
2. Il tornio, utilizzato in modo improprio, pu risultare altamente pericoloso, quindi leggere tutte
le informazioni relative alla sicurezza prima di utilizzare il tornio.
3. Per i codici M o G, che come primo numero hanno lo 0, si pu evitare di scrivere tale numero
senza cambiare di significato al codice stesso. Quindi scrivere G00 o G0 e M03 o M3 la
stessa cosa.
4. Alcuni codici M o G sono modali, cio rimangono attivi finch non vengono annullati da altri
codici dello stesso tipo, altri non sono modali e quindi sono attivi solo nel blocco in cui sono
scritti.
5. Il seguente manuale fornisce notizie su quasi tutti i codici G disponibili con un CN Fanuc della
serie 0/16/18/21: questo non significa che tutte le macchine con il CN Fanuc hanno attivate tutte
le funzioni, in quanto le stesse potrebbero essere delle opzioni attivabili in qualsiasi momento
previo pagamento.
6. Il parametro (CLR)3402.6=1 ripristina tutti i codici G attivi allaccensione.
7. Il presente manuale utilizza le quote espresse in MM, quindi presuppone che i controlli della
serie 16/18/21 abbiano il parametro (DPI) 3401.0 =1 e i controlli della serie 0 abbiano il
parametro (NPRD) 16.3 = 1 , quindi la quota 1 vuol dire un mm e non un millesimo, nel caso i
parametri siano a 0 per programmare un mm digitare 1. o 1.0.
8. Nel seguente manuale tutti i codici G di TIPO B saranno messi tra parentesi tonde dopo il
codice corrispondente di TIPO A come segue :
G50(G92) S1000
...
9. Lautore del presente manuale e la R.F. Celada S.p.A. non si assumono nessuna
responsabilit su danni causati a persone o cose derivanti dalluso non responsabile del
presente manuale, usare tutte le precauzioni possibili per evitare qualsiasi problema.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
3
R.F. Celada S.p.A.
SOMMARIO
PARTE I PROGRAMMAZIONE
1 GENERALE .................................................................................................................................................................... 9
1.1 MOVIMENTO ASSI E PIANI DI LAVORO ....................................................................................................................... 9
1.1.1 Tornio orizzontale ............................................................................................................................................ 9
1.1.2 Piano di lavoro................................................................................................................................................. 9
1.1.3 Tornio orizzontale tipo Harrison ................................................................................................................... 10
1.1.4 Tornio verticale.............................................................................................................................................. 10
1.1.5 Definizione utensile destro o sinistro e tipo lavorazioni ................................................................................ 11
1.2 FORMULE CALCOLO PARAMETRI DI LAVORO ........................................................................................................... 12
1.3 FORMULE TRIGONOMETRICHE................................................................................................................................. 13
1.4 INDIRIZZI PRINCIPALI .............................................................................................................................................. 14
1.4.1 Tipi di indirizzi ............................................................................................................................................... 14
1.4.2 Esempi............................................................................................................................................................ 14
1.5 CODICI G ................................................................................................................................................................ 15
1.5.1 Codici di tipo A (Hwacheon, Harrison, Star, You Ji, Hardinge) ................................................................... 15
1.5.2 Codici di tipo B (solo differenze) (Colchester)............................................................................................... 16
1.5.3 Tipo di Codici G attivi.................................................................................................................................... 16
1.6 CODICI M................................................................................................................................................................ 17
1.6.1 Codici M per Hwacheon ................................................................................................................................ 17
1.6.2 Codici M per Colchester ................................................................................................................................ 19
1.6.3 Codici M per Harrison................................................................................................................................... 21
1.6.4 Codici M per You Ji ....................................................................................................................................... 22
1.6.5 Codici M per Femco....................................................................................................................................... 24
1.6.6 Codici M per Hardinge .................................................................................................................................. 25
1.6.7 Codici M per Hardinge con contromandrino e asse Y................................................................................... 27
1.6.8 Codici M per Takahashi mod. LD65 .............................................................................................................. 29
2 CHIAMATA UTENSILE.............................................................................................................................................. 30
2.1 CHIAMATA UTENSILE .............................................................................................................................................. 30
2.2 TABELLA UTENSILI ................................................................................................................................................. 30
2.3 POSIZIONE DI CAMBIO UTENSILE ............................................................................................................................. 30
3 DEFINIZIONE VELOCITA........................................................................................................................................ 32
3.1 CODICE LIMITI NUMERO DI GIRI .............................................................................................................................. 32
3.2 CODICE DEFINIZIONE VELOCIT .............................................................................................................................. 32
3.3 CODICE DEFINIZIONE AVANZAMENTO ..................................................................................................................... 32
4 PROGRAMMAZIONE PROFILI ................................................................................................................................. 33
4.1 MOVIMENTI ASSOLUTI E INCREMENTALI ................................................................................................................. 33
4.1.1 Esempio n1 ................................................................................................................................................... 33
4.2 MOVIMENTI LINEARI ............................................................................................................................................... 34
4.2.1 Esempio n2 ................................................................................................................................................... 34
4.3 SMUSSI E RACCORDI ................................................................................................................................................ 36
4.3.1 Esempio n3 ................................................................................................................................................... 36
4.3.2 Esempio n4 ................................................................................................................................................... 36
4.4 ANGOLI ................................................................................................................................................................... 37
4.4.1 Esempio n5 ................................................................................................................................................... 37
4.5 ESEMPIO N 6 (SMUSSI, RACCORDI E ANGOLI) ......................................................................................................... 38
4.6 MOVIMENTI CIRCOLARI .......................................................................................................................................... 39
4.6.1 Cerchio con R ............................................................................................................................................. 39
4.6.2 Cerchio con I K ....................................................................................................................................... 40
4.7 COMPENSAZIONE RAGGIO ....................................................................................................................................... 41
4.7.1 Descrizione quadrante utensile ...................................................................................................................... 43
4.8 ESEMPIO N9........................................................................................................................................................... 44
5 SOTTOPROGRAMMI.................................................................................................................................................. 46
5.1 SOTTOPROGRAMMA ESTERNO AL PROGRAMMA PRINCIPALE ................................................................................... 46
5.2 FINE SOTTOPROGRAMMA ........................................................................................................................................ 46
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
4
R.F. Celada S.p.A.
5.3 RICHIAMO SOTTOPROGRAMMA ESTERNO ................................................................................................................ 47
5.4 RICHIAMO DI PI VOLTE DI UN SOTTOPROGRAMMA ................................................................................................ 47
5.5 ANNIDAMENTI ........................................................................................................................................................ 47
5.6 RICHIAMO DI UN SOTTOPROGRAMMA DA UNA MEMORIA ESTERNA ......................................................................... 48
5.7 ESEMPIO DI PROGRAMMA PER 3 PEZZI CONSECUTIVI ............................................................................................... 49
6 CICLI FISSI .................................................................................................................................................................. 51
6.1 ELENCO CICLI FISSI ................................................................................................................................................. 51
6.2 CICLO FISSO DI FORATURA G83 .............................................................................................................................. 52
6.3 CICLO FISSO DI ALESATURA G85............................................................................................................................. 53
6.4 CICLO FISSO DI MASCHIATURA G84(OPZIONE) O G32(G33).................................................................................... 54
6.5 CICLO DI TORNITURA LONGITUDINALE G90 (G77).................................................................................................. 55
6.5.1 Esempio n10 ................................................................................................................................................. 56
6.5.2 Esempio n11 ................................................................................................................................................. 56
6.6 CICLO DI TORNITURA TRASVERSALE G94 (G79) ..................................................................................................... 57
6.6.1 Esempio n12 ................................................................................................................................................. 58
6.6.2 Esempio n13 ................................................................................................................................................. 58
6.7 CICLI DI SGROSSATURA E FINITURA ........................................................................................................................ 59
6.7.1 Descrizione generale...................................................................................................................................... 59
6.7.2 Ciclo di sgrossatura longitudinale G71 ......................................................................................................... 60
6.7.3 Ciclo di sgrossatura trasversale G72............................................................................................................. 64
6.7.4 Ciclo di sgrossatura a copiare G73 ............................................................................................................... 66
6.7.5 Ciclo di finitura G70 ...................................................................................................................................... 68
6.8 CICLI DI FILETTATURA G76, G32, G34, G35, G36 E G92 (G78) ............................................................................. 69
6.8.1 Tabella filetti .................................................................................................................................................. 70
6.8.2 Ciclo filettatura longitudinale G76 ................................................................................................................ 71
6.8.3 Ciclo filettatura longitudinale G32(G33)....................................................................................................... 74
6.8.4 Ciclo di filettatura a passo variabile G34...................................................................................................... 76
6.8.5 Ciclo filettatura su un arco G35 o G36.......................................................................................................... 76
6.8.6 Ciclo di filettatura con specifica della profondit di passata G92 (G78) ...................................................... 77
6.9 CICLO PER FORATURE E GOLE G74 E G75 ............................................................................................................... 78
6.9.1 Ciclo per forature G74................................................................................................................................... 78
6.9.2 Ciclo per gole frontali G74 ............................................................................................................................ 79
6.9.3 Ciclo per gole radiali G75 ............................................................................................................................. 81
7 UTENSILI MOTORIZZATI ......................................................................................................................................... 84
7.1 CODICI USATI .......................................................................................................................................................... 85
7.1.1 Su HWACHEON............................................................................................................................................. 85
7.1.2 Su COLCHESTER.......................................................................................................................................... 85
7.1.3 Codici comuni ................................................................................................................................................ 85
7.2 ASSE B (SOLO HWACHEON SERIE S E SM) .......................................................................................................... 86
7.3 ASSE C.................................................................................................................................................................... 87
7.4 CICLI FISSI DI FORATURA, ALESATURA E MASCHIATURA ......................................................................................... 88
7.4.1 Elenco cicli..................................................................................................................................................... 88
7.4.2 Altri codici...................................................................................................................................................... 88
7.4.3 Avvertenze ...................................................................................................................................................... 88
7.4.4 Ciclo di foratura in Z G83 o in X G87 ........................................................................................................... 89
7.4.5 Ciclo di alesatura in Z G85 o in X G89.......................................................................................................... 92
7.4.6 Ciclo di maschiatura in Z G84 o in X G88..................................................................................................... 94
7.5 ESEMPI DI FRESATURA .......................................................................................................................................... 100
7.5.1 Esempio n34 (asole radiali e frontali)........................................................................................................ 100
7.5.2 Esempio n35 (fresatura elica) .................................................................................................................... 102
7.5.3 Esempio n36 (fresatura frontale)................................................................................................................ 103
7.6 COORDINATE POLARI G112(G12.1) E G113(G13.1) ............................................................................................. 105
7.6.1 Esempio n37 ............................................................................................................................................... 106
7.6.2 Esempio n38 ............................................................................................................................................... 107
7.6.3 Esempio n39 ............................................................................................................................................... 109
7.6.4 Esempio n40 ............................................................................................................................................... 110
7.7 INTERPOLAZIONE CILINDRICA G7.1 O G107.......................................................................................................... 112
7.7.1 Calcolo sviluppo........................................................................................................................................... 112
7.7.2 Esempio dinterpolazione cilindrica su un D150 ......................................................................................... 113
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
5
R.F. Celada S.p.A.
7.7.3 Esempio di interpolazione cilindrica su un D100 (su Hwacheon) ............................................................... 114
8 CONTROMANDRINO............................................................................................................................................... 115
8.1 DESCRIZIONE GENERALE....................................................................................................................................... 115
8.1.1 Zero pezzo in Z e offset utensili sui 2 mandrini............................................................................................ 116
8.2 CODICI M USATI.................................................................................................................................................... 117
8.2.1 Su Hwacheon................................................................................................................................................ 117
8.2.2 Su Colchester ............................................................................................................................................... 117
8.3 USO SU HWACHEON .............................................................................................................................................. 118
8.3.1 Attivazione e rotazione ................................................................................................................................. 118
8.3.2 Funzionamento simultaneo mandrino principale e contromandrino ........................................................... 118
8.3.3 Sincronizzazione mandrino principale e contromandrino ........................................................................... 119
8.4 USO SU COLCHESTER ............................................................................................................................................ 120
8.4.1 Sincronizzazione tra mandrino principale e contromandrino...................................................................... 120
8.5 ESEMPIO N43 (2 PARTICOLARI UGUALI)............................................................................................................... 121
8.6 ESEMPIO N44 (1 PARTICOLARE DA BARRA CON SCAMBIO PEZZO) ........................................................................ 126
9 CONTROPUNTA PROGRAMMABILE HWACHEON ........................................................................................... 129
9.1 DESCRIZIONE ........................................................................................................................................................ 129
9.2 ATTIVAZIONE/DISATTIVAZIONE CONTROPUNTA .................................................................................................... 129
9.3 SINTASSI ............................................................................................................................................................... 129
10 PROGRAMMAZIONE PARAMETRICA................................................................................................................ 130
10.1 PREMESSA ........................................................................................................................................................... 130
10.2 TIPI DI VARIABILI ................................................................................................................................................ 130
10.3 USO DELLE VARIABILI ......................................................................................................................................... 130
10.4 OPERAZIONI ........................................................................................................................................................ 130
10.5 SALTI DI CONDIZIONE.......................................................................................................................................... 131
10.6 SALTO INCONDIZIONATO..................................................................................................................................... 131
10.7 RIPETIZIONI ........................................................................................................................................................ 131
10.8 MACROISTRUZIONI ............................................................................................................................................. 131
10.9 ESEMPIO N44 (PROGRAMMA PARAMETRICO) ..................................................................................................... 133
10.10 MACROISTRUZIONE PER GOLE ESTERNE ............................................................................................................ 135
10.11 MACROISTRUZIONE PER FRESATURA FORI......................................................................................................... 136
10.12 VARIABILI DI SISTEMA ...................................................................................................................................... 139
10.12.1 Alcune variabili di sistema ....................................................................................................................... 139
11 MODIFICA PARAMETRI CON G10 ...................................................................................................................... 140
11.1.1 Modifica Zero Pezzo con codici G tipo A................................................................................................... 140
11.1.2 Modifica Zero Pezzo con codici G tipo B................................................................................................... 140
11.1.3 Modifica compensazione utensile con codici G tipo A............................................................................... 140
11.1.4 Modifica compensazione utensile con codici G tipo B............................................................................... 141
12 DIFFERENZE PER TORNI STAR........................................................................................................................... 142
12.1 TORNIO TIPO STAR SV ........................................................................................................................................ 142
12.2 TORNIO TIPO STAR SR ........................................................................................................................................ 143
12.3 CODICI G REALIZZATI DALLA STAR OLTRE LA TABELLA DI TIPO A ..................................................................... 144
12.4 CODICI M PER STAR ............................................................................................................................................ 145
12.5 CHIAMATA UTENSILE .......................................................................................................................................... 147
12.5.1 Chiamata per macchine tipo SR................................................................................................................. 147
12.5.2 Chiamata per macchine tipo SV................................................................................................................. 148
12.5.3 Azzeramento utensili .................................................................................................................................. 148
12.5.4 Tabella utensile .......................................................................................................................................... 148
12.6 ESEMPIO PER STAR SR20 R............................................................................................................................... 149
12.7 ESEMPIO PER STAR SV32 CON TORRETTA ASSE E ............................................................................................. 154
13 DISEGNI PER ESERCIZI ........................................................................................................................................ 160
13.1 ESERCIZIO N1 .................................................................................................................................................... 160
13.2 ESERCIZIO N2 .................................................................................................................................................... 161
13.3 ESERCIZIO N3 .................................................................................................................................................... 162
13.4 ESERCIZIO N4 .................................................................................................................................................... 163
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
6
R.F. Celada S.p.A.
13.5 ESERCIZIO N5 .................................................................................................................................................... 164
PARTE II - UTILIZZO
1 MONITOR E TASTIERA........................................................................................................................................... 165
1.1 MONITOR .............................................................................................................................................................. 165
1.2 TASTIERA FANUC .................................................................................................................................................. 166
2 OPERAZIONI PRELIMINARI................................................................................................................................... 168
2.1 PREMESSA ............................................................................................................................................................. 168
2.2 ACCENSIONE ......................................................................................................................................................... 168
2.3 ROTAZIONE DEL MANDRINO IN MDI ..................................................................................................................... 168
2.4 CARICAMENTO UTENSILE IN TORRETTA DA MDI .................................................................................................. 168
2.5 CARICAMENTO UTENSILE IN MANUALE ............................................................................................................. 169
3 AZZERAMENTO PEZZO E UTENSILI.................................................................................................................... 170
3.1 AZZERAMENTO PEZZO .......................................................................................................................................... 170
3.1.1 Zero pezzo su asse Z..................................................................................................................................... 170
3.2 AZZERAMENTO UTENSILI ...................................................................................................................................... 170
3.2.1 Azzeramento utensile su asse X (sfiorando il pezzo) .................................................................................... 170
3.2.2 Azzeramento utensile su asse Z (sfiorando il pezzo) .................................................................................... 170
3.2.3 Azzeramento utensile con presetting (Hwacheon)........................................................................................ 171
4 CREAZIONE E MODIFICA PROGRAMMA ........................................................................................................... 172
4.1 CREAZIONE PROGRAMMA ..................................................................................................................................... 172
4.2 NUMERAZIONE AUTOMATICA DEI BLOCCHI ........................................................................................................... 172
4.3 PER INSERIRE UN BLOCCO ..................................................................................................................................... 172
4.4 APERTURA DI UN PROGRAMMA GI ESISTENTE ..................................................................................................... 172
4.5 INSERIMENTO DI UN COMMENTO O TITOLO PROGRAMMA ...................................................................................... 172
4.6 MODIFICA DI UN BLOCCO ...................................................................................................................................... 172
4.7 CANCELLARE UN DATO ......................................................................................................................................... 173
4.8 CANCELLARE UN BLOCCO INTERO ........................................................................................................................ 173
4.9 CANCELLARE PI BLOCCHI (I BLOCCHI DEVONO ESSERE NUMERATI) .................................................................... 173
4.10 RINOMINARE UN PROGRAMMA ............................................................................................................................ 173
4.11 CANCELLARE UN PROGRAMMA ........................................................................................................................... 173
4.12 CANCELLARE TUTTI I PROGRAMMI ...................................................................................................................... 173
4.13 CANCELLARE ALCUNI PROGRAMMI ..................................................................................................................... 174
4.14 FUNZIONI ESTETE DI EDITAZIONE (OPZIONE)....................................................................................................... 174
4.14.1 Duplicare un programma........................................................................................................................... 174
4.14.2 Copia incolla in un nuovo programma ...................................................................................................... 174
4.14.3 Taglia incolla in un nuovo programma...................................................................................................... 174
4.14.4 Unisci due programmi................................................................................................................................ 174
4.14.5 Sostituzione di parole e indirizzi ................................................................................................................ 175
5 TRASMISSIONE DATI.............................................................................................................................................. 176
5.1 TRASMISSIONE DATI CON SERIALE RS232............................................................................................................. 176
5.2 TRASMISSIONE DATI DA E PER MEMORY CARD (OPZIONE) ..................................................................................... 177
6 PROVA PROGRAMMA ............................................................................................................................................ 178
6.1 PROVA GRAFICA SU SERIE 16/18/21 ...................................................................................................................... 178
6.2 PROVA GRAFICA SU SERIE 16I/18I/21I ................................................................................................................... 178
6.3 PROVA PROGRAMMA A MACCHINA FERMA ............................................................................................................ 178
7 ESECUZIONE DEL PROGRAMMA......................................................................................................................... 179
7.1 ESECUZIONE DI UN PROGRAMMA BLOCCO-BLOCCO .............................................................................................. 179
7.2 ESECUZIONE DI UN PROGRAMMA IN AUTOMATICO ................................................................................................ 179
8 MANUAL GUIDE (OPZIONE).................................................................................................................................. 180
DESCRIZIONE .............................................................................................................................................................. 180
ATTIVAZIONE ............................................................................................................................................................. 180
8.1 ESEMPIO ............................................................................................................................................................... 181
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
7
R.F. Celada S.p.A.
8.1.1 Compilazione del programma ...................................................................................................................... 181
8.1.2 Esecuzione del programma .......................................................................................................................... 183
8.1.3 Modifica di un programma .......................................................................................................................... 183
8.1.4 Conversione di un programma da MANUAL GUIDE a ISO ....................................................................... 183
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
8
R.F. Celada S.p.A.
PARTE I - PROGRAMMAZIONE
1 GENERALE
1.1 Movimento assi e piani di lavoro
1.1.1 Tornio orizzontale
1.1.2 Piano di lavoro
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
9
R.F. Celada S.p.A.
1.1.3 Tornio orizzontale tipo Harrison
1.1.4 Tornio verticale
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
10
R.F. Celada S.p.A.
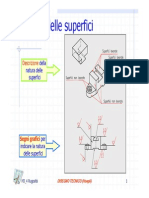
1.1.5 Definizione utensile destro o sinistro e tipo lavorazioni
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
11
R.F. Celada S.p.A.
1.2 Formule calcolo parametri di lavoro
Di norma i parametri di taglio come la velocit di taglio (Vc) e lavanzamento al giro (fg) vengono
forniti dal costruttore degli utensili e vengono scelti in base al materiale del pezzo da lavorare e al
tipo di operazione da eseguire (p.e. sgrossatura ,finitura, ecc.).
Per i torni si pu inserire direttamente la Vc come parametro e il controllo calcola automaticamente
il numero di giri (vedi G96) come si pu inserire lavanzamento al giro (vedi G99), nel caso si
voglia programmare con il numero di giri fisso (vedi G97) e lavanzamento in mm al minuto (vedi
G98) fare come segue :
Parametri per tornitura
Vc *1000
S = * Dp = giri al minuto
F = fg = mm/giro
Parametri per fresatura con utensili motorizzati
S = Vc *1000 = giri al minuto
*D
F = S * fz * Z = mm al minuto
Leggenda
S
F
Vc
Dp
fg
D
fz
Z
numero di giri
avanzamento
velocit di taglio
diametro pezzo
avanzamento al giro
diametro fresa
avanzamento a tagliente
numero taglienti
Consigli di lavorazione
Il sovrametallo sul diametro deve essere sempre maggiore al raggio di punta dellutensile,
diversamente si rischia che il pezzo entri in vibrazione o la finitura superficiale non rispetti la
rugosit desiderata.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
12
R.F. Celada S.p.A.
1.3 Formule trigonometriche
dati
incognite
a
c, b
E
D
b
c, a
D
E
c
b, a
E
D
b
c, E
a
D
b
c, D
a
E
c
b, E
a
D
c
b, D
a
E
c
a, E
b
D
c
a, D
b
E
= radice quadrata
formule
(c - b)
sen E = b : c
90 - E
(c - a)
sen D = a : c
90 - D
(b + a)
tan E = b : a
90 E
c * sen E
c * cos E
90 E
c * cos D
c * sen D
90 D
b : sen D
b * ctg E
90 - E
b : cos D
b * tan D
90 - D
a : cos E
a * tan E
90 - E
a : sen D
a * ctg D
90 - D
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
13
R.F. Celada S.p.A.
1.4 Indirizzi principali
Descrizione
Gli indirizzi sono delle lettere, seguite da numeri, che indicano alla macchina il tipo di operazione
che deve eseguire.
1.4.1 Tipi di indirizzi
Descrizione
Gli indirizzi sono delle lettere che hanno un significato preciso vedi il seguente elenco.
Elenco
Lettera
T
S
G
M
N
F
XZYC
UWVH
A
IJK
R
O
P
XoUoP
L
;
.
/
%
(.)
Descrizione
identifica lutensile
numero di giri o velocit di taglio
codici preparazione operazione
funzioni ausiliarie
numero di blocco
avanzamento assi
assi assoluti
movimento incrementale di X, Z, Y e C
comando angolare
centro del cerchio
raggio
nome del programma principale (max.8 cifre)
nome di richiamo del sottoprogramma esterno
pausa (X e U espresso in secondi, P in millesimi)
ripetizioni sottoprogramma (da 1 a 9999)
fine blocco
punto decimale
blocco barrato (quando attivo il blocco non viene eseguito)
codice di fine programma
commento scritto tra parentesi tonde
Esempio
T1010
S100
G02 o G2
M03 o M3
N1000
F0.3
X10.35 Z100
U4 W-2
A180.5
I10 J30.4
R250
O1234
M98 P1000
G4 X2
L90
G0 X0;
X10.567
/G0 X0 Y0
(TORNITURA)
1.4.2 Esempi
Esempio esplicito
N100 G0 X100 Z2 S1000 F0.2 M3
Esempio con formula
I valori dopo gli indirizzi possono essere inseriti, oltre che esplicitamente, anche sotto formula,
quindi il valore sar il risultato della formula stessa come nellesempio seguente :
X[100*2] Z[50/5] S[10000/[3.14*200]]
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
14
R.F. Celada S.p.A.
1.5 Codici G
1.5.1 Codici di tipo A (Hwacheon, Harrison, Star, You Ji, Hardinge)
Codice
G0
G1
G2
G3
G4
G10
G11
G12.1
(G112)
G13.1
(G113)
G17
G18
G19
G20
G21
G22
G23
G25
G26
G27
G28
G30
G31
G32
G36
G37
G40
G41
G42
G50
G65
G68
G69
G70
G71
G72
G73
G74
G75
G76
G80
G83
G84
Gruppo
01
00
25
02
06
09
08
00
01
00
07
00
16
00
Descrizione
movimento lineare assi in rapido
interpolazione lineare assi in lavoro
interpolazione circolare oraria
interpolazione circolare antioraria
sosta in sec.
inserimento parametri e compensazioni da programma
chiude il G10
modo interpolazione in coordinate polari
Altro
cancella G12.1 (G112)
piano di interpolazione XY asse utensile Z
piano di interpolazione XZ asse utensile Y
piano di interpolazione YZ asse utensile X
unit di misura in pollici
unit di misura in mm
attiva barriera
disattiva barriera
disattiva G26
attiva controllo fluttuazione mandrino
verifica punto di riferimento
ritorno al punto di riferimento
ritorno dal 2 al 4 punto di riferimento
salto
filettatura o maschiatura
misura automatica dellutensile in X
misura automatica dellutensile in Z
annulla compensazione raggio punta
compensazione raggio punta a sinistra
compensazione raggio punta a destra
impostazione limite velocit o spostamento origine
richiamo macro singolo
specularit on
specularit off
ciclo finitura
ciclo di sgrossatura asse Z
ciclo di sgrossatura asse X
ciclo di taglio ad anello chiuso
ciclo di foratura a sezioni
ciclo di foratura
ciclo di filettatura
annulla cicli dal G83 al G85
ciclo fisso di foratura lungo asse Z
ciclo fisso di maschiatura lungo asse Z
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
15
R.F. Celada S.p.A.
G85
G87
G88
G89
G90
G92
G94
G96
G97
G98
G99
01
02
05
ciclo fisso di alesatura lungo asse Z
ciclo fisso di foratura lungo asse X
ciclo fisso di maschiatura lungo asse X
ciclo fisso di alesatura lungo asse X
ciclo di taglio longitudinale
ciclo di filettatura
ciclo di taglio trasversale
velocit di taglio costante
numero di giri fisso
avanzamento mm/min
avanzamento mm/g
1.5.2 Codici di tipo B (solo differenze) (Colchester)
Tipo B
G92
G77
G78
G79
G94
G95
G90
G91
G98
G99
G33
Tipo A
G50
G90
G92
G94
G98
G99
G32
Descrizione
impostazione limite velocit o spostamento origine
ciclo di taglio longitudinale
ciclo di filettatura
ciclo di taglio trasversale
avanzamento mm/min
avanzamento mm/g
comandi assoluti
comandi incrementali
ritorno alla quota Z (cicli fissi di foratura)
ritorno alla quota R (cicli fissi di foratura)
filettatura o maschiatura
Altro
Nel seguente manuale tutti i codici di TIPO B saranno messi tra parentesi tonde dopo il codice
corrispondente di TIPO A come segue :
G50(G92) S1000
...
1.5.3 Tipo di Codici G attivi
Parametro
3401
3401
3401
Bit 7 (GSC)
0
0
1
Manuale corso Torni con CN Fanuc
Bit 6 (GSB)
0
1
0
Tipo Codici G attivi
A
B
C
e-mail: giorgio.cerberi@celada.it
16
R.F. Celada S.p.A.
1.6 Codici M
1.6.1 Codici M per Hwacheon
Codice
M00
M01
M02
M03
M04
M05
M06
M07
M08
M09
M10
M11
M12
M13
M19
M20
M22
M23
M24
M26
M27
M28
M29
M30
M32
M33
M34
M35
M36
M37
M38
M39
M41
M42
M45
M46
M47
M48
M55
M57
M60
M61
M68
M69
Descrizione
Stop programma
Arresto opzionale attivabile con pulsante da pannello operativo
Fine programma
Rotazione mandrino oraria
Rotazione mandrino antioraria
Arresto mandrino
Avanzamento canotto contropunta
Arretramento canotto contropunta
Refrigerante ON
Refrigerante OFF
M3 + M8
M4 + M8
M5 + M9
Avanza spingibarra
Mano preleva pezzo gi
Mano preleva pezzo su
Apertura porta automatica
Chiusura porta automatica
Getto aria e rotazione a impulsi del mandrino
Errore attivo
Errore disattivo
Attiva asse C
Disattiva asse C
Fine programma
Bloccaggio funzione ausiliaria
Sbloccaggio funzione ausiliaria
Getto aria ON
Getto aria OFF
Uscita pre-setting
Ritiro pre-setting
Bloccaggio asse C
Sbloccaggio asse C
Gamma bassa
Gamma alta
M6+M23+M68
M6+M22+M69
Smusso filettatura ON
Smusso filettatura OFF
Convogliatore ON
Convogliatore OFF
Chiusura pinza
Apertura pinza
Chiusura autocentrante
Apertura autocentrante
Manuale corso Torni con CN Fanuc
Altro
e-mail: giorgio.cerberi@celada.it
17
R.F. Celada S.p.A.
M70
M74
M75
M76
M79
M88
M89
M90
M91
M98
M99
M116
M120
M121
M129
M168
M169
M170
M176
M200
M201
M203
M204
M205
M210
M211
M212
Orientamento asse C
Attiva maschiatura sinistra con motorizzati
Disattiva M74
Disattiva M70
Attiva maschiatura rigida
Blocco avanzamenti al 100%
Disattiva M88
Aggancia contropunta
Sgancia contropunta
Richiamo sottoprogramma
Fine sottoprogramma
Porta asse Z in posizione e aggancia la contropunta o porta a riposo la
contropunta
Attiva sincronismo contromandrino
Disattiva M120
Attiva maschiatura rigida con motorizzato
Chiusura contromandrino
Apertura contromandrino
Orientamento asse C contromandrino
Disattiva M170
Comando contromandrino
Cancella M200
Rotazione contromandrino orario
Rotazione contromandrino antiorario
Disattiva M203 o M204
Rotazione contromandrino orario + refrigerante
Rotazione contromandrino antiorario + refrigerante
Disattiva M210 o M211
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
18
R.F. Celada S.p.A.
1.6.2 Codici M per Colchester
Codice
M00
M01
M02
M03
M04
M05
M08
M09
M13
M14
M18
M19
M27
M28
M29
M30
M31
M32
M34
M35
M36
M37
M38
M39
M51
M52
M68
M69
M74
M75
M78
M79
M80
M86
M87
M90
M91
M92
M98
M99
M103
M104
M105
M109
M110
M111
Descrizione
Stop programma
Arresto opzionale attivabile con pulsante da pannello operativo
Fine programma
Rotazione mandrino oraria
Rotazione mandrino antioraria
Arresto mandrino e refrigerante
Refrigerante ON
Refrigerante OFF
Rotazione mandrino oraria + refrigerante
Rotazione mandrino antioraria + refrigerante
Avvio orientamento mandrino principale
Stop orientamento mandrino principale
Imposta il tornio per eseguire una filettatura destra in manuale (mandrino)
Imposta il tornio per eseguire una filettatura sinistra in manuale (mandrino)
Sincronismo per maschiatura rigida
Fine programma
Attiva freno asse C
Disattiva freno asse C
Mano prendi pezzo fuori
Mano prendi pezzo arretra
Apertura aria
Chiusura aria
Blocco asse A
Sblocco asse A
Attiva ciclo continuo
Disattiva ciclo continuo
Avanzamento contropunta
Ritiro contropunta
Attiva collet chuck
Disattiva collet chuck
Apertura griffe mandrino
Chiusura griffe mandrino
Carica barra
Pressione avanzamento barra ON
Pressione avanzamento barra OFF
Avanzamento barra ON
Avanzamento barra OFF
Caricatore barra in posizione
Richiamo sottoprogramma
Fine sottoprogramma
Rotazione contromandrino oraria
Rotazione contromandrino antioraria
Stop contromandrino e refrigerante
Attiva asse C
Disattiva asse C
Attiva asse B su contromandrino
Manuale corso Torni con CN Fanuc
Altro
e-mail: giorgio.cerberi@celada.it
19
R.F. Celada S.p.A.
M112
M113
M114
M115
M116
M117
M118
M122
M123
M127
M128
M174
M175
M178
M179
Disattiva asse B su contromandrino
Rotazione oraria contromandrino
Rotazione antioraria contromandrino
Sincronizzazione rotazione mandrino e contromandrino
Disattiva sincronismo
Sincronizza fase
Disattiva M117
Servo asse A OFF
Servo asse A ON
Imposta il tornio per eseguire una filettatura destra in manuale (controm.)
Imposta il tornio per eseguire una filettatura sinistra in manuale (controm.)
Contromandrino collet chuck
Contromandrino non collet chuck
Apertura griffe contromandrino
Chiusura griffe contromandrino
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
20
R.F. Celada S.p.A.
1.6.3 Codici M per Harrison
Codice
M00
M01
M02
M03
M04
M05
M08
M09
M13
M14
M30
M68
M69
M78
M79
M86
M87
M90
M91
M98
M99
Descrizione
Stop programma
Arresto opzionale attivabile con pulsante da pannello operativo
Fine programma
Rotazione mandrino oraria
Rotazione mandrino antioraria
Arresto mandrino
Refrigerante ON
Refrigerante OFF
Rotazione mandrino oraria + refrigerante
Rotazione mandrino antioraria + refrigerante
Fine programma
Avanzamento contropunta
Ritiro contropunta
Apertura mandrino
Chiusura mandrino
Pressione avanzamento barra ON
Pressione avanzamento barra OFF
Avanzamento barra ON
Avanzamento barra OFF
Richiamo sottoprogramma
Fine sottoprogramma
Manuale corso Torni con CN Fanuc
Altro
e-mail: giorgio.cerberi@celada.it
21
R.F. Celada S.p.A.
1.6.4 Codici M per You Ji
Codice
M00
M01
M02
M03
M04
M05
M06
M08
M09
M10
M11
M18
M19
M21
M22
M25
M26
M27
M28
M30
M31
M32
M33
M34
M35
M37
M38
M39
M41
M42
M43
M44
M54
M55
M56
M57
M60
M61
M62
M63
M66
M67
M70
M71
M72
M90
Descrizione
Stop programma
Arresto opzionale attivabile con pulsante da pannello operativo
Fine programma
Rotazione mandrino oraria
Rotazione mandrino antioraria
Arresto mandrino
Cambio utensile
Refrigerante ON
Refrigerante OFF
Chiusura griffe alta pressione
Apertura griffe alta pressione
Orientamento mandrino OFF
Orientamento mandrino ON
Gamma bassa motorizzato
Gamma alta motorizzato
Controllo errori ON
Controllo errori OFF
Smusso ON
Smusso OFF
Fine programma
Motorizzato radiale cambio direzione OFF
Motorizzato radiale cambio direzione ON
Rotazione oraria motorizzato
Rotazione antioraria motorizzato
Stop motorizzato
pre-setting ON (opzione)
Pre-setting OFF (opzione)
Secondo mandrino orientamento ON
Gamma bassa mandrino
Gamma alta mandrino
Chiusura griffe bassa pressione
Apertura griffe bassa pressione
Freno ON
Freno OFF
Asse C ON
Asse C OFF
Chiusura porta ATC
Apertura porta ATC
Refrigerante attraverso mandrino ON
Refrigerante attraverso mandrino OFF
Inserimento automatico asse C (CALL O9002)
Disinserimento automatico asse C (CALL O9003)
Sgancio utensile
Aggancio utensile
Magazine TOOL No a Spindle TOOL No
Pronto per cambio utensile
Manuale corso Torni con CN Fanuc
Altro
e-mail: giorgio.cerberi@celada.it
22
R.F. Celada S.p.A.
M91
M92
M98
M99
Cambio utensili completato
Cambio utensili con posto fisso
Richiamo sottoprogramma
Fine sottoprogramma
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
23
R.F. Celada S.p.A.
1.6.5 Codici M per Femco
Codice
Descrizione
M00
Stop programma
M01
Arresto opzionale attivabile con pulsante da pannello operativo
M02
Fine programma
M03
Rotazione mandrino oraria
M04
Rotazione mandrino antioraria
M05
Arresto mandrino
M07
Refrigerante aria-olio
M08
Refrigerante ON
M09
Refrigerante OFF
M10
Chiusura griffe
M11
Apertura griffe
M12
Contropunta avanti
M13
Contropunta indietro
M14
Orientamento mandrino per indexing
M15
Orientamento mandrino OFF
M19
Orientamento mandrino ON
M20
Avvio ciclo robot
M21
Gamma bassa
M22
Gamma alta
M23
Smusso ON
M24
Smusso OFF
M30
Fine programma e riavvolgimento programma
M31
Interblocco by-pass ON
M32
Interblocco by-pass OFF
M36
pre-setting ON (opzione)
M37
Pre-setting OFF (opzione)
M38
Sonda ON
M39
Sonda OFF
M40
Mandrino neutro
M41
Gamma bassa mandrino
M42
Gamma alta mandrino
M63
Chiusura porta automatica
M64
Apertura porta automatica
M68
Blocco contropunta
M69
Sblocco contropunta
M71
Spingibarra ON
M81
Soffio aria ON
M82
Soffio aria OFF
M83
Prendi pezzo ON
M84
Prendi pezzo OFF
M85
Disattiva asse C
M86
Attiva asse C
M90
Contapezzi
M98
Richiamo sottoprogramma
M99
Fine sottoprogramma
a
solo per modelli WHL-55/WT-50/WT-60, HL-55/HL-55SLN
b
solo per modelli DURGA-ISE/25E, HL-15/HL-25
Manuale corso Torni con CN Fanuc
Altro
a
a
a
a
b
b
a
a
a
a
a
a
a
a
a
a
a
a
a
a
e-mail: giorgio.cerberi@celada.it
24
R.F. Celada S.p.A.
1.6.6 Codici M per Hardinge
Codice
M00
M01
M02
M03
M04
M05
M08
M09
M10
M11
M13
M14
M15
M21
M22
M25
M26
M27
M28
M29
M30
M33
M34
M36
M37
M40
M41
M42
M43
M46
M47
M48
M49
M61
M66
M67
M68
M69
M72
M73
M82
M83
M84
Descrizione
Altro
Stop programma
Arresto opzionale attivabile con pulsante da pannello operativo
Fine programma
Rotazione mandrino oraria
Rotazione mandrino antioraria
Arresto mandrino
Refrigerante ON, spento con M0, M1, M5, M9, M30 e Reset
Refrigerante OFF
Alta pressione ON
Alta pressione OFF
Rotazione mandrino oraria e refrigerante ON
Rotazione mandrino antioraria e refrigerante ON
Stop mandrino e refrigerante
Apertura griffe
Chiusura griffe
Ritira prendi pezzo
Uscita prendi pezzo
Controllo bloccaggio pezzo con chiusura in apertura
Controllo bloccaggio pezzo con chiusura in chiusura
Maschiatura rigida
Fine programma e riavvolgimento programma
Accensione luce zona lavoro
Spegnimento luce zona lavoro
Aria ON
Aria OFF
Gamma bassa
Gamma alta
Arresto esatto (disattiva M43)
Arrotonda spigolo (disattiva M42)
Conta tempo ON
Conta tempo OFF
Blocca potenziometro S e F al 100%
Disattiva M48
Consenso di carica nuova barra
Consenso apertura/chiusura griffe con rotazione mandrino
Disattiva M66
Convogliatore trucioli ON
Convogliatore trucioli OFF
Disattiva smusso a file filetto con G76/G92
Attiva smusso a fine filetto con G76/G92
Tutto il corpo contropunta avanza in posizione di lavoro ma lontano
dal pezzo (solo Talent 8/52A e 10/78)
Tutto il corpo contropunta va indietro sullo ZERO MACCHINA (solo
Talent 8/52A e 10/78)
Contropunta contro il pezzo:
Su Talent 8/52A e 10/78 il canotto si muove contro il pezzo.
Su Talent 6/45 e 8/52 il corpo contropunta si muove contro il pezzo
Manuale corso Torni con CN Fanuc
O
O
O
O
O
O
O
O
O
O
O
e-mail: giorgio.cerberi@celada.it
25
R.F. Celada S.p.A.
M85
M86
M90
M92
M93
M97
M98
M99
M106
M107
M117
M118
M123
M124
Contropunta indietro:
Su Talent 8/52A e 10/78 il canotto torna indietro per permettere il
cambio pezzo
Su Talent 6/45 e 8/52 il corpo contropunta torna indietro per
permettere il cambio pezzo
Contropunta su zero macchina:
Su Talent 8/52A e 10/78 il canotto torna indietro sullo ZERO
MACCHINA
Su Talent 6/45 e 8/52 il corpo contropunta torna indietro sullo ZERO
MACCHINA
Attiva sonda misura pezzo
Discesa braccio presetting
Salita braccio presetting
Incremento contapezzi
Richiamo sottoprogramma
Fine sottoprogramma
Mist collector ON
Mist collector OFF
Freno asse C ON
Freno asse C OFF
Attiva asse C
Disattiva asse C
O
O
O
O
O
O
O
O = opzione
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
26
R.F. Celada S.p.A.
1.6.7 Codici M per Hardinge con contromandrino e asse Y
Codice
M00
M01
M02
M03
M04
M05
M07
M08
M09
M10
M11
M13
M14
M15
M19
M20
M21
M22
M25
M26
M27
M28
M29
M30
M32
M33
M34
M35
M36
M37
M38
M39
M40
M41
M42
M43
M44
M45
M46
M47
M48
M49
M50
M51
M52
M55
M56
Descrizione
Altro
Stop programma
Arresto opzionale attivabile con pulsante da pannello operativo
Fine programma
Rotazione mandrino principale oraria
Rotazione mandrino principale antioraria
Arresto mandrino principale
Sincronismo orientamento mandrini
Refrigerante ON, spento con M0, M1, M5, M9, M30 e Reset
Refrigerante OFF
Alta pressione ON
Alta pressione OFF
Rotazione mandrino principale oraria e refrigerante ON
Rotazione mandrino principale antioraria e refrigerante ON
Stop mandrino principale e refrigerante
Orientamento mandrino principale ON
Orientamento mandrino principale OFF
Apertura griffe mandrino principale
Chiusura griffe mandrino principale
Ritira prendi pezzo
Uscita prendi pezzo
Controllo bloccaggio pezzo con chiusura in apertura mandrino princ.
Controllo bloccaggio pezzo con chiusura in chiusura mandrino princ.
Maschiatura rigida
Fine programma e riavvolgimento programma
Sincronismo rotazione mandrini
Rotazione contromandrino orario
Rotazione contromandrino antiorario
Stop rotazione contromandrino
Aria mandrino principale ON
Aria mandrino principale OFF
Apertura automatica porte
Chiusura automatica porte
Gamma bassa (780 giri)
Gamma alta
Arresto esatto (disattiva M43)
Arrotonda spigolo (disattiva M42)
Controllo rotazione senza pezzo ON
Controllo rotazione senza pezzo OFF
Aria contromandrino ON
Aria contromandrino OFF
Blocca potenziometro S e F al 100%
Disattiva M48
Tool probe active in automatico ON
Rotazione oraria motorizzato
Rotazione antioraria motorizzato
Stop motorizzato e refrigerante
Apertura griffe contromandrino
Manuale corso Torni con CN Fanuc
O
O
O
O
O
O
O
O
O
O
O
O
O
e-mail: giorgio.cerberi@celada.it
27
R.F. Celada S.p.A.
M57
M58
M59
M60
M61
M66
M67
M68
M69
M70
M71
M72
M73
M77
M78
M92
M93
M97
M98
M99
M106
M107
M110
M111
M117
M118
M119
M120
M121
M122
M123
M124
M127
M128
M136
M137
M217
M218
M219
M223
M224
M226
Chiusura griffe contromandrino
Convogliatore trucioli ON
Convogliatore trucioli OFF
Tool probe active in automatico OFF
Consenso di carica nuova barra
Consenso apertura/chiusura griffe con rotazione mandrino principale
Disattiva M66
Controllo bloccaggio pezzo con chiusura in apertura contromandrino
Controllo bloccaggio pezzo con chiusura in chiusura contromandrino
Mandrino principale B funzione orientamento (asse indexato)
Contromandrino B funzione orientamento (asse indexato)
Disattiva smusso a file filetto con G76/G92
Attiva smusso a fine filetto con G76/G92
Controllo coppia su asse E attivo
Controllo coppia su asse E disattivo
Discesa braccio presetting
Salita braccio presetting
Incremento contapezzi
Richiamo sottoprogramma
Fine sottoprogramma
Misto aria-olio ON
Misto aria-olio OFF
Freno asse C attivo mandrino principale e contromandrino
Freno asse C disattivo mandrino e contromandrino
Mandrino principale Bloccato
Mandrino principale Sbloccato
Contromandrino orientamento ON
Scambio pezzo dal contromandrino al mandrino principale senza
controllo coppia
Scambio pezzo dal contromandrino al mandrino principale con
controllo coppia
Scambio pezzo dal mandrino principale al contromandrino senza
controllo coppia
Scambio pezzo dal mandrino principale al contromandrino con
controllo coppia
Impostazione valore iniziale per scambio pezzo
Integrating Meter Start ON
Integrating Meter Start OFF
Lampada ON
Lampada OFF
Contromandrino bloccato
Contromandrino sbloccato
Orientamento motorizzato ON
Asse C contromandrino ON
Asse C contromandrino OFF
Quando il braccio prendi pezzo attivo il contromandrino si posiziona
O
O
O
O
O = opzione
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
28
R.F. Celada S.p.A.
1.6.8 Codici M per Takahashi mod. LD65
Codice
M00
M01
M02
M03
M04
M05
M08
M09
M10
M11
M12
M13
M14
M15
M16
M17
M18
M19
M20
M21
M22
M23
M24
M25
M29
M30
M33
M34
M35
M42
M43
M44
M45
M46
M47
M48
M49
M92
M93
M94
M95
M98
M99
Descrizione
Stop programma
Arresto opzionale attivabile con pulsante da pannello operativo
Fine programma (reset)
Rotazione mandrino oraria
Rotazione mandrino antioraria
Arresto mandrino
Refrigerante ON
Refrigerante OFF
Orientamento mandrino
Apertura autocentrante mandrino
Chiusura autocentrante mandrino
Bloccaggio mandrino ON
Bloccaggio mandrino OFF
Asse C ON
Asse C OFF
Rotazione oraria utensile motorizzato
Rotazione antioraria utensile motorizzato
Arresto utensile motorizzato
Innesto utensile motorizzato ON
Maschiature rigida inversa
Controllo bloccaggio torretta
Maschiatura rigida
Fine programma (reset e riavvolgimento)
Rotazione oraria contromandrino
Rotazione antioraria contromandrino
Arresto contromandrino
Refrigerante contromandrino ON
Refrigerante contromandrino OFF
Apertura autocentrante contromandrino
Chiusura autocentrante contromandrino
Bloccaggio contromandrino ON
Bloccaggio contromandrino OFF
Asse A ON
Asse A OFF
Rilevamento errore ON
Rilevamento errore OFF
Smussatura ON
Smussatura OFF
Richiamo sottoprogramma
Fine sottoprogramma
Altro
O
O
O
O
O
O
O
O
O
O
O = opzione
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
29
R.F. Celada S.p.A.
2 CHIAMATA UTENSILE
2.1 Chiamata utensile
tt = numero utensile (numero stazione torretta)
xz = correttore utensile, non necessariamente uguale al numero torretta, in quanto
corrisponde alla riga della tabella utensile dove vengono inseriti gli azzeramenti
dellutensile (offset utensile)
Tttxz
Rr1 =
T1 =
R punta
numero posizione
torretta utensile
numero correttore della
tabella Offset Utensile
Zz1 Xx1 =
2.2 Tabella utensili
No.
1
2
64
X
150.200
130.333
Z
30.3
20.05
R
0.8
0.4
T
3
3
2.3 Posizione di cambio utensile
Il tornio cambia lutensile in qualsiasi posizione si trova, quindi bisogna prestare attenzione quando
si chiama un utensile.
Esempio1 :
G28 U0 ;
G28 W0 ;
T0101 ;
posizionamento asse X sullo zero macchina
posizionamento asse Z sullo zero macchina
chiamata utensile e correttore
Esempio2 :
G0 X Z ;
T0101;
svincolo di sicurezza (deve essere sufficiente ad evitare una
collisione degli utensili in torretta con il pezzo durante la
rotazione della stessa per il cambio)
chiamata utensile e correttore
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
30
R.F. Celada S.p.A.
Esempio 3 (solo You Ji) :
G0 Z100 ;
T0100 M6;
T0101;
G0 X Z;
svincolo
cambio utensile (verr prelevato lutensile T1)
caricamento correttore
posizionamento
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
31
R.F. Celada S.p.A.
3 DEFINIZIONE VELOCITA
3.1 Codice limiti numero di giri
Questo codice una sicurezza per prevenire una programmazione di velocit errata, in oltre posso
programmare la velocit di taglio costante (G96) senza rischiare di superare il limite impostato.
G50(G92) Sxxxx
xxxx = numero di giri massimo oltre il quale il tornio non andr, tranne che si
programmi un altro G50 S.
3.2 Codice definizione velocit
Per programmare il numero di giri del mandrino ci sono due possibilit :
G96 Sxxxx
xxxx = velocit di taglio costante (aumenter il numero di giro al diminuire del
diametro e diminuir allaumentare del diametro)
G97 Sxxxx
xxxx = numero di giri fisso (allaumentare o al diminuire del diametro, il numero
di giri non cambia)
Avvertenze
a. programmando la velocit di taglio costante con il G96, quando si programma uno svincolo
per cambiare lutensile, la macchina varia drasticamente il numero di giri. Si consiglia di
mettere il G97 con un numero di giri nel blocco dello svincolo per evitare questo problema.
b. nel programmare filettature o forature usare il G97, diversamente non verr eseguita
correttamente loperazione programmata per ovvi motivi.
c. per gli Hardinge e Takahashi con il contromandrino oltre al codice G96 S o G97 S
bisogna specificare una P per selezionare il mandrino:
G96 S180 P1 per impostare la velocit sul mandrino principale
G96 S180 P2 per impostare la velocit sul contromandrino
G97 S1000 P3 per impostare la velocit sui motorizzati
per impostare il senso di rotazione ci saranno i codici M dedicati dal costruttore (vedi
tabella allegata)
3.3 Codice definizione avanzamento
Per programmare lavanzamento di lavoro si pu scegliere tra due possibilit:
G99(G95) Fxxxx
xxxx = avanzamento in mm al giro
G98(G94) Fxxxx
xxxx = avanzamento in mm al min
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
32
R.F. Celada S.p.A.
4 PROGRAMMAZIONE PROFILI
4.1 Movimenti assoluti e incrementali
X Z
U W
movimenti assoluti, sono movimenti che hanno le coordinate rispetto allo 0
pezzo
movimenti incrementali (non modale), sono movimenti che hanno le
coordinate rispetto allultimo punto raggiunto
Avvertenze
I. I movimenti di X e U sono valori diametrali tutti gli altri sono lineari
4.1.1 Esempio n1
Tralasciando il tipo di movimento i punti da 1 a 8 saranno :
X0 Z0
punto1, movimento assoluto
X30
punto 2, movimento assoluto
Z-50
punto 3, movimento assoluto
X50 Z-80
punto 4, movimento assoluto
W-60
punto 5, movimento incrementale dellasse Z
U-40 W-50
punto 6, movimento incrementale dellasse X e asse Z
Z-230
punto 7, movimento assoluto
X0
punto 8, movimento assoluto
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
33
R.F. Celada S.p.A.
4.2 Movimenti lineari
Per fare movimenti lineari ci sono 2 codici :
G00 X Z
G01 X Z F
movimenti lineari con avanzamento rapido
movimenti lineari con avanzamento programmato
X..
Z..
F..
coordinata lungo lasse X con valore diametrale
coordinata lungo lasse Z con valore reale
avanzamento a secondo del codice G99(mm/giro) o G98(mm/min)
4.2.1 Esempio n2
No.
1
X offset
50.555
Z offset
20.333
R
0.4
T
3
O0001(TORNITURA);
N1 G50(G92) S3000 (LIMITE NUMERO DI GIRI) ;
N5 G0 X300 Z300 (SVINCOLO PER CAMBIO UTENSILE);
N10 T0101 (CHIAMATA UTENSILE E CORRETTORI) ;
N11 G96 S200 M4 (GIRI E ROTAZIONE MANDRINO);
N12 G0 X105 Z0 M8 (POSIZIONAMENTO E REFRIGERANTE);
N15 G1 G99(G95) X-2 F0.2 (1) ;
N20 G0 X30 Z2 (2) ;
N25 G1 Z-50 (3) ;
N30 X50 Z-80 (4) ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
34
R.F. Celada S.p.A.
N35 Z-140 (5) ;
N40 X100 (6) ;
N45 Z-230 (7) ;
N50 G0 X102 ;
N55 G0 X300 Z300;
N60 M2 ;
Descrizione blocchi del programma
N1
limitazione numero di giri
N5
svincolo prima di chiamare lutensile
N10 T0101 (chiamata dellutensili n1 con loffset 1)
N11 G96 S200 M4 (velocit di taglio costante e rotazione antioraria),
N12 X102 Z2 (posizionamento in rapido in X e Z)
N15 intestatura con avanzamento in mm al giro G99(G95)
N20 svincolo in rapido
N25 N45 percorso utensile in lavoro con un avanzamento di 0.2mm/giri
N55 svincolo
N60 fine programma
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
35
R.F. Celada S.p.A.
4.3 Smussi e raccordi
Per programmare uno smusso o un raccordo su uno spigolo a 90 ci sono due codici :
X o Z C
smusso dellentit programmata in C (radiale)
X o Z R
raccordo con raggio programmato in R (radiale)
Avvertenze
I. specificare solo un asse assieme a C o R
II. usare il segno + o per specificare la direzione dello smusso o del raggio, bisogna usare il
segno solo quando lopzione Angoli non attiva, diversamente non serve
III. per i torni che hanno anche lasse C , per programmare uno smusso o un raccordo bisogna
scrivere ,C o ,R per diversificare i due elementi (il parametro 3405.4 deve essere a 0)
4.3.1 Esempio n3
G1 X0 Z0 F0.3 ;
X15 C2 (X15, C2);
Z-20 ;
X60 C5 (X60, C5);
Z-100 ;
oppure
G1 X0 Z0 F0.3;
X11;
U4 W-2;
Z-20;
X50;
U10 W-5;
Z-100;
4.3.2 Esempio n4
G1 X0 Z0 F0.15 ;
X15 R5 (X15, R5);
Z-20 R3 (Z-20, R3);
X60 R20 (X60, R20);
Z-80 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
36
R.F. Celada S.p.A.
4.4 Angoli
Per comandare uno spostamento angolare sul piano Z-X basta digitare langolo dopo la lettera A. la
direzione dellangolo positiva girando in senso antiorario.
Se si programma un blocco specificando solo langolo A , il blocco successivo deve contenere 3
elementi X, Z e A.
Se il tornio ha lasse C e o A un asse programmare langolo dopo la virgola ,A
4.4.1 Esempio n5
G1 X0 Z0 ;
A120 ;
X100 Z-70 A160 (,A160);
G0 X40 Z2 ;
G1 Z-30 F0.2 ;
A160 C4 ;
X100 Z-68 A110.5 C8(,A110 C8);
Z-100 ;
...
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
37
R.F. Celada S.p.A.
4.5 Esempio n 6 (smussi, raccordi e angoli)
No.
2
X offset
50.555
Z offset
20.333
R
0.4
T
3
G50(G92) S3000 ;
G0 X300 Z300 ;
T0202 ;
G96 S150 M4;
G0 X0 Z2 M8;
G99(G95) G1 Z0 F0.1 ;
A90 ;
X30 A150 Z-18 ;
X50 R5 ;
Z-58 ;
Z-68 A160 ;
X70 C2 ;
Z-88 ;
X75 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
38
R.F. Celada S.p.A.
4.6 Movimenti circolari
4.6.1 Cerchio con R
Per programmare i movimenti circolari conoscendo il raggio e i punti di arrivo ci sono 2 codici :
G02 X(U) Z(W) R
movimento circolare orario
G03 X(U) Z(W) R
movimento circolare antiorario
X(U)
Z(W)
R..
arrivo diametrale del cerchio assoluto (U incrementale)
arrivo del cerchio in Z assoluto (W incrementale)
raggio del cerchio (valore a disegno)
4.6.1.1 Esempio n7
G1 X0 Z0 F0.3 ;
X20 ;
G2 X60 Z-20 R20 ;
G3 X120 Z-50 R30 ;
G1 Z-80 ;
X122 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
39
R.F. Celada S.p.A.
4.6.2 Cerchio con I K
Per programmare i movimenti circolari conoscendo il centro cerchio e i punti di arrivo ci sono 2
codici :
G02 X.. Z.. I.. K..
movimento circolare orario
G03 X.. Z.. I.. K..
movimento circolare antiorario
X..(U)
Z..(W)
I..
K..
arrivo diametrale assoluto del cerchio (incrementale)
arrivo del cerchio assoluto in Z (incrementale)
valore incrementale dal punto inizio cerchio al centro cerchio sullasse X
valore incrementale dal punto inizio cerchio al centro cerchio sullasse Z
4.6.2.1 Esempio n8
...
G0 X0 Z2 ;
G1 Z0 F0.2 ;
X21.85 ;
Z-8.754 ;
G2 X51.416 Z-22.398 K11.254 I24.075 ;
G1 X68.991 ;
G3 X90 Z-40 I-9.496 K-17.5 ;
G1 Z-80 ;
G1 X92 F0.5 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
40
R.F. Celada S.p.A.
4.7 Compensazione raggio
Tutti i profili che abbiamo programmato fino ad ora non tenevano conto del raggio di punta
dellutensile, quindi nel caso della programmazione di percorsi non paralleli agli assi, il percorso
realizzato differiva dal percorso programmato.
Per ovviare a questo problema, si deve utilizzare la compensazione raggio.
Di compensazione raggio ne esistono 2 :
G41
compensazione con utensile a sinistra del profilo
G42
compensazione utensile a destra del profilo
Guardando la figura sopra si identificano i due tipi di compensazione raggio utensile.
Nota: dal blocco dellattivazione della compensazione raggio (Start-up) il controllo calcola il
percorso dellutensile mantenendo il centro del raggio punta perpendicolare al profilo programmato
nella direzione in base al quadrante (specificato nella colonna T della tabella OFFSET) e distante
del valore del raggio punta (inserito nella colonna R della tabella OFFSET), quindi prestare molta
attenzione nel punto di attivazione della compensazione e dei valori inseriti nella tabella
OFFSET per evitare che lutensile rovini il profilo.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
41
R.F. Celada S.p.A.
G40 (IK)annulla qualsiasi compensazione raggio, con I (per X) e/o K (per Z) si pu
specificare lallontanamento dellutensile prima di togliere la compensazione raggio
nel caso di annullamento della compensazione con lutensile attaccato ad uno
spallamento.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
42
R.F. Celada S.p.A.
4.7.1 Descrizione quadrante utensile
Per permettere al controllo di calcolarsi il percorso utensile giusto bisogna inserire nella tabella
utensile, oltre alloffset in X e in Z, il raggio di punta in R e il quadrante, secondo la tabella
seguente , in T.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
43
R.F. Celada S.p.A.
4.8 Esempio n9
No.
1
2
X offset
50.555
48.500
Z offset
20.333
12.567
R
0.4
0.2
T
3
2
O0002(ESEMPIO);
G50(G92) S3000 ;
G0 X300 Z300 ;
T0101 ;
G96 S100 M4 ;
G0 X142 Z0 M8;
G99(G95) G1 X38 F0.2;
G0 X40 Z5;
G1 G42 X38 Z2;
X80 C5 ;
G1 Z-30 ;
G2 X100 Z-40 R10 ;
G1 Z-50 ;
A116.565 X140;
Z-70 ;
X143 F0.5 ;
G0 G40 X145 Z2 ;
G0 X300 Z300 ;
T0202 ;
G0 G96 S200 M4 X142 Z2 ;
G0 X36 Z2 F0.5 ;
G1 G41 X40 Z0 F0.2 ;
Z-50 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
44
R.F. Celada S.p.A.
A206.361 X20;
Z-91 ;
X15 ;
Z2 F0.5 ;
G0 G40 Z50 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
45
R.F. Celada S.p.A.
5 SOTTOPROGRAMMI
Descrizione
Un sottoprogramma una parte di programma che pu essere richiamata e ripetuta pi volte.
Il richiamo pu essere fatto dal programma principale o da un altro sottoprogramma.
Il sottoprogramma un programma esterno, di nome diverso da qualsiasi altro programma o
sottoprogramma, e deve necessariamente finire con M99.
5.1 Sottoprogramma esterno al programma principale
Descrizione
Si possono creare un numero infinito di sottoprogrammi esterni al programma principale (il limite
la memoria della macchina). I sottoprogrammi esterni non sono nientaltro che programmi che
vengono chiusi con M99. Il numero del programma pu avere al massimo 8 cifre.
Esempio
Oxxxx (NOME DEL SOTTOPROGRAMMA)
(SOTTOPROGRAMMA)
M99 (FINE SOTTOPROGRAMMA)
5.2 Fine sottoprogramma
M99
M99 P
fine del sottoprogramma, ritorno nel livello precedente e partenza dal blocco
successivo al blocco di richiamo
fine del sottoprogramma, ritorno nel livello precedente e partenza dal blocco
specificato nella P, pu essere usato anche nel programma principale (vedi esempio
2)
Esempio 1
O0005(PRINCIPALE)
M98 P1000
N32
M30
O1000 (SOTTOPROGRAMMA)
M99
Esempio 2
O0005(PRINCIPALE)
M98 P1000
N32
/M30
mentre attivo il blocco barrato il programma arrivato al blocco M99 salter
M99 P32
al blocco N32, quando il blocco barrato verr disattivato il programma
terminer
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
46
R.F. Celada S.p.A.
5.3 Richiamo sottoprogramma esterno
Sintassi
richiamo del sottoprogramma O1000 per una volta.
M98 P1000
Esempio
O0001 (PROGRAMMA PRINCIPALE)
M98 P1000 (RICHIAMO DEL SOTTOPROGRAMMA O1000)
M98 P2000 (RICHIAMO DEL SOTTOPROGRAMMA O2000)
M30 (FINE PROGRAMMA PRONCIPALE)
O1000 (SOTTOPROGRAMMA O1000)
M99 (FINE SOTTOPROGRAMMA O1000)
O2000 (SOTTOPROGRAMMA O2000)
M99 (FINE SOTTOPROGRAMMA O2000)
5.4 Richiamo di pi volte di un sottoprogramma
M98 P2000 L10
richiamo del programma O2000 quale sottoprogramma, per 10
volte. Il programma O2000 deve avere come fine programma
M99.
M98 P102000
richiamo del programma O2000 quale sottoprogramma, per 10
volte. Il programma O2000 deve avere come fine programma
M99.
5.5 Annidamenti
Descrizione
Con la parola annidamenti si intende la possibilit di richiamare un sottoprogramma da un altro
sottoprogramma che a sua volta ne pu richiamare un altro, ecc. Ogni richiamano detto livello, ci
possono essere al massimo 4 livelli di sottoprogramma.
Esempio
principale
O0001
M98 P1001
M30
1livello
O1001
M98 P1002
M99
2livello
O1002
M98 P1003
M99
3livello
O1003
M98 P1004
M99
Manuale corso Torni con CN Fanuc
4livello
O1004
M99
e-mail: giorgio.cerberi@celada.it
47
R.F. Celada S.p.A.
5.6 Richiamo di un sottoprogramma da una memoria esterna
Descrizione
Sulle macchine con Data Server, floppy disk o memory card c la possibilit di archiviare i
programmi, oltre che sulla memoria, anche su un hard disk chiamato Data Server, per poter
richiamare un sottoprogramma fare come segue.
Sintassi
M198 Pxxxx Lnnnn richiamo del sottoprogramma xxxx (max 4 cifre) per nnnn volte (max
9999). Per 1 volta non specificare L
M198 Pnnnnxxxx
richiamo del sottoprogramma xxxx (max 4 cifre) per nnnn volte (max
9999). Per 1 volta non specificare nnnn
Avvertenze
I. necessario che vi sia installata una memoria esterna per poter usare tale funzione
II. Questa funzione abilitata quando il parametro 102 = 4 (no su serie 15)
III. Nel parametro 6030 possibile specificare un numero diverso da 198 per il codice M di
richiamo (per la serie 15 usare il parametro 2431)
IV. Il sottoprogramma richiamato non pu essere editato in macchina, deve essere editato
dallunit esterna
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
48
R.F. Celada S.p.A.
5.7 Esempio di programma per 3 pezzi consecutivi
G50S2000 ;
G10 P0 Z- (RIPRISTINO ORIGINE DI PARTENZA ) ; nota1
G0 X300 Z300 ;
M98 P31001 (RICHIAMO 3 VOLTE IL SOTTOPROGRAMMA);
G10 P0 Z- (RIPRISTINO ORIGINE DI PARTENZA ) ; nota1
G0 X300 Z300 ;
M2;
O1001 (PROGRAMMA COMPLETO PER 1 PEZZO);
G50 S2000 ;
G0 X400 Z400 ;
T0101 (SGROSSATURA) ;
G96 S100 M3 ;
G0 X62 Z0 M8 ;
G99(G95) G1 X-2 F0.3;
G0 X62 Z2 ;
G71 U4 R1 ;
G71 P100 Q101 U2 W0.1 F0.3 ;
N100 G0 X20 ;
G1 Z0 F0.2 ;
X40 Z-10 ;
X55 R2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
49
R.F. Celada S.p.A.
N101 Z-21 ;
G0 X400 Z400 ;
T0202 (FINITURA) ;
G96 S100 M3 ;
G0 X62 Z2 M8 ;
G70 P100 Q101 ;
G0 X400 Z400 ;
T0303 (TRONCATORE LARGO 5MM) ;
G96 S100 M3;
G0 X62 Z-25 M8;
G75 R1 ;
G75 X-2 Z-25 P5000 F0.2 ;
G0 X400 Z400 ;
G10 P0 W26 (SPOSTAMENTO ORIGINE IN Z PER UN NUOVO PEZZO); nota2
M99 ;
nota1 : RIPRISTINO ZERO PEZZO (ci sono 2 metodi)
1. G10 P0 Z+/- (codici G di tipo A e B, il segno dipende dalla macchina) spostamento
assoluto. Nella Z digitare la quota dello zero pezzo fatto sul pezzo grezzo. Leggere la
quota in Z SPOSTAMENTO della pagina OFFSET/SETTING nella sottopagina SHF
OR (W.SHFT) .
2. G10 G90 P0 Z+/- (codici G di tipo B, il segno dipende dalla macchina) ripristino
assoluto eseguire la procedura uguale al punto 2 (es.: G10 G90 P0 Z-300)
nota2 : SPOSTAMENTO ZERO PEZZO (ci sono 2 metodi)
1. G10 P0 W+/- (codici G di tipo A e B, il segno dipende dalla macchina) spostamento
incrementale dello zero pezzo in Z.
2. G10 G91 P0 Z+/- (codici G di tipo B, il segno dipende dalla macchina) spostamento
incrementale (es.: G10 G91 P0 Z-20)
Determinazione segno per W
Se lo zero macchina si trova a destra (lato contropunta o contromandrino) e nello spostamento
origine sulla Z compare un valore positivo usare W+, se il segno negativo usare W-.
Se lo zero macchina e nella parte sinistra (lato autocentrante) e nello spostamento origine sulla Z
compare un valore positivo usare W-, se il segno negativo usare W+.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
50
R.F. Celada S.p.A.
6 CICLI FISSI
6.1 Elenco cicli fissi
Cicli fissi di foratura
G83
G85
G84
G80
ciclo di foratura
ciclo di alesatura
ciclo di maschiatura
annulla cicli di foratura
Cicli fissi di tornitura
G90 (G77)
G94 (G79)
G70
G71
G72
G73
G74
G75
ciclo di tornitura longitudinale (lungo asse Z)
ciclo di tornitura trasversale (lungo asse X)
ciclo di finitura
ciclo di sgrossatura longitudinale (lungo asse Z)
ciclo di sgrossatura trasversale (lungo asse X)
ciclo di tornitura in copiatura
ciclo per gole lungo asse Z o forature
ciclo per gole lungo asse X
Cicli fissi di filettatura
G76
G32(G33)
G34
G35
G36
G92 (G78)
ciclo di filettatura
ciclo di una passata di filettatura
ciclo di filettatura a passo variabile
ciclo di filettatura circolare orario
ciclo di filettatura circolare antiorario
ciclo di filettatura con impostazione di ogni passata
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
51
R.F. Celada S.p.A.
6.2 Ciclo fisso di foratura G83
Descrizione
Ciclo fisso che permette di fare forature con scarico o rottura truciolo (se il parametro 5101.2 RTR
a 0 vengono eseguite le rotture truciolo se il parametro a 1 vengono eseguiti gli scarichi, con il
parametro 5114 si determina lentit di stacco o pre-arresto).
Il ciclo viene annullato con G80 e il numero di giri deve essere sempre fisso.
Sintassi
G83 X0 Z(W) R Q F P
X0
Z(W)
R
Q
F
P
sempre 0 perch il foro pu essere fatto solo nel centro di rotazione del pezzo
quota del fondo del foro, assoluto(incrementale)
avvicinamento al pezzo sullasse Z dal punto di posizionamento (incrementale e facoltativo)
ogni quanti mm esegue scarico o rottura (valore in millesimi e facoltativo)
avanzamento
sosta in secondi sul fondo foro (facoltativo)
Esempio
O0021 (ESEMPIO G83);
G50(G92) S2000 ;
G0 X300 Z300 ;
T0101 ;
G97 S500 M3;
G0 X104 Z2 M8;
G99(G95) X0 ;
G83 Z-65 Q5000 F0.5 ;
G80 (ANNULLA G83);
G0 X300 Z300 M5 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
52
R.F. Celada S.p.A.
6.3 Ciclo fisso di alesatura G85
Descrizione
Ciclo fisso che permette di fare unalesatura di un foro con lalesatore con avanzamento di lavoro
sia in discesa che in salita.
Il ciclo viene annullato con G80 e il numero di giri deve essere sempre fisso.
Sintassi
G85 X0 Z(W) R F P
X0
Z(W)
R
F
P
sempre 0 perch il foro pu essere fatto solo nel centro di rotazione del pezzo
quota del fondo del foro, assoluto(incrementale)
avvicinamento al pezzo sullasse Z dal punto di posizionamento (incrementale e facoltativo)
avanzamento
sosta in secondi sul fondo del foro
Esempio
O0022 (ESEMPIO G85);
G50(G92) S2000 ;
G0 X300 Z300 ;
T0101 ;
G97 S300 M3;
G0 X104 Z2 M8;
G99(G95) X0 ;
G85 Z-65 F0.5 P0.5;
G80 ;
G0 X300 Z300 M5 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
53
R.F. Celada S.p.A.
6.4 Ciclo fisso di maschiatura G84(opzione) o G32(G33)
Descrizione per G84
Con questo ciclo si possono fare delle maschiature rigide (cio il maschio viene stretto in pinza e
non compensa eventuali errori tra rotazione pezzo e asse Z).
La coordinata X sar sempre 0, il numero di giri deve essere fisso e lavanzamento in mm/giro.
Sintassi
G84 R Z F
sincronismo con il numero di giri per la maschiatura (M29 per tutte le
macchine se non specificato altro codice dal costruttore come M79 per HwaCheon) non impostare se non si vuole la maschiatura rigida
ciclo per la maschiatura rigida
R
Z
F
avvicinamento in rapido dal posizionamento
quota fondo maschiatura
avanzamento in MM/Giro (passo)
M29(M79) S.
Esempio
O0150 (MASCHIATURA RIGIDA M8) ;
G50(G92) S1500 ;
G0 X300 Z300 ;
T0101 ;
G0 G99(G95) X0 Z5 M3;
M29(M79) G97 S300 ;
G84 R0 Z-20 F1.25 ;
G80 ;
G0 X300 Z300 ;
M30 ;
Descrizione per G32(G33)
Quando si vuole filettare un foro con un maschio, ma la macchina non dotata di maschiatura
rigida, bisogna usare il ciclo G32(G33). Usare sempre giri fissi e avanzamento in MM/giro
Sintassi
G32(G33) Z F ciclo di filettatura
Z
quota fondo maschiatura (mettere una quota inferiore alla quota reale, provare
a maschiare, misurare la quota ottenuta e se necessita modificare e riprovare,
bisogna fare questo per via delle accelerazioni/decelerazioni)
F
avanzamento in MM/Giro (passo, in ingresso mettere un valore di poco
inferiore al passo reale (circa -10%), in uscita mettere il passo reale)
Esempio
T0202;
G0 G99(G95) G97 S300 M8 X0 Z5;
G32(G33) Z-20 F1.1 M3 ;
M5;
G32(G33) Z5 F1.25 M4;
G0 X300 Z300 ;
M30 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
54
R.F. Celada S.p.A.
6.5 Ciclo di tornitura longitudinale G90 (G77)
Descrizione
Con questo ciclo si intende programmare tante passate, a profondit differenti, lavorando lungo
lasse Z.
Il tornio eseguir pi passate alle profondit descritte nei blocchi dal G90 in poi fino a G0, alla fine
della passata lutensile ritorner alla posizione prima del G90.
Lincremento in X e il ritorno in Z avvengono in rapido come descritto nella figura seguente :
I blocchi 1, 2, 3 e 4 vengono eseguiti tutti anche si in blocco singolo.
Sintassi
G90(G77) X(U) Z(W) R F
G0 / G1
X
U
Z
W
R
F
inizio tornitura longitudinale
fine tornitura longitudinale
quota diametrale della passata in X (assoluto)
incremento della passata in X (incrementale)
posizione finale in Z
posizione incrementale della Z rispetto alla Z precedente (incrementale)
differenza tra raggio finale e raggio iniziale (R- se il diametro finale maggiore del
diametro iniziale, R+ se il contrario)
avanzamento
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
55
R.F. Celada S.p.A.
6.5.1 Esempio n10
No.
1
X offset
50.555
Z offset
20.333
R
0.4
T
3
Z offset
20.333
R
0.4
T
3
O0003 (ESEMPIO G90);
G50(G92) S2000 ;
G0 X300 Z300 ;
T0101 ;
G96 G99(G95) S100 M4;
G0 X104 Z2 M8;
G90(G77) X96 Z-80 F0.5 ;
X92 ;
X88 ;
X84 ;
X80 ;
X76 ;
X72 ;
X70 ;
G0 X300 Z300 M5 ;
M2 ;
6.5.2 Esempio n11
No.
1
X offset
50.555
O0004 (ESEMPIO G90 R);
G50(G92) S2000 ;
G0 X300 Z300 ;
T0101 ;
G96 G99(G95) S200 M4;
G0 X90 Z0 M8;
G90(G77) X86 Z-50 R-5 F0.5 ;
X82 ;
X78 ;
X74 ;
X70 ;
X72 ;
X68 ;
X64 ;
X60 ;
G0 X300 Z300 M5 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
56
R.F. Celada S.p.A.
6.6 Ciclo di tornitura trasversale G94 (G79)
Descrizione
Con questo ciclo si intende programmare tante passate, a profondit differenti, lavorando lungo
lasse X.
Il tornio eseguir pi passate alle profondit descritte nei blocchi dal G94 in poi fino a G0, alla fine
della passata lutensile ritorner alla posizione prima del G94.
Lincremento in Z e il ritorno in X avvengono in rapido come descritto dalla figura seguente :
I blocchi 1, 2, 3 e 4 vengono eseguiti tutti anche si in blocco singolo.
Sintassi
G94(G79) X(U) Z(W) R F
G0 / G1
X
U
Z
W
R
F
inizio tornitura trasversale
fine tornitura trasversale
diametro finale in X (assoluto)
incremento diametrale rispetto alla posizione di partenza (incrementale)
posizione finale in Z (assoluto)
incremento della passata in Z rispetto allultima Z programmata (incrementale)
differenza tra Z finale e Z iniziale (R- se la Z finale maggiore della Z iniziale, R+ se il
contrario)
avanzamento
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
57
R.F. Celada S.p.A.
6.6.1 Esempio n12
No.
10
X offset
50.555
Z offset
20.333
R
0.4
T
3
Z offset
20.333
R
0.4
T
3
O0005 (ESEMPIO G94) ;
G50(G92) S2000 ;
G0 X300 Z300 ;
T1010 ;
G96 G99(G95) S200 M3;
G0 X104 Z2 M8;
G94(G79) X20 Z-2 F0.5 ;
Z-4 ;
Z-6 ;
Z-8 ;
Z-10 ;
G0 X300 Z300 M5 ;
M2 ;
6.6.2 Esempio n13
No.
11
X offset
50.555
O0006 (ESEMPIO G94 R) ;
G50(G92) S3000 ;
G0 X300 Z300 ;
T1111 ;
G96 G99(G95) S200 M3;
G0 X104 Z7 M8;
G1 X100 ;
G94(G79) X20 Z5 R-7 F0.5 ;
Z3 ;
Z1 ;
Z-1 ;
Z-3 ;
G0 X300 Z300 M5 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
58
R.F. Celada S.p.A.
6.7 Cicli di sgrossatura e finitura
6.7.1 Descrizione generale
Ci sono 4 cicli dedicati alla tornitura, il ciclo G71 (sgrossatura longitudinale), G72 (sgrossatura
trasversale), G73 (sgrossatura in copiatura) e il ciclo di finitura G70 che eseguir una passata per
eliminare il sovrametallo lasciato dai cicli di sgrossatura.
I cicli useranno come profilo di riferimento il profilo descritto tra 2 blocchi identificati con i
parametri P come blocco iniziale e Q come blocco finale.
Se si vuole usare la compensazione raggio (G41 o G42) bisogna attivarla e disattivarla dentro i
blocchi che delimitano il profilo oppure bisogna attivarla prima di G70 e disattivarla dopo G70, in
ogni caso la compensazione raggio viene usata solo in finitura e non in sgrossatura.
Esempio sintassi
G71 (G72)(G73)
G71 (G72)(G73) P100 Q200 ...
N100 ...
...
N200 ...
G42 (G41)
...
G70 P100 Q200
G40 ...
G71 (G72)(G73)
G71 (G72)(G73) P100 Q200 ...
N100 G42 (G41) ...
...
N200 G40 ...
G70 P100 Q200
Avvertenze
o Alla fine della passata di finitura lutensile viene riportato nelle coordinate scritta
al blocco precedente il G70
o In sgrossatura non viene considerato il raggio di punta dellutensile quindi utilizzare
correttamente i sovrametallo con U(in X) e W (in Z)
o Il segno sulla U (sovrametallo in X) o sulla W (sovrametallo in Z) dipende dalla
direzione di lavorazione, quindi se si lavora in direzione negativa mettere segno +,
viceversa se si lavora in direzione positiva mettere segno -.
o Il primo blocco del profilo deve essere sempre G0 o G1
o Se si descrive un profilo monotono di TIPO I (sempre crescente o sempre decrescente) il
primo blocco del profilo deve contenere solo un asse X per G71 o Z per G72, se si
descrive un profilo non monotono di TIPO II (sali/scendi) il primo blocco del profilo
deve contenere sia X che Z
o Eventuali avanzamenti (F), numeri di giri (S) o codici M specificati dentro i blocchi che
contengono il profilo verranno utilizzati solo per la finitura.
o Tra i blocchi che definiscono il profilo non pu essere richiamato un sottoprogramma
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
59
R.F. Celada S.p.A.
6.7.2 Ciclo di sgrossatura longitudinale G71
Descrizione
Con il ciclo G71 si fa calcolare al CN il percorso per sgrossare un pezzo che si sviluppa lungo lasse
Z.
Ci sono 2 tipi :
I. Tipo I : con questo tipo si sgrossa un profilo che dal punto di partenza cresce o diminuisce
sempre
II. Tipo II : con questo tipo si sgrossa un profilo che pu avere differenti andamenti
Per far capire al CN quale dei 2 tipi si vuole usare bisogna programmare il 1 blocco del profilo nel
modo seguente :
I. Tipo I : inserire solo il movimento dellasse X
II. Tipo II : inserire tutti e 2 gli assi, se uno di questi non ha movimento programmare U0 o
W0, diversamente il movimento dellutensile potr rovinare il profilo
Eventuali avanzamenti (F), numeri di giri (S) o codici M specificati dentro i blocchi che contengono
il profilo verranno utilizzati solo per la finitura.
Sintassi
definizione profondit di passata radiale in X (U) se non specificato si
considera il par.5132 e stacco a 45 alla fine di ogni passata (R) se non
specificato si usa il parametro 5133
G71 P Q U W F definizione altri parametri (vedi descrizione seguente)
P
numero del 1 blocco del profilo
Q
numero dellultimo blocco del profilo
U
sovrametallo sul diametro (positivo se lavorazione esterna, negativo se interna)
W
sovrametallo sullo spallamento (sempre positivo se lo sballamento e in Z-)
F
avanzamento della sgrossatura
G71 U R
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
60
R.F. Celada S.p.A.
6.7.2.1 Esempio n14 (TIPO I)
No.
X offset
1
50.555
2
40.005
3
45.678
4
12.789
O0007 (G71 I G70);
G50(G92) S3000 ;
G0 X300 Z300 ;
T0101(SGR ESTERNO) ;
G99(G95) G96 S200 M4 ;
G0 X164 Z0 M8;
G1 X-3 F0.5 ;
G0 X164 Z2 ;
G71 U6 R1 ;
G71 P10 Q70 U2 W1 F0.3 ;
N10 G0 X60 F0.1 ;
N20 G1 Z-20 ;
N30 X80 ;
N40 W-60 ;
N50 X120 W-60 ;
N60 X160 ;
N70 G0 Z2 ;
G97 S1000 ;
G0 X300 Z300 ;
T0202 (FIN ESTERNO) ;
G99(G95) G96 S180 M4;
G0 G42 X164 Z2 M8;
G70 P10 Q70 ;
G0 G40 X164 Z2 ;
G97 S1000 ;
G0 X300 Z300 ;
T0303 (SGR INTERNO) ;
G99(G95) G96 S200 M4;
Z offset
20.333
21
23.56
11.564
Manuale corso Torni con CN Fanuc
R
0.8
0.2
0.4
0.2
T
3
3
2
2
e-mail: giorgio.cerberi@celada.it
61
R.F. Celada S.p.A.
G0 X164 Z2 M8;
X-3 Z2 ;
G71 U6 R1 ;
G71 P100 Q150 U-1 W0.5 F0.3 ;
N100 G0 X36 F0.2 ;
N110 G1 Z0 ;
N120 X30 C2 ;
N130 Z-30 R5 ;
N140 X0 ;
N150 G0 Z2 ;
G0 X300 Z300 ;
G97 S1000
T0404 (FIN INTERNO) ;
G99(G95) G96 S180 M4;
G0 G41 X164 Z2 M8;
X-3 Z2 ;
G70 P100 Q150 ;
G0 G40 X164 Z2 ;
G97 S1000 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
62
R.F. Celada S.p.A.
6.7.2.2 Esempio n15 (TIPO II)
No.
X offset
1
50.555
2
40.005
O0008 (G71 II G70);
G50(G92) S3000 ;
G0 X300 Z300 ;
T0101 (SGROSSATURA) ;
G99(G95) G96 S200 M4 ;
G0 X104 Z0 M8;
G1 X-3 F0.5;
G0 X104 Z2 ;
G71 U5 R1 ;
G71 P10 Q120 U2 W0.2 F0.3 ;
N10 G1 X40 Z2 ;
N20 G1 Z0 ;
N30 X60 W-10 ;
N40 W-10 ;
N50 X40 W-10 ;
N60 W-10 ;
N70 X60 W-10 ;
N80 W-10 ;
N90 X40 W-10 ;
N100 W-10 ;
N110 X60 W-10 ;
N120 X104 ;
G0 X300 Z300 ;
T0202 (FINITURA) ;
G99(G95) G96 S180 M4 ;
G0 G42 X104 Z2 M8;
G70 P10 Q120 ;
G0 G40 X104 Z2 ;
G97 S1000 ;
G0 X300 Z300 ;
M2 ;
Z offset
20.333
21
Manuale corso Torni con CN Fanuc
R
0.8
0.2
T
3
3
e-mail: giorgio.cerberi@celada.it
63
R.F. Celada S.p.A.
6.7.3 Ciclo di sgrossatura trasversale G72
Descrizione
Con il ciclo G72 si fa calcolare al CN il percorso per sgrossare un pezzo che si sviluppa lungo lasse
X.
A differenza del G71 con il G72 c un solo tipo di percorso lavorabile il quale deve essere sempre
crescente o sempre decrescente.
Il primo blocco del profilo deve contenere solo il movimento dellasse Z
Eventuali avanzamenti (F), numeri di giri (S) o codici M specificati dentro i blocchi che contengono
il profilo verranno utilizzati solo per la finitura.
Sintassi
definizione profondit di passata in Z (W) se non specificato si
considera il par.5132 e stacco a 45 alla fine di ogni passata (R) se non
specificato si considera il par.5133
G72 P Q U W F definizione altri parametri (vedi descrizione seguente)
P
numero del 1 blocco del profilo
Q
numero dellultimo blocco del profilo
U
sovrametallo sul diametro
W
sovrametallo sullo spallamento
F
avanzamento della sgrossatura
G72 W R
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
64
R.F. Celada S.p.A.
6.7.3.1 Esempio n16
No.
1
2
X offset
50.555
40.005
Z offset
20.333
21
R
0.8
0.2
T
3
3
O0009 (G72 G70);
G50(G92) S3000 ;
G0 X300 Z300 ;
T0101 ;
G99(G95) G96 S200 M4;
G0 X166 Z0 M8;
G1 X-3 F0.5 ;
G0 X166 Z2 ;
G72 W3 R2 ;
G72 P100 Q150 U2 W1 F0.3 ;
N100 G0 Z-30 ;
N110 G1 X100 F0.1 ;
N120 X80 Z-20 ;
N130 X40 ;
N140 X20 Z-10 ;
N150 Z2 ;
G0 G97 S1000 ;
G0 X300 Z300 ;
T0202 ;
G99(G95) G96 S200 M4;
G0 G41 X166 Z2 M8;
G70 P100 Q150 ;
G0 G40 X166 Z2 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
65
R.F. Celada S.p.A.
6.7.4 Ciclo di sgrossatura a copiare G73
Descrizione
Con questo ciclo si esegue la sgrossatura seguendo sempre il profilo.
Il profilo deve seguire la sequenza riportata in figura :
Sintassi
U sovrametallo in X(radiale se non specificato viene usato il par.5135)
W sovrametallo in Z (se non specificato viene usato il par.5136)
R numero passate (se non specificato viene usato il par.5137)
G73 P Q... U... W... F definizione altri parametri (vedi descrizione seguente)
P
numero del 1 blocco del profilo
Q
numero dellultimo blocco del profilo
U
sovrametallo sul diametro
W
sovrametallo sullo spallamento
F
avanzamento della sgrossatura
G73 U W R
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
66
R.F. Celada S.p.A.
6.7.4.1 Esempio n17
No.
1
2
X offset
50.555
40.005
Z offset
20.333
21
R
0.8
0.2
T
3
3
O0009 (G73 G70);
G50(G92) S3000 ;
G0 X300 Z300 ;
T0101 ;
G99(G95) G96 S200 M4;
G0 X45 Z0 M8;
G1 X-3 F0.5;
G0 X45 Z2 ;
G73 U5 W4 R4 ;
G73 P100 Q140 U2 W1 F0.3 ;
N100 G0 X10 Z0 ;
N110 G1 Z-15 F0.1 ;
N120 X20 W-10 ;
N130 W-5 ;
N140 X40 W-10 ;
G0 G97 S1000 ;
G0 X300 Z300 ;
T0202 ;
G99(G95) G96 S200 M4;
G0 G42 X45 Z0 M8;
G70 P100 Q140 ;
G0 X50 Z2 G40 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
67
R.F. Celada S.p.A.
6.7.5 Ciclo di finitura G70
Con il ciclo di finitura G70, il tornio eseguir una passata per eliminare il sovrametallo lasciato dai
cicli G71 (sgrossatura longitudinale), G72 (sgrossatura trasversale) o G73 (sgrossatura in
copiatura).
Eventuali avanzamenti (F), numeri di giri (S) o codici M specificati dentro i blocchi che contengono
il profilo verranno utilizzati solo per la finitura.
Se si vuole usare la compensazione raggio (G41 o G42) bisogna attivarla prima di G70 e
disattivarla dopo G70 oppure attivarla e disattivarla nel profilo.
Sintassi
G70 P Q
P
Q
esecuzione della finitura per il percorso che inizia in P... e finisce in Q
numero del primo blocco del profilo
numero dellultimo blocco del profilo
Esempio
G71 (G72)(G73)
G71 (G72)(G73) P100 Q200 ...
N100 ...
...
N200 ...
G42 (G41)
...
G70 P100 Q200
G40 ...
...
G71 (G72)(G73)
G71 (G72)(G73) P100 Q200 ...
N100 G42 (G41) ...
...
N200 G40 ...
G70 P100 Q200
Attenzione : dopo la passata di finitura lutensile viene riportato alle coordinate programmate
il blocco precedente il G70
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
68
R.F. Celada S.p.A.
6.8 Cicli di filettatura G76, G32, G34, G35, G36 e G92 (G78)
Descrizione
Con questi cicli si possono realizzare filettature interne o esterne con una o pi passate a secondo
del ciclo scelto.
Quando si filetta importante rispettare alcune regole :
I. il numero di giri deve essere sempre fisso quindi programmare lo stesso con G97
II. se si interrompe una filettatura con il FEED HOLD importante, prima di ripartire, portare
il mandrino e gli assi nel punto di interruzione, in linea di massima sconsigliato fermare la
macchina durante una filettatura.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
69
R.F. Celada S.p.A.
6.8.1 Tabella filetti
Profondit DIAMETRALE del filetto:
esterno = 2 * (0.6134 * passo filetto)
interno = 2 * (0.5413 * passo filetto)
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
70
R.F. Celada S.p.A.
6.8.2 Ciclo filettatura longitudinale G76
Descrizione
Con questo ciclo si possono eseguire delle filettature longitudinali in pi passate e eventualmente
anche coniche.
Sintassi
G76 Pxxyyzz Qq Rr
G76 X(U) Z(W) Ra Pp Qb F
xx
yy
zz
q
r
X
Z
a
p
b
F
numero passate in finitura (da 01 a 99) (se non specificato si usa par.5142)
angolo di uscita a fine filetto (da 00 a 99, 00 = uscita a 90, 45 = uscita a 135) (se non
specificato si usa il par.5130)
angolo filetto 80, 60, 55, 30, 29 o 0 (se non specificato si usa il par.5143)
profondit passata minima, quando viene raggiunto questo valore la profondit di passata
verr mantenuta tale fino alla fine filetto. Valore in millesimi e radiale (100 = 0.1) (se non
specificato si usa il par.5140) sempre positivo
sovrametallo per la finitura (diametrale e sempre positivo) (se non specificato si usa
par.5141)
diametro nocciolo del filetto (se conico mettere il diametro a fine filetto), valore da prendere
dalle tabelle (assoluto e obbligatorio)
quota finale filetto (assoluto e obbligatorio)
differenza raggio tra finale e iniziale (con segno il diametro aumenta, con + il diametro
diminuisce)
altezza radiale del filetto in millesimi (laltezza = 613 * passo filetto) (sempre positiva)
profondit radiale della prima passata in millesimi (sempre positivo)
passo
Nota: se Qb minore di Qq il filetto viene lavorato con passate costanti
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
71
R.F. Celada S.p.A.
6.8.2.1 Esempio n26 (ciclo G76 filetto cilindrico)
No.
X offset
Z offset
R
1
50.555
20.333
0.8
O0016 (TORNITURA FILETTO) ;
G50(G92) S1500 ;
G0 X300 Z300 ;
T0101 ;
G0 G99(G95) G97 S800 M4 X46 Z3 (X46 la posizione di svincolo ad ogni passata);
G76 P020060 Q100 R0.05 ;
G76 X43.466 Z-42 P766 Q200 F1.25 ;
->
X=M45-((0.6134*2)*1.25)
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
T
3
e-mail: giorgio.cerberi@celada.it
72
R.F. Celada S.p.A.
6.8.2.2 Esempio n27 (filetto a 3 principi)
Descrizione
Il pezzo da lavorare quello dellesempio precedente con la differenza che ha 3 principi.
Per sfalsare la partenza dei 3 filetti sufficiente anticipare o posticipare la quota Z di inizio filetto,
il valore si calcola con la seguente formule:
passo / n principi = 1.25 / 3 = 0.416
0.416 la distanza per ogni principio nella partenza del filetto in Z
Programma
No.
1
X offset
50.555
Z offset
20.333
R
0.8
T
3
O0017 (TORNITURA FILETTO) ;
G50(G92) S1500 ;
G0 X300 Z300 ;
T0101 ;
G99(G95) G97 S800 M4;
G0 X46 Z3 M8;
M98 P1001 ;
G0 X46 Z3.416 ;
M98 P1001 ;
G0 X46 Z3.832 ;
M98 P1001 ;
G0 X300 Z300 ;
M2 ;
O1001 (SOTTOPROGRAMMA) ;
G76 P020060 Q100 R0.05 ;
G76 X43.466 Z-42 R0 P766 Q1000 F1.25 ;
M99 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
73
R.F. Celada S.p.A.
6.8.3 Ciclo filettatura longitudinale G32(G33)
Descrizione
Con il ciclo G32 si programma una passata per realizzare una filettatura longitudinale.
Sintassi
G32(G33) X(U) Z(W) F Q
G32(G33)
X (U)
Z (W)
F
Q
ciclo filettatura longitudinale
diametro fine passata filetto (obbligatorio)
punto finale filetto in Z (obbligatorio)
passo filetto (obbligatorio)
partenza angolare di ogni filetto per filetto a pi principi , con un solo principio non
specificare (valore in millesimi, per 180 scrivere Q180000)
Esempio
G0 X55 Z3 :
G32 X44.5 F1.25;
G32 Z-42 ;
G32 X55 ;
G0 Z3;
G32 X44 F1.25;
G32 Z-42 ;
G32 X55 ;
G0 Z3 ;
G32 X43.466 F1.25;
G32 Z-42 ;
G32 X55 ;
Esempio
Descrizione
Il filetto partir a Z3 quindi bisogna calcolarsi la X finale :
50-45=5 5:40=X:3 X=15/40=0.337 X=45-5-0.337=39.663
...
G0 X55 Z3 ;
G32 X42.125 F1 (PRIMA PASSATA) ;
G32 X47.5 Z-40 ;
G32 X55 ;
G0 Z3 ;
G32 X39.663 F1(SECONDA PASSATA);
G32 X45 Z-40 ;
G32 X55 ;
G0 Z3 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
74
R.F. Celada S.p.A.
Esempio
Descrizione
Realizzare il filetto M60 * 2 lungo il profilo che va da A a B
G0 X85 Z3 ;
X50 ;
G32 Z-50 F2 ;
G32 X80 Z-81.18 F2 ;
G0 X55 ;
Z3 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
75
R.F. Celada S.p.A.
6.8.4 Ciclo di filettatura a passo variabile G34
Descrizione
Questi cicli servono per realizzare un filetto a passo variabile .
Sintassi
G34 X (U) Z (W) K F
X
Z
K
F
diametro passata filetto (inserimento obbligatorio)
fine filetto in Z (inserimento obbligatorio)
incremento passo filetto
passo iniziale
Esempio
Dati:
passo iniziale 1
incremento passo 0.5
diametro fondo filetto 30
lunghezza utile 20
G0 X30 Z2 ;
G34 X30 W-22 K0.5 F1 ;
G0 X40 ;
6.8.5 Ciclo filettatura su un arco G35 o G36
Descrizione
Con il seguente ciclo si possono realizzare delle filettature su unarco sia in senso orario che senso
antiorario e sia in X che in Z.
Sintassi
G35(G36) X(U) Z(W) I K (R) F Q
G35 movimento in senso orario
G36 movimento in senso antiorario
X
quota diametrale della fine dellarco (obbligatorio)
Z
quota finale dellarco (obbligatorio)
I
distanza incrementale sullasse X dallinizio del cerchio al centro cerchio (valore radiale, se
I=0 non serve inserirlo e non usare se si usa R)
K
distanza incrementale sullasse Z dallinizio del cerchio al centro cerchio (valore radiale, se
Z=0 non serve inserirlo e non usare se si usa R)
R
valore del raggio (non usare se I e/o K sono specificati)
F
passo
Q
partenza angolare di ogni filetto per filetto a pi principi , con un solo principio non
specificare (valore millesimale, per 180 scrivere Q180000)
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
76
R.F. Celada S.p.A.
6.8.6 Ciclo di filettatura con specifica della profondit di passata G92 (G78)
Descrizione
Con questo ciclo si ha la possibilit di specificare la quota X per ogni passata.
Alla fine del filetto viene eseguito uno smusso di 45 (circa) in uscita dalla lavorazione, specificare
un valore compreso tra 0.1 e 12.7 nel parametro 5130, tale valore verr moltiplicato per il passo del
filetto per calcolare quando si deve staccare lutensile per realizzare lo smusso.
Sintassi
G92(G78) X(U) Z(W) R... F
ciclo di filettatura
X
quota passata, nel caso di R diverso da 0 X il diametro finale (assoluto e diametrale)
U
quota passata (incrementale e diametrale)
Z
quota fine filetto in Z (assoluto)
W
quota fine filetto in Z (incrementale)
R
differenza radiale tra raggio finale e raggio di partenza
F
passo
Esempio
...
T0101 ;
G99(G92) G97 S1000 M3 ;
G0 X49 Z2 M8;
G92(G78) X44.2 Z-42 F1.25 ;
X43.8 ;
X43.6 ;
X43.466 ;
G0 X60 ;
...
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
77
R.F. Celada S.p.A.
6.9 Ciclo per forature e gole G74 e G75
6.9.1 Ciclo per forature G74
Descrizione
Con questo ciclo si possono eseguire delle forature nel centro di rotazione del pezzo.
La X programmata sar sempre 0 di conseguenza programmare in numero di giri fissi (G97) .
Sintassi
ritiro utensile sullasse Z ad ogni Q (incrementale, se
non specificato viene usato il valore nel par.5139)
ciclo di foratura
G74 R
G74 Z(W)... Q... F
Z
profondit foro (assoluto)
W
profondit foro (incrementale)
Q
ogni quanti millesimi viene rotto il truciolo (Q1000 = 1 mm)
F
avanzamento
6.9.1.1 Esempio n18
No.
1
X offset
0
Z offset
20.333
R
0
T
0
O0010 (FORO G74) ;
G50(G92) S2000 ;
G0 X300 Z300 ;
T2020 ;
G99(G95) G97 S1000 M3;
G0 X100 Z2 M8;
X0 M8;
G74 R1 ;
G74 Z-65 Q5000 F0.1 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
78
R.F. Celada S.p.A.
6.9.2 Ciclo per gole frontali G74
Descrizione
Con questo ciclo si possono eseguire gole frontali con la larghezza maggiore o uguale alla larghezza
dellutensile.
Sintassi
stacco in Z per la rottura truciolo (incrementale, se non
specificato viene usato il valore nel par.5139)
G74 X(U) Z(W) P Q R F ciclo per gole frontali
X
posizione finale della componente X (diametrale e assoluto)
U
posizione finale della componente X (diametrale e incrementale)
Z
profondit della gola (assoluto)
W
profondit della gola (incrementale)
P
allargamento gola in X (in millesimi, radiale, incrementale)
Q
ogni quanti millesimi rompere il truciolo (incrementale e obbligatorio)
R
stacco radiale al quota Z(lungo asse X) attenzione rischio di rottura utensile, se R0 si pu
omettere
F
avanzamento
G74 R
6.9.2.1 Esempio n19 (una gola)
No.
1
X offset
50.555
Z offset
10
R
0.8
T
3
O0011 (G74 GOLA) ;
G50(G92) S2000 ;
G0 X300 Z300 ;
T0101 ;
G99(G95) G96 S200 M4;
G0 X40 Z2 M8;
G74 R1 ;
G74 X40 Z-10 Q5000 F0.2 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
79
R.F. Celada S.p.A.
6.9.2.2 Esempio n20 (due gole)
O0012 (G74 DUE GOLE) ;
G50(G92) S2000 ;
G0 X300 Z300 ;
T0101 ;
G99(G95) G96 S200 M4;
G0 X40 Z2 M8,
G74 R1 ;
G74 X20 Z-10 P10000 Q5000 F0.2 ;
G0 X300 Z300 ;
M2 ;
6.9.2.3 Esempio n21 (una gola grande)
O0012 (G74 UNA GOLA GRANDE) ;
G50(G92) S2000 ;
G0 X300 Z300 ;
T0101 ;
G99(G95) G96 S200 M4;
G0 X40 Z2 M8;
G74 R1 ;
G74 X20 Z-10 P4000 Q5000 F0.2 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
80
R.F. Celada S.p.A.
6.9.3 Ciclo per gole radiali G75
Descrizione
Con questo ciclo si possono costruire gole su un diametro esterno o interno.
Sintassi
stacco in X per rottura truciolo (incrementale, se non
specificato viene usato il valore nel par.5139)
G75 X(U) Z(W) P Q R F ciclo per gole radiali
X
profondit finale dalla gola in X (diametrale e assoluto)
U
profondit finale della gola in X (diametrale e incrementale)
Z
posizione finale della gola in Z (assoluto)
W
posizione finale della gola in Z (incrementale)
P
ogni quanti millesimi rompe il truciolo (diametrale, incrementale e obbligatorio)
Q
ogni quanti millesimi eseguire una gola (incrementale)
R
spostamento in Z sul fondo della gola, attenzione rischio rottura utensile, se R0 si pu
omettere
F
avanzamento
G75 R
6.9.3.1 Esempio n22 (una gola)
No.
2
X offset
50.555
Z offset
33.45
R
0.8
T
3
O0013 (G75 UNA GOLA ) ;
G50(G92) S2000 ;
G0 X300 Z300 ;
T0202 ;
G99(G95) G96 S200 M4;
G0 X64 Z-15 M8,
G75 R1 ;
G75 X40 Z-15 P5000 F0.2 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
81
R.F. Celada S.p.A.
6.9.3.2 Esempio n23 (tre gole equidistanti)
O0014 (G75 3 GOLE ) ;
G50(G92) S2000 ;
G0 X300 Z300 ;
T0202 ;
G99(G95) G96 S200 M4;
G0 X64 Z-10 M8;
G75 R1 ;
G75 X40 Z-30 P5000 Q10000 F0.2 ;
G0 X300 Z300 ;
M2 ;
6.9.3.3 Esempio n24 (una gola grande)
O0014 (G75 3 GOLE ) ;
G50(G92) S2000 ;
G0 X300 Z300 ;
T0505 ;
G99(G95) G96 S200 M4;
G0 X64 Z-10 M8;
G75 R1 ;
G75 X40 Z-30 P5000 Q4000 F0.2 ;
G0 X300 Z300 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
82
R.F. Celada S.p.A.
6.9.3.4 Esempio n25 (una gola con smussi)
O0015 (GOLA + SMUSSI) ;
G50(G92) S3000 ;
G0 X300 Z300 ;
T0101 ;
G0 G99(G95) G97 S800 M4 X102 Z-16 ;
G75 R1 ;
G75 X90 Z-16 P4000 F0.1 ;
G1 X102 Z-14 F0.5 ;
X100 F0.1 ;
U-2 W-1 F0.05 ;
X90 F0.1 ;
X102 F0.5 ;
G0 Z-18 ;
G1 X100 F0.1 ;
U-2 W1 F0.05 ;
X90 F0.1 ;
X102 F0.5 ;
G0 X300 Z300 ;
M2 ;
Oppure
...
T0101 ;
G0 G99(G95) G97 S800 M4 X102 Z-16 ;
G1 X90 F0.1 ;
G0 X102 ;
G1 X100 Z-14 ;
Z-15 A225 F0.05 ;
X90 A270 F0.1 ;
G0 X102 ;
Z-18 ;
G1 X100 F0.2 ;
Z-17 A-45 ;
X90 A-90 ;
X102 F0.5 ;
Oppure
...
T0101 ;
G0 G99(G95) G97 S800 M4 X102 Z-16 ;
G1 X90 F0.1 ;
G0 X102 ;
G1 X100.05 Z-13.5 F1 ;
Z-15 C1 (,C1) ;
X90 ;
X102 F3 ;
G0 Z-18.5 ;
G1 X100.05 F0.1 ;
Z-17 C1 (,C1) ;
X90 ;
X102 F3 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
83
R.F. Celada S.p.A.
7 UTENSILI MOTORIZZATI
Descrizione
Gli utensili motorizzati sono degli utensili che hanno un loro movimento di rotazione, tale
movimento serve per lavorare con utensili come per esempio frese o punte.
Luso di tali utensili vincolato dallavere la predisposizione in torretta e i portautensili rotanti.
Offset utensili
T0101
fresa D10 lavorazione radiale
T0202
punta D8 lavorazione frontale
fresa D12 lavorazione frontale
T1111
T1212
punta D6 lavorazione radiale
No.
1
2
11
12
X offset
50.456
0
Z offset
0
20.334
R
5
0
T
9
9
0
33.56
15.99
0
6
0
9
9
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
84
R.F. Celada S.p.A.
7.1 Codici usati
7.1.1 Su HWACHEON
Codice M
M28
M29
M38
M39
M70
M76
M74
M79
Descrizione
Attiva asse C, sempre prima di M3 o M4
Disattiva asse C, sempre dopo M5
Attiva freno asse C
Disattiva freno asse C
Orientamento a C0
Disattiva M70
Attiva maschiatura sinistra se il motorizzato in linea con la
torretta, se montato sul fianco attiva la destra, va sempre prima di
M3 e G84 o G88. Disattiva M75
Attiva maschiatura destra se il motorizzato in linea con la torretta,
se montato sul fianco attiva la sinistra, va sempre prima di M3 e
G84 o G88. Disattiva M74.
Attiva maschiatura rigida
G98
G99
Avanzamento in mm/min
Avanzamento in mm/giro
M75
Altro
7.1.2 Su COLCHESTER
Codice M
M109
M110
M31
M32
M27
M28
M29
Descrizione
Attiva asse C, sempre prima di M3 o M4
Disattiva asse C, sempre dopo M5
Attiva freno asse C
Disattiva freno asse C
Attiva maschiatura rigida destra
Attiva maschiatura rigida sinistra
Maschiatura rigida
Altro
G94
Avanzamento in mm/min
G95
Avanzamento in mm/giro
G90
Comandi in assoluto
G91
Comandi in incrementali
G98
Ritorno alla quota Z (cicli di foratura)
G99
Ritorno alla quota R (cicli di foratura)
Nel proseguimento del manuale i codici del Colchester verranno messi tra parentesi come :
M28(M109)
7.1.3 Codici comuni
Codice M
M3
M4
M8
M5
M9
Descrizione
Rot. motorizzato orario (M103 su Hwacheon con contromandrino)
Rot. motorizzato antiorario (M104 su Hwac. con contromandrino)
Refrigerante
Stop motorizzato (M105 su Hwacheon con contromandrino)
Stop refrigerante
Manuale corso Torni con CN Fanuc
Altro
e-mail: giorgio.cerberi@celada.it
85
R.F. Celada S.p.A.
7.2 Asse B (solo HWACHEON serie S e SM)
Descrizione
Lasse B il mandrino principale che pu essere comandato con rotazioni a passo angolare
costante, quindi si pu comandare rotazioni solo con passi di 2.5 alla volta da 0 a 360.
Con lasse B non serve nessun codice M per attivarlo, comandare M5 prima di comandare B.
Programmando una posizione non multipla di 2.5 verr generato un allarme, quindi B2.51 o B2.49
generano un allarme.
Dopo aver comandato un posizionamento con B i codici M3 o M4 o M5 attiveranno gli utensili
motorizzati.
Sintassi
B
comando assoluto dellasse rotante B (passi di 2.5)
Esempio
O0019 (ESEMPIO) ;
G0 X300 Z300 ;
T1010 ;
M5 ;
G98 ;
B0 ;
G97 S1000 M3 X100 Z2 ;
G1 X50 F100 ;
G0 X100 ;
B120 ;
G1 X50 ;
G0 X100 ;
G0 X300 Z300 ;
M29 ;
...
stop delleventuale rotazione del mandrino
avanzamento in mm/min
posizionamento e attivazione asse B
numero di giri costante, rotazione oraria e posizionamento
rotazione assoluta dellasse B di 120
disattivazione asse B
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
86
R.F. Celada S.p.A.
7.3 Asse C
Descrizione
Lasse C il mandrino principale che pu essere comandato con movimenti continui, quindi si pu
comandare tutte le posizioni da 0 a 359.999 con passi di 0.001.
Lasse C diventa il mandrino autocentrante nel momento che si attiva con il codice M dedicato
(vedi tabelle).
E importante attivare lasse C solo quando il mandrino fermo, quindi programmare un M5 prima.
Lasse C si programma in gradi centesimali quindi 15 30 diventa 15.50.
Sintassi
C
comando di movimento assoluto con percorso pi breve (da 0 a 359.999)
H
comando incrementale con direzione del movimento specificata dal segno, con + gira in
senso antiorario con gira in senso orario
Esempio per HWACHEON (serie MC e SMC)
O0018 (ESEMPIO) ;
M5 ;
stop delleventuale rotazione del mandrino
G0 X300 Z300 ;
G28 H0. ;
posizionamento C sullo 0 macchina sempre prima di M28 solo
per macchine senza elettro-mandrino (no per Hi Tech 700)
T1010 ;
M28 G98 ;
attivazione asse C e avanzamento in mm/min
G28 H0.;
solo per macchine con elettromandrino o Hi Tech 700
G97 S1000 M3 X100 Z2 C0;
numero di giri costante, rotazione oraria e posizionamento
G1 X50 F100 ;
G0 X100 ;
H120 ;
rotazione incrementale dellasse C di 120
G1 X50 ;
G0 X100 ;
G0 X300 Z300 ;
G28 H0 ;
M5 ;
stop del rotazione del mandrino motorizzato
M29 ;
disattivazione asse C
Esempio per COLCHESTER
O0018 (ESEMPIO) ;
M5 ;
G0 X300 Z3000 ;
T1010 ;
M109 ;
G28 C0 ;
G97 G94 S1000 M3 X100 Z2 C0;
G1 X50 F100 ;
G0 X100 ;
H120 ;
G1 X50 ;
G0 X100 ;
G0 X300 Z300 ;
M5 ;
M110 ;
stop delleventuale rotazione del mandrino
attivazione asse C e avanzamento in mm/min
posizionamento C sullo 0 macchina sempre prima di M109
numero di giri costante, rotazione oraria e posizionamento
rotazione incrementale dellasse C di 120
stop del rotazione del mandrino motorizzato
disattivazione asse C
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
87
R.F. Celada S.p.A.
7.4 Cicli fissi di foratura, alesatura e maschiatura
7.4.1 Elenco cicli
G83
G87
G85
G89
G84
G88
G80
foratura in Z
foratura in X
alesatura in Z
alesatura in X
maschiatura in Z
maschiatura in X
chiude il ciclo fisso
7.4.2 Altri codici
ritorno alla quota sullasse di foratura comandata prima del ciclo fisso (attivo
allaccensione)
G99
ritorno alla quota R del ciclo fisso
Questi 2 codici sono validi solo per i codici G del tipo B, nel caso di codici G del tipo A il
comportamento sempre del tipo G98
G98
K
R
G0, G1, G2 e G3
numero di ripetizioni (max.999), con K0 non viene eseguito il foro di
posizionamento
movimento in rapido dal punto di posizionamento descritto prima del ciclo
la direzione dipende dal segno + o - (valore radiale e incrementale)
se vengono programmati annullano il ciclo fisso
7.4.3 Avvertenze
I. Programmare sempre S come numero di giri fisso
II. Scegliere con attenzione il ciclo da utilizzare in base alla direzione di foratura
III. I cicli frontali possono essere utilizzati anche senza utensili motorizzati nel caso di
operazioni in X0
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
88
R.F. Celada S.p.A.
7.4.4 Ciclo di foratura in Z G83 o in X G87
Descrizione
Con questi cicli si intende fare delle forature con la profondit che si sviluppa in Z con G83 e che si
sviluppa in X con G87
Con questo ciclo si possono eseguire delle rotture truciolo o degli scarichi trucioli, questo dipende
dal parametro 5101.2 (RTR) per le prime mettere il parametro a 0 per le seconde mettere il
parametro a 1, nel caso di rottura truciolo con il parametro 5114 si decide lentit dello stacco.
Sintassi
G83 X(U)... C(H) Z(W)... R... Q... P... F K... M
o
G87 Z(W)... C(H) X(U)... R... Q... P... F K... M
X(U)
C(H)
Z(W)
R
Q
P
F
K
M
centro foro (G83) o profondit (G87) assoluta o incrementale
2 coordinata del centro foro assoluto o incrementale
centro foro (G87) o profondit (G83) assoluta o incrementale
avvicinamento in rapido dellasse di foratura dal posizionamento, radiale e incrementale
(facoltativo)
profondit di incremento in millesimi (se non si specifica la foratura verr eseguita senza
interruzioni)
sosta in secondi sul fondo foro (facoltativo)
avanzamento
numero di ripetizioni (facoltativo)
codice per bloccare lasse C, se previsto o necessario
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
89
R.F. Celada S.p.A.
7.4.4.1 Esempio n26 (profondit e posizioni uguali)
No.
15
13
X offset
50.555
0
Z offset
0
40.456
HWACHEON
O0028 (FORATURE) ;
G0 X300 Z300 ;
T1515 (PUNTA D20) ;
M28 ;
G28 H0;
G98 G97 S1000 M3;
G0 X105 Z-90 C0 M8;
G87 X20 H120 Q5000 F100 K3 M38 ;
G80 M5 ;
M29 ;
G0 X300 Z300 ;
T1313 (PUNTA D10) ;
M28 ;
G28 H0;
G98 G97 S1000 M3;
G0 X105 Z2 C0 M8;
X50 ;
G83 X50 H120 Z-110 Q5000 F100 K3 M38 ;
G80 M5 ;
G0 X300 Z300 ;
M29 ;
M2 ;
R
0
0
T
0
0
COLCHESTER
O0028 (FORATURE) ;
G0 X300 Z300 ;
T1515 (PUNTA D20) ;
M109 ;
G28 C0 ;
G94 G97 S1000 M3;
G0 X105 Z-90 C0 M8;
G87 X20 H120 Q5000 F100 K3 M31 ;
G80 M5 ;
M110 ;
G0 X300 Z300 ;
T1313 (PUNTA D10) ;
M109 ;
G28 C0;
G94 G97 S1000 M3;
G0 X105 Z2 C0 M8;
X50 ;
G83 X50 H120 Z-110 Q5000 F100 K3 M31 ;
G80 M5 ;
G30 X300 Z300 ;
M110 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
90
R.F. Celada S.p.A.
7.4.4.2 Esempio n27 (profondit e posizioni diverse)
No.
12
X offset
0
Z offset
40.456
HWACHEON
O0029 (FORATURE) ;
G0 X300 Z300 ;
T1212 (PUNTA D10) ;
M28 ;
G28 H0;
G0 G98 G97 S1000 X105 Z2 C0 M3;
X70 ;
G83 C0 Z-50 Q5000 F100 M38 ;
C90 Q5000 ;
X40 C180 Z-30 Q5000 ;
C270 Q5000 ;
G80 M5 ;
G0 X300 Z300 ;
G28 H0;
M29 ;
M2 ;
R
0
T
0
COLCHESTER
O0029 (FORATURE) ;
G0 X300 Z300
T1212 (PUNTA D10) ;
M109 ;
G28 C0;
G0 G94 G97 S1000 X105 Z2 C0 M3;
X70 ;
G83 C0 Z-50 Q5000 F100 M31 ;
C90 Q5000;
X40 C180 Z-30 Q5000 ;
C270 Q5000 ;
G80 M5 ;
G0 X300 Z300 ;
G28 C0;
M110 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
91
R.F. Celada S.p.A.
7.4.5 Ciclo di alesatura in Z G85 o in X G89
Descrizione
Con questi cicli si intende fare delle alesature con la profondit che si sviluppa in Z con G85 e che
si sviluppa in X con G89
Sintassi
G85 X(U)... C(H) Z(W)... R... P... F K... M
o
G89 Z(W)... C(H) X(U)... R... P... F K... M
X(U)
C(H)
Z(W)
R
P
F
K
M
centro foro (G85) o profondit (G89) assoluta o incrementale
2 coordinata del centro foro assoluto o incrementale
centro foro (G89) o profondit (G85) assoluta o incrementale
avvicinamento in rapido dellasse di foratura dal posizionamento, radiale e incrementale
(facoltativo)
sosta in secondi sul fondo foro (facoltativo)
avanzamento
numero di ripetizioni (facoltativo)
codice per bloccare lasse C, se previsto o necessario
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
92
R.F. Celada S.p.A.
7.4.5.1 Esempio n28
No.
15
13
X offset
50.555
0
Z offset
0
40.456
HWACHEON
O0030 (ALESATURE) ;
G0 X300 Z300 ;
T1515 (ALESATORE D20) ;
M28 ;
G28 H0;
G0 G98 G97 S1000 X105Z-90 C0 M3;
G89 X20 H120 R0 F100 K3 M38 ;
G80 M5 ;
M29 ;
G0 X300 Z300 ;
T1313 (ALESATORE D10) ;
M28 ;
G28 H0;
G0 G98 G97 S1000 X105 Z2 C0 M3;
X50 ;
G85 X50 H120 Z-110 R0 F100 K3 M38 ;
G80 M5 ;
G0 X300 Z300 ;
G28 H0;
M29 ;
M2 ;
R
0
0
T
0
0
COLCHESTER
O0030 (ALESATURE) ;
G0 X300 Z300 ;
T1515 (ALESATORE D20) ;
M109 ;
G28 C0;
G0 G94 G97 S1000 X105Z-90 C0 M3;
G89 X20 H120 R0 F100 K3 M31 ;
G80 M5 ;
M110 ;
G0 X300 Z300 ;
T1313 (ALESATORE D10) ;
M109 ;
G28 C0;
G0 G94 G97 S1000 X105 Z2 C0 M3;
X50 ;
G85 X50 H120 Z-110 R0 F100 K3 M31 ;
G80 M5 ;
G0 X300 Z300;
G28 C0;
M110 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
93
R.F. Celada S.p.A.
7.4.6 Ciclo di maschiatura in Z G84 o in X G88
Descrizione
Con questi cicli si intende fare delle maschiature con la profondit che si sviluppa in Z con G84 e
che si sviluppa in X con G88
Usare il codice M.., prescritto dal costruttore della macchina (come M29 S. o M129 S.), prima
del ciclo di maschiatura per attivare il sincronismo per maschiature rigide (vedi esempi)
Sintassi
G84 X(U)... C(H) Z(W)... R... P... F K... M
o
G88 Z(W)... C(H) X(U)... R... P... F K... M
X(U)
C(H)
Z(W)
R
P
F
K
M
centro foro (G84) o profondit (G88) assoluta o incrementale
2 coordinata del centro foro assoluto o incrementale
centro foro (G88) o profondit (G84) assoluta o incrementale
avvicinamento in rapido dellasse di foratura dal posizionamento, radiale e incrementale
(facoltativo)
sosta in secondi sul fondo foro (facoltativo)
avanzamento, se lavanzamento in mm/giro impostare il passo se lavanzamento in
mm/min la F = S * Passo
numero di ripetizioni (facoltativo)
codice per bloccare lasse C, se previsto o necessario
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
94
R.F. Celada S.p.A.
7.4.6.1 Esempio n29 (maschiatura rigida destra)
No.
15
13
X offset
50.555
44.678
Z offset
0
0
HWACHEON
O0031 (MASCHIATURE) ;
G0 X300 Z300 ;
T1515 (PUNTA D6.8) ;
M28 ;
G28 H0;
G0 G98 G97 S1000 X105 Z-45 C0 M3;
G87 X20 H120 R0 F100 K3 M38 ;
Z-90 H120 K3 ;
G80 M5 ;
M29 ;
G0 X300 Z300 ;
T1313 (MASCHIO M8) ;
M28 ;
G28 H0;
G0 G98 G97 X105 Z-45 C0 ;
M75 (ATTIVA MASCHIATURA DESTRA) ;
M79 S1000(MASCHIATURA RIGIDA) ;
G88 X30 H120 R0 F1250 K3 M38;
Z-90 H120 K3 ;
G80 M5 ;
G0 X300 Z300 ;
M29 ;
M2 ;
R
0
0
T
0
0
COLCHESTER
O0031 (MASCHIATURE) ;
G0 X300 Z300 ;
T1515 (PUNTA D6.8) ;
M109 ;
G28 C0;
G0 G94 G97 S1000 X105 Z-45 C0 M3;
G87 X20 H120 R0 F100 K3 M31 ;
Z-90 H120 K3 ;
G80 M5 ;
M110 ;
G0 X300 Z300 ;
T1313 (MASCHIO M8) ;
M109;
G28 C0;
G0 G94 G97 X105 Z-45 C0 ;
M27 (ATTIVA MASCHIATURA DESTRA) ;
M29 S1000 (MASCHIATURA RIGIDA) ;
G88 X30 H120 R0 F1250 K3 M31 ;
Z-90 H120 K3 ;
G80 M5 ;
G0 X300 Z300 ;
M110 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
95
R.F. Celada S.p.A.
7.4.6.2 Esempio n30 (maschiatura rigida sinistra)
No.
15
13
X offset
50.555
66.789
Z offset
0
0
HWACHEON
O0032 (MASCHIATURE) ;
G0 X300 Z300 ;
T1515 (PUNTA D6.8) ;
M28 ;
G28 H0;
G0 G98 G97 S1000 X105 Z-45 C0 M3;
G87 X20 H120 F100 K3 M38 ;
Z-90 H120 K3 ;
G80 M5 ;
M29 ;
G0 X300 Z300 ;
T1313 (MASCHIO M8) ;
M28 ;
G28 H0;
G0 G98 G97 X105 Z-45 C0 ;
M74 (MASCHIATURA SINISTRA ON) ;
M79 S1000 (MASCHIATURA RIGIDA) ;
G88 X30 H120 F1250 K3 ;
Z-90 H120 K3 ;
G80
M75 (MASCHIATURA SINISTRA OFF);
G0 X300 Z300 ;
G28 H0;
M5;
M29 ;
M2;
R
0
0
T
0
0
COLCHESTER
O0032 (MASCHIATURE) ;
G0 X300 Z300 ;
T1515 (PUNTA D6.8) ;
M109 ;
G28 C0;
G0 G94 G97 S1000 X105 Z-45 C0 M3;
G87 X20 H120 F100 K3 M31 ;
Z-90 H120 K3 ;
G80 M5 ;
M110 ;
G0 X300 Z300 ;
T1313 (MASCHIO M8) ;
M109 ;
G28 C0;
G0 G94 G97 X105 Z-45 C0 ;
M28 (MASCHIATURA SINISTRA ON) ;
M29 S1000 (MASCHIATURA RIGIDA) ;
G88 X30 H120 F1250 K3 ;
Z-90 H120 K3 ;
G80
M75 (MASCHIATURA SINISTRA OFF);
G0 X300 Z300 ;
G28 C0;
M5;
M110 ;
M2;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
96
R.F. Celada S.p.A.
7.4.6.3 Esempio n31 (maschiatura non rigida)
No.
12
13
X offset
50.555
44.678
Z offset
0
0
HWACHEON
O0035 (MASCHIATURE) ;
G0 X300 Z300;
T1212 (PUNTA D6.8) ;
M28 ;
G28 H0;
G0 G98 G97 S1000 X105 Z-45 C0 M3;
G87 X20 H120 R0 F100 K3 M38 ;
Z-90 H120 K3 ;
G80 M5 ;
M29 ;
G0 X300 Z300 ;
T1313 (MASCHIO M8) ;
M28 ;
G28 H0;
G0 G98 G97 X105 Z-45 C0 ;
M75 (ATTIVA MASCHIATURA DESTRA) ;
G88 X30 H120 R0 F1250 K3 M38;
Z-90 H120 K3 ;
G80 M5 ;
G0 X300 Z300 ;
M29 ;
M2 ;
R
0
0
T
0
0
COLCHESTER
O0031 (MASCHIATURE) ;
G0 X300 Z300 ;
T1212 (PUNTA D6.8) ;
M109 ;
G28 C0;
G0 G94 G97 S1000 X105 Z-45 C0 M3;
G87 X20 H120 R0 F100 K3 M31 ;
Z-90 H120 K3 ;
G80 M5 ;
M110 ;
G0 X300 Z300 ;
T1313 (MASCHIO M8) ;
M109;
G28 C0;
G0 G94 G97 X105 Z-45 C0 ;
M27 (ATTIVA MASCHIATURA DESTRA) ;
G88 X30 H120 R0 F1250 K3 M31 ;
Z-90 H120 K3 ;
G80 M5 ;
G0 X300 Z300 ;
M110 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
97
R.F. Celada S.p.A.
7.4.6.4 Esempio n32 (maschiatura destra su Hwacheon serie M, SM)
No.
12
13
X offset
50.555
44.678
Z offset
0
0
R
0
0
T
0
0
O0033 (MASCHIATURE) ;
G28 U0 W0;
T1212 (PUNTA D6.8) ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B0 ;
G0 G98 G97 S1000 X105 Z-45 M3;
G87 X20 F100 ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B120 ;
S1000 M3;
G87 X20 F100 ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B240 ;
S1000 M3;
G87 X20 F100 ;
M5 ;
G28 U0 W0;
T1313 (MASCHIO M8) ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B0 ;
G0 G98 G97 S1000 X105 Z-45 M3;
G88 X30 F100 ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B120 ;
S1000 M3;
G88 X30 F100 ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B240 ;
S1000 M3;
G88 X30 F100 ;
M5 ;
G28 U0 W0;
M2;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
98
R.F. Celada S.p.A.
7.4.6.5 Esempio n33 (maschiatura sinistra su Hwacheon serie M, SM)
No.
10
11
X offset
50.555
44.678
Z offset
0
0
R
0
0
T
0
0
O0034 (MASCHIATURE) ;
G28 U0 W0;
T1010 (PUNTA D6.8) ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B0 ;
G0 G98 G97 S1000 X105 Z-45 M3;
G87 X20 F100 ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B120 ;
S1000 M3;
G87 X20 F100 ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B240 ;
S1000 M3;
G87 X20 F100 ;
M5 ;
G28 U0 W0;
T1111 (MASCHIO M8) ;
M5 ;
M74 (MASCHIATURA SINISTRA) ;
B0 ;
G0 G98 G97 S1000 X105 Z-45 M3;
G88 X30 F100 ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B120 ;
S1000 M3;
G88 X30 F100 ;
M5 ;
G4 U2 (PAUSA 2 SECONDI) ;
B240 ;
S1000 M3;
G88 X30 F100 ;
M75 (DISATTIVA MASCHIATURA SINISTRA) ;
M5 ;
G28 U0 W0;
M2;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
99
R.F. Celada S.p.A.
7.5 Esempi di fresatura
7.5.1 Esempio n34 (asole radiali e frontali)
No.
10
11
X offset
50.555
0
Z offset
0
21
HWACHEON
O0020 (ASOLE) ;
G0 X300 Z300 ;
T1010 (FRESA RADIALE D10) ;
M28 ;
G28 H0;
G98 G97 S1000 M3;
G0 X104 Z-25 C90 M8;
M38;
G1 X90 F50 M8 ;
Z-45 F150;
G1 X104 F1000 M39;
G0 Z-25 H180 ;
M38;
G1 X90 F50 ;
Z-45 F150;
G1 X104 F1000 M39 ;
M5 ;
M29 ;
G0 X300 Z300 ;
R
5
5
T
9
9
COLCHESTER
O0020 (ASOLE) ;
G0 X300 Z300 ;
T1010 (FRESA RADIALE D10) ;
M109 ;
G28 C0 ;
G94 G97 S1000 M3;
G0 X104 Z-25 C90 M8;
M31;
G1 X90 F50 M8 ;
Z-45 F150;
G1 X104 F1000 M32;
G0 Z-25 H180 ;
M31;
G1 X90 F50 ;
Z-45 F150;
G1 X104 F1000 M32 ;
M5 ;
M110 ;
G0 X300 Z300 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
100
R.F. Celada S.p.A.
T1111 (FRESA FRONTALE D10) ;
M28 ;
G28 H0;
G98 G97 S1000 M3;
G0 X80 Z2 C60 M8;
M98 P1001 ;
G0 H120 X80 ;
M98 P1001 ;
G0 H120 X80 ;
M98 P1001 ;
M5 ;
M29 ;
G0 X300 Z300 ;
G28 H0 ;
M2 ;
T1111 (FRESA FRONTALE D10) ;
M109 ;
G28 C0;
G94 G97 S1000 M3;
G0 X80 Z2 C60 M8;
M98 P1001 ;
G0 H120 X80 ;
M98 P1001 ;
G0 H120 X80 ;
M98 P1001 ;
M5 ;
M110 ;
G0 X300 Z300 ;
;
M2 ;
O1001 (SOTTOPR. ASOLE FRONTALI) ;
M38 ;
G1 Z-5 F50 ;
X30 F150 ;
G1 Z-10 F50;
X80 F150 ;
G0 Z2 ;
M39 ;
M99 ;
O1001 (SOTTOPR. ASOLE FRONTALI) ;
M31 ;
G1 Z-5 F50 ;
X30 F150 ;
G1 Z-10 F50;
X80 F150 ;
G0 Z2 ;
M32 ;
M99 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
101
R.F. Celada S.p.A.
7.5.2 Esempio n35 (fresatura elica)
No.
12
X offset
50.555
Z offset
0
R
2.5
T
9
HWACHEON
O0021 (ELICA) ;
G0 X300 Z300 ;
T1212 (FRESA D5) ;
M28 ;
G28 H0;
G98 G97 S1000 M3;
G0 X44 Z-2.5 C0 M8;
G1 X35 F50 ;
M98 P1002 L3 ;
G1 X44 F1000 ;
G0 X300 Z300 ;
M5 ;
M29 ;
M2 ;
COLCHESTER
O0021 (ELICA) ;
G0 X300 Z300 ;
T1212 (FRESA D5) ;
M109 ;
G28 C0;
G94 G97 S1000 M3;
G0 X44 Z-2.5 C0 M8;
G1 X35 F50 ;
M98 P1002 L3 ;
G1 X44 F1000 ;
G0 X300 Z300 ;
M5 ;
M110 ;
M2 ;
O1002 (SOTTOPROGRAMMA) ;
W-40 H360 ;
M99 ;
O1002 (SOTTOPROGRAMMA) ;
W-40 H360 ;
M99 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
102
R.F. Celada S.p.A.
7.5.3 Esempio n36 (fresatura frontale)
Nota
La coordinata X del punto c (e di ogni altro spigolo) si calcola come segue:
c = (b + a) = (25 + 25) = 35.35
X = 2 * c = 70.7
No.
12
X offset
50.555
Z offset
20.333
HWACHEON
O0022 (CONTORNATURA) ;
G0 X300 Z300 ;
T1212 (FRESA D32) ;
M28 ;
G28 H0;
G98 G97 S1000 M3 ;
G0 X135 Z5 C0 M8;
G1 Z-10 F1000 ;
G42 C0 X50 F200 ;
H45 X70.7 ;
H45 X50 ;
H45 X70.7 ;
H45 X50 ;
H45 X70.7 ;
H45 X50 ;
H45 X70.7 ;
C360 X50 ;
G40 X135 ;
G0 Z5 ;
R
16
T
9
COLCHESTER
O0022 (CONTORNATURA) ;
G0 X300 Z300 ;
T1212 (FRESA D32) ;
M109 ;
G28 C0 ;
G94 G97 S1000 M3 ;
G0 X135 Z5 C0 M8;
G1 Z-10 F1000 ;
G42 C0 X50 F200 ;
H45 X70.7 ;
H45 X50 ;
H45 X70.7 ;
H45 X50 ;
H45 X70.7 ;
H45 X50 ;
H45 X70.7 ;
C360 X50 ;
G40 X135 ;
G0 Z5 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
103
R.F. Celada S.p.A.
G0 X300 Z300 ;
M5 ;
M29 ;
M2 ;
G0 X300 Z300 ;
M5 ;
M110 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
104
R.F. Celada S.p.A.
7.6 Coordinate polari G112(G12.1) e G113(G13.1)
Descrizione
Con le coordinate polari si possono fresare frontalmente dei particolari senza dover fare troppi
calcoli, in quanto la C diventer una coordinata radiale lineare e non pi angolare. Quando si
attivano le coordinate polari la posizione attuale di C diventa C0.
Parametri macchina
I seguenti parametri macchina servono per specificare gli assi di calcolo:
5460
numero asse lineare X, normalmente 1
5461
numero asse circolare C, normalmente 3
Parametro che limita la velocit dellasse rotativo per evitare che si verifichi lallarme 411:
5450.1
0 limite velocit non eseguito
1 limite velocit eseguito
Sintassi
G112(G12.1)
G113(G13.1)
XoY
C
attiva coordinate polari (specificare in un blocco separato)
disattiva coordinate polari (specificare in un blocco separato)
coordinata diametrale
coordinata radiale
Esempio
G112 ;
G1 X80 C0;
G1 G42 X50 C0 F200;
X50 C25 (1) ;
X-50 (2) ;
C-25 (3) ;
X50 (4) ;
C0 ;
G40 X80 C0;
G113 ;
Codici ammessi durante le coordinate polari
G1 X (Y) C
movimento lineare in lavoro
G2(G3) X(Y) C R(I,J,K) interpolazione circolare
con X e C usare I e J
con Y e C usare J e K
con Z e C usare K e I
G40 (G41/G42)
compensazione raggio
G04
sosta
G65, G66 e G67
macroistruzioni
G98, G99
avanzamento al minuto, al giro
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
105
R.F. Celada S.p.A.
7.6.1 Esempio n37
No.
12
X offset
0
Z offset
50.55
HWACHEON
O0023 (COORDINATE POLARI) ;
G0 X300 Z300 ;
T1212 (FRESA D32) ;
M28 ;
G28 H0;
G98 G97 S1000 M3 ;
G0 X135 Z5 C0 M8;
G112;
G1 Z-10 F1000 ;
G42 C0 X50 F200 (1) ;
C25 (2) ;
X-50 (3) ;
C-25 (4) ;
X50 (5) ;
C0 (1) ;
G40 C0 X135 ;
G113 ;
G0 Z5 ;
G0 X300 Z300 ;
G28 H0 ;
M5 ;
M29 ;
M2;
R
16
T
9
COLCHESTER
O0023 (COORDINATE POLARI) ;
G0 X300 Z300 ;
T1212 (FRESA D32) ;
M109 ;
G28 C0;
G94 G97 S1000 M3 ;
G0 C0 X135 Z5 M8;
G112;
G1 Z-10 F1000 ;
G42 C0 X50 F200 (1) ;
C25 (2) ;
X-50 (3) ;
C-25 (4) ;
X50 (5) ;
C0 (1) ;
G40 C0 X135 ;
G113 ;
G0 Z5 ;
G0 X300 Z300 ;
M5 ;
M110 ;
M2;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
106
R.F. Celada S.p.A.
7.6.2 Esempio n38
No.
12
X offset
0
Z offset
50.55
HWACHEON
O0024 (COORDINATE POLARI) ;
G0 X300 Z300 ;
T1212 (FRESA D32) ;
M28;
G28 H0;
G98 G97 S1000 M3 ;
G0 X136 Z5 C0 M8;
G112 ;
G1 C0 X136 F1000;
G1 Z-10 F1000 ;
G42 C0 X70 F200 (1) ;
C25 (2) ;
G3 X50 C35 R10 (3) ;
G1 X-50 (4) ;
G3 X-70 C25 R10 (5) ;
G1 C-25 (6) ;
G3 X-50 C-35 I10 J0 (7) ;
G1 X50 (8) ;
G3 X70 C-25 I0 J10 (9) ;
G1 C0 (1) ;
G40 C0 X136 ;
G113 ;
G0 Z5 ;
G30 W0 U0 ;
M5;
R
16
T
9
COLCHESTER
O0024 (COORDINATE POLARI) ;
G30 U0 W0 ;
T1212 (FRESA D32) ;
M109 ;
G28 C0 ;
G94 G97 S1000 M3 ;
G0 X136 Z5 C0 M8;
G112 ;
G1 C0 X136 F1000;
G1 Z-10 F1000 ;
G42 C0 X70 F200 (1) ;
C25 (2) ;
G3 X50 C35 R10 (3) ;
G1 X-50 (4) ;
G3 X-70 C25 R10 (5) ;
G1 C-25 (6) ;
G3 X-50 C-35 I10 J0 (7) ;
G1 X50 (8) ;
G3 X70 C-25 I0 J10 (9) ;
G1 C0 (1) ;
G40 C0 X136 ;
G113 ;
G0 Z5 ;
G0 X300 Z300 ;
M5 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
107
R.F. Celada S.p.A.
M29 ;
M2 ;
M110 ;
M2 ;
OPPURE
...
N10 G41 C0 X70 F200 (1) ;
N20 C-25 (9) ;
N30 G2 X50 C-35 R10 (8) ;
N40 G1 X-50 (7) ;
N50 G2 X-70 C-25 R10 (6) ;
N60 G1 C25 (5) ;
N70 G2 X-50 C35 I10 J0 (4) ;
N80 G1 X50 (3) ;
N90 G2 X70 C25 I0 J-10 (2) ;
N100 G1 C0 (1) ;
N110 G40 C0 X136 ;
OPPURE
...
N10 G41 C0 X70 F200 (1) ;
N20 C-25 (9) ;
N30 G2 X50 C-35 R10 (8) ;
N40 G1 X-50 (7) ;
N50 G2 X-70 C-25 R10 (6) ;
N60 G1 C25 (5) ;
N70 G2 X-50 C35 I10 J0 (4) ;
N80 G1 X50 (3) ;
N90 G2 X70 C25 I0 J-10 (2) ;
N100 G1 C0 (1) ;
N110 G40 C0 X136 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
108
R.F. Celada S.p.A.
7.6.3 Esempio n39
No.
12
X offset
0
Z offset
50.55
R
16
T
9
HWACHEON
O0025 (COORDINATE POLARI) ;
G0 X300 Z300 ;
T1212 (FRESA D32) ;
M28 ;
G28 H0;
G0 G98 G97 S1000 X135 Z5 C0 M3 ;
G112 ;
G1 C0 X135 F1000;
G1 Z-10 ;
G42 C0 X70 F200 (1) ;
G3 X30 C0 I-10 J0 (2) ;
G3 X70 C0 I10 J0 (1) ;
G1 G40 X135 ;
G113 ;
G0 Z5 ;
G0 X300 Z300;
G28 H0;
M5 ;
M29 ;
M2 ;
COLCHESTER
O0025 (COORDINATE POLARI) ;
G0 X300 Z300 ;
T1212 (FRESA D32) ;
M109 ;
G28 C0;
G0 G94 G97 S1000 X135 Z5 C0 M3 ;
G112 ;
G1 C0 X135 F1000;
G1 Z-10 ;
G42 C0 X70 F200 (1) ;
G3 X30 C0 I-10 J0 (2) ;
G3 X70 C0 I10 J0 (1) ;
G1 G40 X135 ;
G113 ;
G0 Z5 ;
G0 X300 Z300 ;
;
M5 ;
M110 ;
M2 ;
OPPURE
G41 C0 X70 F200 (1) ;
G2 X30 C0 I-10 J0 (2) ;
G2 X70 C0 I10 J0 (1) ;
G1 G40 X135 ;
...
OPPURE
G41 C0 X70 F200 (1) ;
G2 X30 C0 I-10 J0 (2) ;
G2 X70 C0 I10 J0 (1) ;
G1 G40 X135 ;
...
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
109
R.F. Celada S.p.A.
7.6.4 Esempio n40
No.
12
X offset
0
Z offset
50.55
R
16
T
9
HWACHEON
O0026 (COORDINATE POLARI) ;
G0 X300 Z300 ;
T1212 (FRESA D32) ;
M28 ;
G28 H0;
G98 G97 S1000 M3 ;
G0 X136 Z5 C0 M8;
G1 Z0 F1000 ;
M98 P101111 ;
G0 Z5 ;
G0 X300 Z300 ;
M5 ;
M29 ;
M2 ;
COLCHESTER
O0026 (COORDINATE POLARI) ;
G0 X300 Z300 ;
T1212 (FRESA D32) ;
M109 ;
G28 C0;
G94 G97 S1000 M3 ;
G0 X136 Z5 C0 M8;
G1 Z0 F1000 ;
M98 P101111 ;
G0 Z5 ;
G0 X300 Z300 ;
M5 ;
M110 ;
M2 ;
O1111 (SOTTOPROGRAMMA)
G112;
G1 W-1 F1000 ;
G1 C0 X136 ;
G42 C0 X70 F200 (1) ;
C30 X35 (2) ;
X-35 (3) ;
X-70 C0 (4) ;
X-35 C-30 (5) ;
X35 (6) ;
O1111 (SOTTOPROGRAMMA)
G112;
G1 W-1 F1000 ;
G1 C0 X136 ;
G42 C0 X70 F200 (1) ;
C30 X35 (2) ;
X-35 (3) ;
X-70 C0 (4) ;
X-35 C-30 (5) ;
X35 (6) ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
110
R.F. Celada S.p.A.
X70 C0 (7) ;
G40 C0 X136 F1000 ;
G113;
M99 ;
X70 C0 (7) ;
G40 C0 X136 F1000 ;
G113;
M99 ;
OPPURE
G41 C0 X70 F200 (1) ;
C-30 X35 (9) ;
X-35 (8) ;
X-70 C0 (7) ;
X-35 C30 (6) ;
X35 (5) ;
X70 C0 (4) ;
G40 C0 X136 F1000 ;
OPPURE
G41 C0 X70 F200 (1) ;
C-30 X35 (9) ;
X-35 (8) ;
X-70 C0 (7) ;
X-35 C30 (6) ;
X35 (5) ;
X70 C0 (4) ;
G40 C0 X136 F1000 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
111
R.F. Celada S.p.A.
7.7 Interpolazione cilindrica G7.1 o G107
Descrizione
Con questa opzione si possono eseguire raccordi interpolando lasse C e lasse Z come nella
costruzione di camme.
Sintassi
G19 W0 H0
G18 W0 H0
G7.1 (G107) C
G7.1 (G107) C0
Codici G ammessi
G40(G41-G42)
G1
G02(G03)
piano di lavoro C Z quando C parallelo alla Y in base al parametro 1002
piano di lavoro C Z quando C parallelo alla X in base al parametro 1002
attivazione interpolazione cilindrica con specifica raggio del cilindro (in
millesimi)
disattivazione interpolazione cilindrica
compensazione raggio, al momento di attivare linterpolazione cilindrica la
macchina deve essere in G40 se poi si usa la compensazione raggio
disattivarla prima di disattivare linterpolazione cilindrica.
movimenti lineari in lavoro, non ammesso il G0
interpolazione circolare oraria o antioraria da specificare solo con R (I e J non
sono ammessi)
Esempio sintassi
...
G19 W0 H0 (ATTIVA IL PIANO DI LAVORO CZ);
G7.1 C50000 (ATTIVA E SPECIFICA IL RAGGIO DEL CILINDRO IN QUESTO CASO
50MM);
...
G1 G41 Z... C (RISPETTARE LA SINTASSI PRIMA Z POI C) ;
...
G2(G3) Z... C... R... (RISPETTARE LA SINTASSI, I E J NON SONO VALIDE) ;
...
G1 G40 Z C;
G7.1 C0 (DISATTIVA) ;
...
G18 U0 W0 (RITORNA SUL PIANO DI LAVORO XZ);
7.7.1 Calcolo sviluppo
Per usare il codice G107 trasformare le coordinate lineari che ci sono sul disegno in gradi
centesimali, tali valori si ottengono prima calcolando lo sviluppo del cilindro attorno il quale si
vuole eseguire la lavorazione e di seguito calcolare i singoli spostamenti angolari.
Per calcolare lo sviluppo di un diametro bisogna usare la seguente formula:
2 r * 3.14159 cio DIAMETRO * 3.14159
Se per esempio dobbiamo lavorare un cilindro diametro 150 il suo sviluppo sar:
150*3.14159=471.2385
Se poi dobbiamo trasformare la lunghezza di 35 mm in gradi da usare sullasse C la formula sar:
[35/471.2385]*360=26,738
quindi per comandare uno spostamento di 35mm su un cilindro di 140mm bisogna comandare uno
spostamento incrementale di C26.738
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
112
R.F. Celada S.p.A.
7.7.2 Esempio dinterpolazione cilindrica su un D150
Calcoli:
Sviluppo(Sv):
Sv=150*3.14=471.2385
(1) = [30/Sv]*360=22.918
(2) = [90/Sv]*360=68.755
(3) = [150/Sv]*360=114.592
O1127 (INTERPOLAZIONE CILINDRICA);
G50 S2000 ;
G30 U0 W0 ;
(BULINO);
T1010 ;
M28 ;
G28 H0;
G97 G98 G0 Z-100 X152 C0 S1000 M3 ;
G19 H0 W0;
G107 C75000 ;
G1 C0 Z-100 F2000;
G1 X148 F50 ;
G2 Z-70 C22.918 R30 F200 ;
G1 C114.592 ;
G2 Z-130 C114.592 R30 ;
G1 C22.918 ;
G2 Z-100 C0 R30 ;
G1 X152 ;
G1 Z-80 C68.755 F2000;
G1 X148 F50;
G3 Z-120 C68.755 R20;
G3 Z-80 C68.755 R20 ;
G107 C0 ;
G1 X152;
G0 X200 Z200 ;
G18 U0 W0 ;
G28 U0 H0 M5 ;
M29 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
113
R.F. Celada S.p.A.
7.7.3 Esempio di interpolazione cilindrica su un D100 (su Hwacheon)
O0027 (INTERPOLAZIONE CILINDRICA);
G50 S2000 ;
G30 U0 W0 ;
T1010 ;
M28 ;
G28 H0;
G97 G98 G0 Z-20 X110 C0 S1000 M3 ;
G19 H0 W0;
G107 C50000 ;
G1 G42 Z-20 F2000 ;
G1 X100 F100 ;
C30 ;
G2 Z-50 C60 R30 ;
G1 Z-70 ;
G3 Z-80 C70 R10 ;
G1 C150 ;
G3 Z-70 C190 R75 ;
G1 Z-30 C230 ;
G2 Z-20 C270 R75 ;
G1 C360 ;
G40 ;
G107 C0 ;
G0 X110 ;
G18 U0 W0;
G28 U0 H0 M5 ;
M29 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
114
R.F. Celada S.p.A.
8 CONTROMANDRINO
8.1 Descrizione generale
Il contromandrino un mandrino autocentrante posizionato di fronte al mandrino principale che
viene utilizzato nel caso di lavorazioni di ripresa. Il contromandrino ha un suo asse che scorre
parallelo allasse Z e concentrico con il centro di rotazione del mandrino principale.
Denominazione assi
Y
nome asse dove scorre il contromandrino per Hwacheon
A
B
nome asse dove scorre il contromandrino per Colchester
nome asse rotante contromandrino per Colchester (assoluto)
Movimenti assoluti e incrementali (contromandrino)
G90 B
G91 B
comando assoluto
comando incrementale
Ritorno sullo 0 macchina (asse contromandrino)
G28 V0
G28 G91 A0
Hwacheon
Colchester
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
115
R.F. Celada S.p.A.
8.1.1 Zero pezzo in Z e offset utensili sui 2 mandrini
Zero pezzo in Z su contromandrino
Ci sono 2 possibilit per lavorare sul contromandrino :
1. spostamento zero sul pezzo nel contromandrino e azzeramento utensili sul pezzo nel
contromandrino, la sintassi per spostare lo zero pezzo la segue:
G10 P0 Z
usare lo spostamento origine macchina da programma per lavorare su
mandrino principale e contromandrino
2. lasciare lo zero pezzo sul pezzo nel mandrino principale e azzerare gli utensili sfiorando il
pezzo sul contro mandrino
la prima possibilit permette di spostare tutti gli utensili semplicemente modificando lo zero pezzo
senza modificare gli offset, nella seconda ipotesi bisogna correggere tutti gli offset
Sintassi offset utensili 1 caso
No.
1
15
X offset
-100
-100
Z offset
15
-15
R
0.4
0.4
T
3
4
Z offset
15
-235
R
0.4
0.4
T
3
4
Sintassi offset utensili 2 caso
No.
1
15
X offset
-100
-100
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
116
R.F. Celada S.p.A.
8.2 Codici M usati
8.2.1 Su Hwacheon
Codice M
M34
M35
M120
M121
M129
M168
M169
M200
M201
M203
M204
M205
M210
M211
M212
M103
M104
M105
Descrizione
Getto aria ON su ganasce con mandrini sincronizzati
Disattiva M34
Attiva sincronizzazione
Disattiva sincronizzazione
Maschiatura rigida
Chiusura morsetti contromandrino
Apertura morsetti contromandrino
Selezione contromandrino
Disattiva M200
Rotazione contromandrino in senso orario, sempre dopo M200
Rotazione contromandrino in senso antiorario, sempre dopo M200
Stop contromandrino, sempre dopo M200
Rotazione contromandrino orario + refrigerante, sempre dopo M200
Rotazione contromandrino antiorario + refrigerante, sempre dopo M200
Stop contromandrino e refrigerante, sempre dopo M200
Rotazione motorizzato orario
Rotazione motorizzato antiorario
Stop motorizzato
Altro
8.2.2 Su Colchester
Codice M
M115
M103
M104
M105
M111
M112
M113
M114
M115
M116
M117
M118
M120
M121
M174
M175
M178
M179
M38
M39
Descrizione
Altro
Attivazione sincronismo
Rotazione contromandrino oraria
Rotazione contromandrino antioraria
Stop contromandrino e refrigerante
Attivazione asse B
Disattivazione asse B
Rotazione contromandrino oraria + refrigerante
Rotazione contromandrino antioraria + refrigerante
Attiva sincronismo della rotazione dei 2 mandrini
Disattiva sincronismo
Attiva sincronismo fase
Disattiva sincronismo fase
Controllo sforzo in spinta
Controllo sforzo in tirata
Contromandrino collet chuck
Contromandrino non collet chuck
Apertura morsetti contromandrino
Chiusura morsetti contromandrino
Blocco asse A
Sblocco asse A
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
117
R.F. Celada S.p.A.
8.3 Uso su Hwacheon
8.3.1 Attivazione e rotazione
G28 U0 W0;
G28 V0 ;
M200 ;
G97 S1000 M203(M204, M210 o M211) X... Z...;
...
...
...
M205 (M212) ;
M201 ;
...
...
M2 ;
asse X e Z su 0 macchina
asse Y su 0 macchina
attivazione contromandrino
rotazione contromandrino e posizionamenti
stop contromandrino
disattivazione contromandrino
fine programma
8.3.2 Funzionamento simultaneo mandrino principale e contromandrino
G0 X300 Z300 ;
svincolo
G30 V0 ;
asse Y su 0 macchina
...
...
G97 S1000 M3 ;
rotazione mandrino principale
...
...
M200 ;
attivazione contromandrino (il principale continua a ruotare)
G97 S1250 M203(M204, M210 o M211) X... Z...; rotazione contromandrino e posizionamenti
...
...
M201 ;
disattivazione contromandrino senza fermarlo
S2000 M3 ;
cambio numero di giri mandrino principale
...
M200 ;
attivazione contromandrino (il principale continua a ruotare)
S1500
cambio numero di giri contromandrino
...
...
M205 (M212) ;
stop contromandrino
M201 ;
disattivazione contromandrino
...
...
M5 ;
stop mandrino principale
M2 ;
fine programma
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
118
R.F. Celada S.p.A.
8.3.3 Sincronizzazione mandrino principale e contromandrino
Fare attenzione perch dopo aver attivato la sincronizzazione (M120) si possono aprire le griffe
anche durante la rotazione dei mandrini.
...
G0 X300 Z300 ;
G28 V0 ;
G10 L2 P0 Y- ;
G97 S1000 M3 ;
M120 ;
M169 ;
G4 U5 ;
G0 Y5 ;
G1 Y-20 F 0.2 ;
M168 ;
G4 U5 ;
M69 ;
G4 U5 ;
G1 Y50 F0.5 ;
G28 V0 ;
M121 ;
...
M5 ;
M205 ;
asse Y su 0 macchina
spostamento 0 macchina sulla faccia del pezzo nel mandrino principale
rotazione mandrino principale
sincronizzazione contromandrino con rotazione mandrino principale
apertura griffe su contormandrino
pausa
avvicinamneto in rapido del contromandrino
inserimento griffe nel pezzo di quanto serve per la presa
chiusura griffe contromandrino
pausa
apertura griffe mandrino principale
pausa
estrazione pezzo dal mandrino principale
ritorno sullo 0 macchina dellasse Y
disattivazione sincronismo
stop mandrino principale
stop contromandrino
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
119
R.F. Celada S.p.A.
8.4 Uso su Colchester
8.4.1 Sincronizzazione tra mandrino principale e contromandrino
Fare attenzione perch dopo aver attivato la sincronizzazione (M115) si possono aprire le griffe
anche durante la rotazione dei mandrini.
...
G30U0.000 ;
asse X su 0 macchina
G30G91A0.000 ;
asse A (contromandrino) su 0 macchina
G90 ;
assoluto
G30 W0.000 T0000 ; asse Z su 0 macchina
M1 ;
stop opzionale
T0404 (TRONCATORE) ;
G0Z0.5 ;
troncatore in posizione di taglio
(TAGLIO E TRASFERIMENTO PEZZO) ;
M5 ;
stop mandrino principale
M178 ;
apertura morsetti contromandrino
G10P0A-281.183 ; spostamento 0 macchina asse A su faccia pezzo nel mandrino principale
G0A3 ;
avvicinamento in rapido al pezzo
G0A-4.6 ;
infilaggio morsetti sul pezzo per la presa
M179 ;
chiusura morsetti contromandrino
M78 ;
apertura morsetti contromandrino
G91A44.196 ;
sfila il pezzo quanto serve, comando incrementale
G90 ;
comandi in assoluto
M79 ;
chiusura morsetti mandrino principale
M178 ;
apertura morsetti contromandrino
G97S1000M14 ;
rotazione mandrino principale e refrigerante
M115 ;
attiva sincronismo
M179 ;
chiusura contromandrino
(TAGLIO) ;
G0Z0.5 ;
asse Z troncatore in posizione di taglio
X53.340 ;
asse X troncatore in posizione di taglio
G1X5.080F.15 ;
troncatura
G0X53.340 ;
ritorno in rapido
M05 ;
stop mandrino principale
M105 ;
stop contromandrino
(RITORNO ALLA POSIZIONE DI CAMBIO UTENSILE)
G0G95G40G80 ;
G30G91A0 ;
asse A (contromandrino) su 0 macchina
G90 ;
assoluto
G30U0.000 ;
asse X su 0 macchina
G30 W0.000 T0000 ; asse Z su 0 macchina
M116 ;
annulla sincronismo
G10P0Z-483.311 ; impostazione 0 macchina asse Z per lavorazione torretta su contromandrino
...
G97 S1000 M114 ; rotazione contromandrino
...
M105 ;
stop contromandrino
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
120
R.F. Celada S.p.A.
8.5 Esempio n43 (2 particolari uguali)
Offset No.
1
13
2
14
3
15
4
16
X
-50
-50
-75
-75
-40
-40
0
0
Z
15
-15
0
0
0
0
30
-30
R
0.4
0.4
3.35
3.35
4
4
2.5
2.5
T
3
4
9
9
9
9
9
9
HWACHEON
COLCHESTER
O0036 (2 PEZZI ) ;
O0036 (2 PEZZI ) ;
G50 S4000 (LIMITE GIRI SU MANDRINO E G92 S4000 (LIMITE GIRI SU MANDRINO E
CONTROMANDRINO) ;
CONTROMANDRINO) ;
(**** FASE 1 SGROSSATURA *****) ;
(**** FASE 1 SGROSSATURA *****) ;
(MANDRINO PRINCIPALE) ;
(MANDRINO PRINCIPALE) ;
G28 V0 ;
G30 G91 A0 ;
;
G90 ;
G0 X300 Z300 ;
G0 X300 Z300 ;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
M1 ;
M1 ;
T0101 (TORNITORE) ;
T0101 (TORNITORE) ;
G0 X62 Z0 ;
G0 X62 Z0 ;
G99 G96 S200 M14 ;
G99(G95) G96 S200 M14 ;
G1 X-1 F0.3 ;
G1 X-1 F0.3 ;
G0 U4 W2 ;
G0 U4 W2 ;
X62 ;
X62 ;
G71 U2 R1 ;
G71 U2 R1 ;
G71 P10 Q20 U0 W0 F0.2 ;
G71 P10 Q20 U0 W0 F0.2 ;
N10 G0 X30 ;
N10 G0 X30 ;
G1 Z-30 ;
G1 Z-30 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
121
R.F. Celada S.p.A.
X40 ;
X60 Z-40 ;
Z-70 ;
N20 X62 ;
G0 Z2 ;
G0 X300 ;
M1 ;
(CONTROMANDRINO) ;
G28 V0 (G30 G91 A0) ;
;
G0 X300 ;
G10 P0 Z- (Z ZERO SU CONTR.) ;
M1;
T0113 (TORNITORE) ;
G0 X62 Z0 ;
M200 (ATTIVA CONTROMANDRINO) ;
G99 G96 S200 M204 (ROTAZ. CONTROM.) ;
G1 X-1 F0.3 ;
G0 U4 W-2 ;
X62 ;
G71 U2 R1 ;
G71 P30 Q40 U0 W0 F0.2 ;
N30 G0 X30 ;
G1 Z30 ;
X40 ;
X60 Z40 ;
Z70 ;
N40 X62 ;
G0 Z-2 ;
G0 X300 Z300 ;
M205 (ARRESTO CONTROMANDRINO);
M201 (DISATTIVA CONTROMANDRINO) ;
M1 ;
(*** FASE 2 - FORATURA RADIALE ****) ;
(MANDRINO PRINCIPALE) ;
G28 V0 (CONTR. SU ZERO MACCHINA);
;
G0 X300 ;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
M1 ;
T0202 (PUNTA D6.7);
M28 ;
G28 H0;
G0 X62 Z-50 ;
G99 G97 S1200 M103 M8 ;
G87 X15 C0 R0 Q0 P0 F0.1 ;
C90 ;
C180 ;
C270 ;
G80 ;
M29 ;
Manuale corso Torni con CN Fanuc
X40 ;
X60 Z-40 ;
Z-70 ;
N20 X62 ;
G0 Z2 ;
G0 X300 Z300 ;
M1 ;
(CONTROMANDRINO) ;
G30 G91 A0 ;
G90 ;
G0 X300 Z300 ;
G10 P0 Z- (Z ZERO SU CONTR.) ;
M1;
T0113 (TORNITORE) ;
G0 X62 Z0 ;
;
G95 G96 S200 M114 ;
G1 X-1 F0.3 ;
G0 U4 W-2 ;
X62 ;
G71 U2 R1 ;
G71 P30 Q40 U0 W0 F0.2 ;
N30 G0 X30 ;
G1 Z30 ;
X40 ;
X60 Z40 ;
Z70 ;
N40 X62 ;
G0 Z-2 ;
G30 U0 ;
G30 W0 T0000 ;
M105 ;
M1 ;
(*** FASE 2 - FORATURA RADIALE ****) ;
(MANDRINO PRINCIPALE) ;
G30 G91 A0 ;
G90 ;
G0 X300 ;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
M1 ;
T0202 (PUNTA D6.7);
M109 ;
G28 C0 ;
G0 X62 Z-50 ;
G95 G97 S1200 M3 M8 ;
G87 X15 C0 R0 Q0 P0 F0.1 ;
C90 ;
C180 ;
C270 ;
G80 ;
M110 ;
e-mail: giorgio.cerberi@celada.it
122
R.F. Celada S.p.A.
G0 X100 Z2 M105 ;
G0 X300 Z300 ;
M1 ;
(CONTROMANDRINO) ;
G28 V0 ;
;
G0 X300 Z300 ;
G10 P0 Z-(Z ZERO SU CONTR.) ;
M1 ;
T0214 (PUNTA D6.7);
M200 ;
G28 H0;
G0 X62 Z50 ;
G99(G95) G97 S1200 M103 M8 ;
G87 X15 C0 R0 Q0 P0 F0.1 ;
C90 ;
C180 ;
C270 ;
G80 ;
M201 ;
G0 X100 Z-2 M105;
G0 X300 ;
M1 ;
(* FASE 3 - MASCHIATURA RADIALE *) ;
(MANDRINO PRINCIPALE) ;
G28 V0 ;
G0 X300 ;
;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
M1 ;
T0303 (MASCHIO M8);
M28 ;
G28 H0;
G0 X62 Z-50 ;
G99 G97 M8 ;
;
M129 S800 ;
G88 X25 C0 R0 Q0 P0 F1.25 ;
C90 ;
C180 ;
C270 ;
G80 ;
M29 ;
G0 X100 Z2 ;
G0 X300 ;
M1 ;
(CONTROMANDRINO) ;
G28 V0 ;
;
G0 X300 ;
G10 P0 Z-(Z ZERO SU CONTR.) ;
G0 X100 Z2 ;
G0 X300 ;
M1 ;
(CONTROMANDRINO) ;
G30 G91 A0 ;
G90 ;
G0 X300 Z300 ;
G10 P0 Z-(Z ZERO SU CONTR.) ;
M1 ;
T0214 (PUNTA D6.7);
M111 ;
G28 B0 ;
G0 X62 Z50 ;
G95 G97 S1200 M3 M8 ;
G87 X15 C0 R0 Q0 P0 F0.1 ;
C90 ;
C180 ;
C270 ;
G80 ;
M112 ;
G0 X100 Z-2 M5;
G0 X300 ;
M1 ;
(* FASE 3 - MASCHIATURA RADIALE *) ;
(MANDRINO PRINCIPALE) ;
G30 G91 A0 ;
G90 ;
G0 X300 ;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
M1 ;
T0303 (MASCHIO M8);
M109 ;
G28 C0 ;
G0 X62 Z-50 ;
G95 G97 M8 ;
M27 ;
M29 S800 ;
G88 X25 C0 R0 Q0 P0 F1.25 ;
C90 ;
C180 ;
C270 ;
G80 ;
M110 ;
G0 X100 Z2 ;
G0 X300 ;
M1 ;
(CONTROMANDRINO) ;
G30 G91 A0 ;
G90 ;
G0 X300 ;
G10 P0 Z-(Z ZERO SU CONTR.) ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
123
R.F. Celada S.p.A.
M1 ;
T0315 (MASCHIO M8);
M200 ;
G28 H0;
G0 X62 Z50 ;
G99 G97 M8 ;
;
M129 S400 ;
G88 X25 C0 R0 Q0 P0 F1.25 ;
C90 ;
C180 ;
C270 ;
G80 ;
M201 ;
G0 X100 Z-2 ;
G0 X300 ;
M5 ;
M1 ;
(**FASE 4 FORATURA FRONTALE***) ;
(MANDRINO PRINCIPALE) ;
G28 V0 ;
;
G0 X300 ;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
M1 ;
T0404 (PUNTA D5);
M28 ;
G28 H0;
G0 X62 Z5 ;
X15 ;
G99(G95) G97 M8 M103;
G83 Z-22.5 C0 R0 Q0 P0 F0.1 ;
C90 ;
C180 ;
C270 ;
G80 ;
M29(M110) ;
G0 X100 Z2 M105;
G0 X300 ;
M1 ;
(CONTROMANDRINO) ;
G28 V0 ;
;
G0 X300 ;
G10 P0 Z-(Z ZERO SU CONTR.) ;
M1 ;
T0315 (MASCHIO M8);
M200 ;
G28 H0;
G0 X62 Z-5 ;
G99 G97 S1200 M103 M8 ;
Manuale corso Torni con CN Fanuc
M1 ;
T0315 (MASCHIO M8);
M111 ;
G28 B0 ;
G0 X62 Z50 ;
G95 G97 M8 ;
M27 ;
M29 S400;
G88 X25 B0 R0 Q0 P0 F1.25 ;
B90 ;
B180 ;
B270 ;
G80 ;
M201;
G0 X100 Z-2 ;
G0 X300 ;
M5 ;
M1 ;
(**FASE 4 FORATURA FRONTALE****) ;
(MANDRINO PRINCIPALE) ;
G30 G91 A0 ;
G90 ;
G0 X300 ;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
M1 ;
T0404 (PUNTA D5);
M109 ;
G28 C0 ;
G0 X62 Z5 ;
X15 ;
G95 G97 M8 ;
G83 Z-22.5 C0 R0 Q0 P0 F0.1 ;
C90 ;
C180 ;
C270 ;
G80 ;
M110 ;
G0 X100 Z2 ;
G0 X300 ;
M1 ;
(CONTROMANDRINO) ;
G30 G91 A0 ;
G90 ;
G0 X300 ;
G10 P0 Z-(Z ZERO SU CONTR.) ;
M1 ;
T0315 (MASCHIO M8);
M111 ;
G28 B0 ;
G0 X62 Z-5 ;
G99 G97 S1200 M3 M8 ;
e-mail: giorgio.cerberi@celada.it
124
R.F. Celada S.p.A.
G83 Z22.5 C0 R0 Q0 P0 F0.1 ;
C90 ;
C180 ;
C270 ;
G80 ;
M201 ;
G0 X100 Z-2 ;
G0 X300 Z300 ;
M105 ;
M2 ;
G83 Z22.5 B0 R0 Q0 P0 F0.1 ;
B90 ;
B180 ;
B270 ;
G80 ;
M112 ;
G0 X100 Z-2 ;
G0 X300 Z300 ;
M5 ;
M2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
125
R.F. Celada S.p.A.
8.6 Esempio n44 (1 particolare da barra con scambio pezzo)
Offset No.
1
13
14
3
4
X
-50
-50
0
-40
-40
Z
15
-15
-20
0
18
HWACHEON
O0036 (2 PEZZI ) ;
G50 S4000 (LIMITE GIRI SU MANDRINO E
CONTROMANDRINO) ;
(*FASE 1 TORNITURA SU MANDRINO*) ;
(MANDRINO PRINCIPALE) ;
G28 V0 ;
;
G0 X300 Z300 ;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
M1 ;
T0101 (TORNITORE) ;
G0 X42 Z0 ;
G99 G96 S200 M14 ;
G1 X-1 F0.3 ;
G0 U4 W2 ;
X42 ;
G71 U2 R1 ;
G71 P10 Q20 U0 W0 F0.2 ;
N10 G0 X20 ;
G1 Z-30 ;
X40 ;
Z-60 ;
N20 X42 ;
Manuale corso Torni con CN Fanuc
R
0.4
0.4
5
4
0.02
T
3
4
9
9
4
COLCHESTER
O0036 (2 PEZZI ) ;
G92 S4000 (LIMITE GIRI SU MANDRINO E
CONTROMANDRINO) ;
(*FASE 1 TORNITURA SU MANDRINO*) ;
(MANDRINO PRINCIPALE) ;
G30 G91 A0 ;
G90 ;
G0 X300 Z300 ;
G10 P0 Z-(Z ZERO SU MANDRINO) ;
M1 ;
T0101 (TORNITORE) ;
G0 X42 Z0 ;
G95 G96 S200 M14 ;
G1 X-1 F0.3 ;
G0 U4 W2 ;
X42 ;
G71 U2 R1 ;
G71 P10 Q20 U0 W0 F0.2 ;
N10 G0 X20 ;
G1 Z-30 ;
X40 ;
Z-60 ;
N20 X42 ;
e-mail: giorgio.cerberi@celada.it
126
R.F. Celada S.p.A.
G0 Z2 ;
G0 Z2 ;
G0 X300 ;
G0 X300 ;
M1 ;
M1 ;
M98 P2222 (SOTTOPR. PER PRESA PEZZO M98 P2222 (SOTTOPR. PER PRESA PEZZO
E TAGLIO);
E TAGLIO);
(CONTROMANDRINO) ;
(CONTROMANDRINO) ;
G28 V0 ;
G30 G91 A0 ;
;
G90 ;
G0 X300 ;
G0 X300 ;
G10 P0 Z- (Z ZERO SU CONTR.) ;
G10 P0 Z- (Z ZERO SU CONTR.) ;
M1;
M1;
T0113 (TORNITORE) ;
T0113 (TORNITORE) ;
G0 X42 Z0 ;
G0 X42 Z0 ;
M200 ;
;
G99 G96 S200 M204 ;
G95 G96 S200 M114 ;
G1 X-1 F0.3 ;
G1 X-1 F0.3 ;
G0 U4 W-2 ;
G0 U4 W-2 ;
X39 ;
X39 ;
G1 Z0;
G1 Z0;
X40 Z0.5 ;
X40 Z0.5 ;
Z20 ;
Z20 ;
G0 X42 ;
G0 X42 ;
Z-2 ;
Z-2 ;
G0 X300 ;
G0 X300 ;
M205 ;
M205(M105) ;
M1 ;
M1 ;
T0214 (PUNTA D10) ;
T0214 (PUNTA D10) ;
G0 X42 Z-5 ;
G0 X42 Z-5 ;
M200 (SOLO HWACHEON) ;
;
G99 G97 S200 M204 ;
G95 G97 S200 M114 ;
G0 X0 ;
G0 X0 ;
G83 R0 Z37.5 Q5000 F0.1 ;
G83 R0 Z37.5 Q5000 F0.1 ;
G80 ;
G80 ;
G0 Z-2 ;
G0 Z-2 ;
X42 ;
X42 ;
G0 X300 ;
G0 X300 ;
M205 ;
M105 ;
M1 ;
M1 ;
G28 V0 ;
G30 G91 A0 ;
G90 ;
G90 ;
G0 X300 ;
G0 X300 ;
M2 ;
M2 ;
O2222 (SOTTOPROGRAMMA PER TAGLIO
E SCAMBIO PEZZO) ;
G0 G95 G40 ;
G0 X300 ;
T0404 (TRONCATORE SP3 MM) ;
M1;
G10 P0 Y- (IMPOSTAZIONE ZERO
Manuale corso Torni con CN Fanuc
O2222 (SOTTOPROGRAMMA PER TAGLIO
E SCAMBIO PEZZO) ;
G0 G90 G95 G40 ;
G0 X300 ;
T0404 (TRONCATORE SP3 MM) ;
M1;
G10 P0 A- (IMPOSTAZIONE ZERO
e-mail: giorgio.cerberi@celada.it
127
R.F. Celada S.p.A.
PEZZO ASSE CONTROMANDRINO SULLA
FACCIA DEL PEZZO NEL MANDRINO
PRINCIPALE);
G0
Y10
(AVVICINAMENTO
CONTROMANDRINO AL PEZZO DA
PRELEVARE);
G97 S100 M3 ;
M120 (SINCRONISMO ON);
M169 (APERTURA GRIFFE CONTROM.);
M34 (SOFFIO ARIA PULIZIA);
G4 X2 (PAUSA) ;
G1Y-(MOVIMENTO PER PRESA PEZZO);
M168 (CHIUDI GRIFFE CONTROM.) ;
G4 X2 (PAUSA) ;
M69 (APRI GRIFFE MANDRINO PRINC.) ;
G4 X2 (PAUSA) ;
;
G1 V54 ;sfilo pezzo di 50mm + 0.5mm per
taglio + 0.5 per intestatura +3mm spessore
utensile
;
M68 (CHIUDI GRIFFE MANDR. PRINC.) ;
G0 Z0.5 X44 (POSIZIONE UTENSILE PER
TAGLIO CON SOVRAMETALLO) ;
G1 X-1 F0.2 (TAGLIO);
G0 X44 ;
;
G0 X300 ;
G10 P0 Y- (RIPRISTINO ZERO PEZZO
ASSE
CONTROMANDRINO
TUTTO
INDIETRO);
G28 V0 ;
;
M121 (DISATTIVA SINCRONISMO);
M35 (SPEGNI ARIA);
M1;
M99;
Manuale corso Torni con CN Fanuc
PEZZO ASSE CONTROMANDRINO SULLA
FACCIA DEL PEZZO NEL MANDRINO
PRINCIPALE);
G0
A10
(AVVICINAMENTO
CONTROMANDRINO AL PEZZO DA
PRELEVARE);
G97 S100 M3 ;
M115 (SINCRONISMO ON) ;
M178 (APERTURA GRIFFE CONTROM.);
M36 (SOFFIO ARIA PULIZIA);
G4 X2 (PAUSA);
G1A-(MOVIMENTO PER PRESA PEZZO);
M179 (CHIUDI GRIFFE CONTROM.);
G4 X2 (PAUSA);
M78 (APRI GRIFFE MANDRINO PRINC.);
G4 X2 (PAUSA);
M121 (TEST DI TIRO);
G1 G91 A54;sfilo pezzo di 50mm + 0.5mm per
taglio + 0.5 per intestatura +3mm spessore
utensile
G90 ;
M79 (CHIUDI GRIFFE MANDR. PRINC.);
G0 Z0.5 X44 (POSIZIONE UTENSILE PER
TAGLIO CON SOVRAMETALLO);
G1 X-1 F0.2 (TAGLIO);
G0 X44 ;
M121 (TEST DI TIRO) ;
G0 X300 ;
G10 P0 A- (RIPRISTINO ZERO PEZZO
ASSE
CONTROMANDRINO
TUTTO
INDIETRO);
G30 G91 A0;
G90 ;
M116(DISATTIVA SINCRONISMO);
M37 (SPEGNI ARIA);
M1;
M99;
e-mail: giorgio.cerberi@celada.it
128
R.F. Celada S.p.A.
9 CONTROPUNTA PROGRAMMABILE HWACHEON
9.1 Descrizione
Sui Hwacheon, dove previsto, c la contropunta programmabile quindi da programma si pu
trascinare la contropunta in zona di lavoro, lavorare il pezzo e poi allontanarla.
9.2 Attivazione/disattivazione contropunta
Per attivare la contropunta premere il tasto OFFSET SETTING, poi sfogliare i softkey fino a
trovare il softkey OPR e premerlo, con il cursore scegliere CONTROPUNTA (TAIL STOCK) e con
le frecce destra sinistra mettere su ON (per disattivare mettere su OFF)
9.3 Sintassi
M90
M91
M116
contropunta aggancia lasse Z
contropunta rilascia lasse Z
porta a riposo la contropunta
Esempio
O0001
M116 (PRENDI LA CONTROPUNTA);
G0 W- (POSIZIONA LA CONTROPUNTA);
M91 (RILASCIA LA CONTROPUNTA);
M6 (USCITA CANOTTO);
(PROGRAMMA DI LAVORO);
M7 (RIENTRO CANOTTO);
M116 (RIPRENDI LA CONTROPUNTA);
M116 (RIPORTA A RIPOSO LA CONTROPUNTA);
M30;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
129
R.F. Celada S.p.A.
10 PROGRAMMAZIONE PARAMETRICA
10.1 Premessa
Lo scopo dell'uso delle variabili all'interno del programma o delle macroistruzioni quello di
rendere i programmi pi efficienti nella realizzazione, per esempio per fare operazioni che non
hanno un ciclo fisso si pu realizzare una macroistruzione che faccia l'operazione solo modificando
pochi parametri all'interno del programma principale.
Prima di poter utilizzare la programmazione parametrica consigliato conoscere bene la
programmazione normale.
L'utilizzo delle variabili identificato dal simbolo # che precede il numero della variabile.
10.2 Tipi di variabili
#0
#1 - #33
#100 - #149 (#199)
#500 - #531 (#999)
Da #1000
variabile con valore sempre nullo (non pu avere nessun
valore).
Variabili locali. Queste variabili sono utilizzabili solo
all'interno di macro istruzioni. All'accensione hanno valore
nullo.
Variabili comuni. Queste variabili sono utilizzabili in
qualsiasi programma e essendo autocancellanti hanno valore
nullo all'accensione.
Variabili comuni. Queste variabili sono utilizzabili in
qualsiasi programma e rimangono in memoria anche dopo lo
spegnimento del controllo.
Variabili di sistema. Queste variabili si usano per leggere o
scrivere vari dati nel CN ( es. leggere i dati dell'utensile).
10.3 Uso delle variabili
Con le variabili si possono assegnare valori come le coordinate assi, numero di giri, numero di
utensile, ecc.
Nella variabile a sinistra della virgola verr assegnato il valore risultante dall'espressione a destra
del segno uguale.
10.4 Operazioni
#100=1
#101=#100+1 o #100=#100+#101
#500=#100-20
#1=#500/#100
#100=SIN[30] o #100=SIN[#130]
#100=COS[#120]
#100=TAN[50]
#100=ATAN[#100]/[#102]
#2=SQRT[#500]
#100=ABS[#102]
#125=ROUND[#102]
assegnazione
somma
sottrazione
divisione
seno di un angolo in gradi
coseno di un angolo in gradi
tangente di un angolo in gradi
arcotangente. Specificare le lunghezze dei due lati.
radice quadrata
assoluto
arrotondamento. Es.: #1=1.246, se ROUND usato in un
comando logico o aritmetico, in un IF o in WHILE il valore
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
130
R.F. Celada S.p.A.
#130=FIX[#2]
#122=FUP[#100]
sar 1.0, se invece in un comando NC tipo X[ROUND[#1]] il
valore sar 1.247
arrotondamento per difetto
arrotondamento per eccesso
10.5 Salti di condizione
IF [#100 EQ 10] GOTO100
IF [#100 NE #102] GOTO100
IF [#1 GT #2] GOTO100
IF [#10 GE 10] GOTO100
IF [#110 LT 0] GOTO100
IF [#100 LE 10] GOTO100
se #100 uguale a 10 salta al blocco 100
se #100 diverso a #102 salta al blocco 100
se #1 maggiore a #2 salta al blocco 100
se #10 maggiore o uguale a 10 salta al blocco 100
se #110 minore a 0 salta al blocco 100
se #100 minore o uguale a 10 salta al blocco 100
10.6 Salto incondizionato
GOTO200
salta al blocco N200
10.7 Ripetizioni
WHILE[salto condizione]DO1(2,3) mentre la condizione si verifica esegue tutto ci che
compreso tra WHILE e END ( con DO e END si pu inserire
solo 1, 2 o 3 e si possono fare fino a 3 annidamenti)
END 1 (2,3)
chiusura WHILE
10.8 Macroistruzioni
G65 P. "argomenti"
G66 P. "argomenti"
G67
Richiamo singolo. Verr richiamato il programma specificato
dopo P e gli si passano i valori specificati negli argomenti.
Richiamo modale. Verr richiamato il programma specificato
dopo P e gli si passano i valori specificati negli argomenti, il
richiamo attivo anche per i blocchi successivi fino a G67.
chiusura fine richiamo modale con G66
Gli argomenti sono delle lettere seguite da un numero, tali numeri verranno assegnati alle variabili
Corrispondenti come segue:
A = #1
B = #2
C = #3
D = #7
E = #8
F = #9
H = #11
I = #4
J = #5
K = #6
M = #13
Q = #17
R = #18
S = #19
T = #20
U = #21
V = #22
W = #23
X = #24
Y = #25
Z = #26
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
131
R.F. Celada S.p.A.
Esempio
G66 P9100 A10 B200 V1000
X100
G67
O9100
#100 = #1*2
G0 X#100 Y[#2+5] F#22
M99
richiamo del programma O9100 e passaggio di A, B e V
richiamo del programma O9100 e passaggio di A, B e V
fine richiamo
programma richiamato con G66
utilizzo degli argomenti
utilizzo degli argomenti
fine sottoprogramma
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
132
R.F. Celada S.p.A.
10.9 Esempio n44 (programma parametrico)
ESEMPIO CON VARIABILI COMUNI
O0037 (PARAMETRICA) ;
#101=20 (DIA 1) ;
#102=40 (DIA 2) ;
#103=60 (DIA 3) ;
#104=30 (Z 2) ;
#105=50 (Z 3) ;
#106=3 (INCREMENTO PASSATA);
#107=0.5 (SOVRAMETALLO IN X) ;
#108=0.1 (SOVRAMETALLO IN Z) ;
#109=0.5 (AVANZAMENTO PER SGROSSATURA) ;
#110=0.2 (AVANZAMENTO FINITURA);
G50(G92) S5000 ;
G0 X300 Z300 ;
(SGROSSATURA) ;
T0101 ;
G99 G96 S100 M4 X[#103+2] Z0 ;
G1 X-2 F0.3;
G0 X[#103+2] Z2;
G71 U#106 R1;
G71 P10 Q100 U#107 W#108 F#109;
N10 G0 X#101 F#110;
G1 Z-#104 ;
X#102 ;
Z-#105 ;
X[#103+2] ;
N100 G0 Z2 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
133
R.F. Celada S.p.A.
(FINITURA) ;
G0 X300 Z300 ;
T0202 ;
G99 G96 S200 M4 X[#103+2] Z2 ;
G70 P10 Q100;
G0 X300 Z100 ;
M2 ;
ESEMPIO CON VARIABILI LOCALI
O0037 (PARAMETRICA) ;
G50(G92) S5000 ;
G0 X300 Z300 ;
(SGROSSATURA) ;
T0101 ;
G96 S100 M4 X100 Z2 ;
G65 P9100 A21 B41 C61 D0.5 E29.5 Q49.5 F0.2
(FINITURA) ;
G0 X300 Z300 ;
T0202 ;
G96 S200 M4 X100 Z2 ;
G65 P9100 A20 B40 C60 D0 E30 Q50 F0.08 ;
G0 X300 Z300 ;
M2 ;
O9100 (MACRO ISTRUZIONE) ;
G0 X[#1+2] Z2 ;
G1 Z#7 F#9 ;
X-2 ;
X#1 ;
Z-#8 ;
X#2 ;
Z-#17 ;
X[#3+2] ;
G0 X100 Z100 ;
M99 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
134
R.F. Celada S.p.A.
10.10 Macroistruzione per gole esterne
O0011;
G50S1000;
G28U0;
G0Z10;
T0101;
G96S100M3;
G0X100Z2 ;
G66P9031R2X40D60Q5F.2T1;
Z-10 ;
Z-20 ;
Z-30;
G67;
G28U0M5;
G0Z50;
M30;
Descrizione
R
distanza sicurezza diametro esterno
X
diametro fondo gola
D
diametro esterno
Q
numero scarichi truciolo
F
avanzamento
T
sosta sul fondo
O9031;
IF[#18EQ#0]THEN#3000=1(MANCA R);
IF[#24EQ#0]THEN#3000=2(MANCA X);
IF[#7EQ#0]THEN#3000=3(MANCA D) ;
IF[#17EQ#0]THEN#3000=4(MANCA Q);
IF[#9EQ#0]THEN#3000=5(MANCA F)
IF[#20EQ#0]THEN#20=0;
#130=0(CONTATORE);
#131=[[#7-#24]/#17](INCREMENTO PER SCARICO);
#132=#7;
WHILE[#130NE#17]DO1;
G0X[#7+#18];
G0X[#132+#18];
#132=#132-#131;
G1X#132F#9 ;
#130=#130+1;
END1 ;
G4X#20 ;
G0X[#7+#18];
M99;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
135
R.F. Celada S.p.A.
10.11 Macroistruzione per fresatura fori
O0010(+ FORI)
G28U0
G0Z50
T505 (CAMBIO UTENSILE)
M (ASSE C ON)
G28 H0
G97S1000M3 (ROTAZIONE MOTORIZZATO ORARIO)
G0X200Z50C0 (POSIZIONAMENTO)
G65P9032A8C0D100B20I5T50R0Z-20E500F2000W2U1 (MACRO)
G0Z150M5 (SVINCOLO STOP MOTORIZZATO)
M (ASSE C OFF)
M30
Legenda
A
numero fori da lavorare sui 360 (obbligatorio)
C
angolo del 1 foro da lavorare (obbligatorio)
D
diametro del centro fori (obbligatorio)
B
diametro del foro da eseguire (obbligatorio)
Q
diametro del pre-foro (facoltativo, se non inserito Q=I)
I
diametro della fresa (obbligatorio)
T
quota assoluta per eseguire il salto ostacolo (obbligatorio)
R
quota assoluta inizio foro da fresare (obbligatorio)
Z
profondit assoluta (obbligatorio)
E
avanzamento nellincremento (obbligatorio)
F
avanzamento in fresatura (obbligatorio)
W
numero incrementi in Z (facoltativo, se non viene messo si considera 1)
U
numero incrementi in X (facoltativo, se non viene messo si considera 1)
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
136
R.F. Celada S.p.A.
O9032(+ FORI)
(A NUMERO FORI)
(C ANGOLO PRIMO FORO)
(D DIAMETRO CERCHIO DI FORI)
(B DIAMETRO FORO DA FARE)
(Q DIAMETRO PRE-FORO ESISTENTE)
(I DIAMETRO FRESA)
(T SALTO STAFFA)
(R AVVICINAMENTO A Z INIZIO LAVORAZIONE)
(Z PROFONDITA FORO)
(E AVANZAMENTO INCREMENTO)
(F AVANZAMENTO LAVORO)
(W NUMERO INCREMENTI IN Z)
(U NUMERO INCREMENTI IN X)
IF[#20EQ#0]THEN#3000=15(MANCA SVINCOLO-T)
IF[#20LT#18]THEN#3000=14(T MINORE R)
IF[#17GE#2]THEN#3000=11(Q MAGGIORE O = B)
IF[#1EQ#0]THEN#3000=1(MANCA N FORI-A)
IF[#3EQ#0]THEN#3000=2(MANCA ANGOLO PRIMO FORO-C)
IF[#7EQ#0]THEN#3000=3(MANCA DIA CERCHIO-D)
IF[#2EQ#0]THEN#3000=4(MANCA DIA FORO-B)
IF[#18EQ#0]THEN#3000=5(MANCA AVVIC. RAP. Z-R)
IF[#26EQ#0]THEN#3000=6(MANCA PROFONDITA-Z)
IF[#8EQ#0]THEN#3000=7(MANCA AVANZ. Z-E)
IF[#9EQ#0]THEN#3000=8(MANCA AVANZ. XC-F)
IF[#23EQ#0]THEN#23=1(SE MANCA W PASSATE Z W=1)
IF[#21EQ#0]THEN#21=1(SE MANCA N PASSATE X U=1)
IF[#17EQ#0]THEN#17=#4(SE MANCA Q DIA PRE-FORO=DIA FRESA)
IF[#4EQ#0]THEN#3000=12(MANCA DIA FRESA-I)
IF[#4GE#2]THEN#3000=13(I MAGGIORE B)
#101=[360/#1](ANGOLO INCREMENTALE)
#131=0(CONTATORE FORI)
#132=[ABS[#26-#18]/#23](INCREMENTO Z)
#133=[[#2-#17]/#21](INCREMENTO X)
M (ASSE C ON)
WHILE[#131NE#1]DO1
#130=0(CONTATORE PASSATE Z)
G98 (AVANZAMENTO MM MIN)
G4U0.5 (PAUSA)
G0C#3X#7 (POSIZIONAMENTO FORO DA LAVORARE)
G0Z#20 (AVVICINAMENTO AL SALTO STAFFA)
G0Z[#18+2] (AVVICINAMENTO ALLA QUOTA R +2 MM)
G1Z#18F#8 (AVVICINAMENTO AL QUOTA INIZIO INCREMENTO Z)
WHILE[#130NE#23]DO2(LOOP INCREMENTI Z)
#134=[#7+#17](DIAMETRO PARTENZA LAVORAZIONE)
#135=0(CONTATORE PASSATE X)
G1W-#132F#8 (INCREMENTO IN Z)
WHILE[#135NE#21]DO3(LOOP INCREMENTI X)
#134=#134+#133(AUMENTO DIAMETRO FORO)
G112 (POLARI ON)
G1G41X#134C0F#9 (ATTIVA COMPENSAZIONE RAGGIO)
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
137
R.F. Celada S.p.A.
G3X#134C0I-[[#134-#7]/2]J0 (CERCHIO)
G1G40X#7C0 (DISATTIVAZIONE COMPENSAZIONE RAGGIO)
G113 (POLARI OFF)
#135=#135+1(AGGIORNA CONT.PASSATE X)
END3
#130=#130+1(AGGIORNA CONT.PASSATE Z)
END2
G0Z#20 (SVINCOLO Z AL SALTO STAFFA)
#131=#131+1 (CONTEGGIO FORI)
#3=#3+#101 (CONTEGGIO ANGOLO)
END1
G113 (POLARI OFF)
M (ASSE C OFF)
G99 (AVANZAMENTI MM GIRO)
M99
%
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
138
R.F. Celada S.p.A.
10.12 Variabili di sistema
Descrizione
Le Variabili di Sistema sono delle variabili che scrivo direttamente nei parametri del CN, per
esempio la definizione dello zero pezzo o zero utensili avviene assegnando le dimensione
direttamente nelle variabili di sistema dedicate.
Lelenco completo delle variabili di sistema si trova sul manuale di programmazione
10.12.1 Alcune variabili di sistema
Variabile
#2501
#2502
#3000
#3003
#3006
#3901
#3902
#4001
#4002
#4004
#4005
#4006
#4007
#4008
#4009
#4010
#4012
#4014
#4016
#4109
#4113
#4114
#4115
#4119
#4120
Descizione
spostamento zero pezzo in X
spostamento zero pezzo in Z
blocca la machina che sta eseguendo una macro e visualizza
numero e allarme descritto dopo luguale :
#3000=1(MANCA AVANZAMENTO)
controllo del blocco singolo
0 blocco singolo abilitato e esegue codici M
1 blocco singolo disabilitato e esegue codici M
2 blocco singolo abilitato e non esegue codici M
3 blocco singolo disabilitato e non esegue codici M
blocca la machina che sta eseguendo un programma e
visualizza numero e messaggio descritto dopo luguale :
#3006=2(GIRARE IL PEZZO)
numero pezzi lavorati
numero pezzi richiesti
gruppo 1 (G0, G1, G2, G3, G33, G34)
gruppo 2 (G96, G97)
gruppo 4 (G68, G69)
gruppo 5 (G98, G99)
gruppo 6 (G20, G21)
gruppo 7 (G40, G41, G42)
gruppo 8 (G25, G26)
gruppo 9 (G22, G23)
gruppo 10 (G80 G89)
gruppo 12 (G66, G67)
gruppo 14 (G54 - G59)
gruppo 16 (G17 G19)
codice F
codice M
numero sequenza
numero programma
codice S
codice T
Manuale corso Torni con CN Fanuc
Varie
lettura/scrittura
lettura/scrittura
allaccenzione
attivo 0
lettura/scrittura
lettura/scrittura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
lettura
e-mail: giorgio.cerberi@celada.it
139
R.F. Celada S.p.A.
11 MODIFICA PARAMETRI CON G10
11.1.1 Modifica Zero Pezzo con codici G tipo A
Valori assoluti
G10 P0 X Z Y
P0
XZY
origine macchina (sempre P0)
asse o assi da modificare inserire quota assoluta rispetto a zero
macchina, la X non deve essere modificata.
Valori incrementali
G10 P0 U V W
P0
UVW
Esempio
G10 P0 Z-300 ;
origine macchina (sempre P0)
asse o assi da modificare inserire quota incrementale rispetto a zero
macchina che verr sommata a quella esistente, la U non deve essere
modificata.
impostazione dello zero pezzo in Z a -300 rispetto 0 macchina
11.1.2 Modifica Zero Pezzo con codici G tipo B
Valori assoluti
G10 G90 P0 X Z Y
P0
origine macchina (sempre P0)
XZY
asse o assi da modificare inserire quota assoluta rispetto a zero
macchina, la X non deve essere modificata.
Valori incrementali
G10 G91 P0 X Z Y
P0
origine macchina (sempre P0)
XZY
asse o assi da modificare inserire quota incrementale rispetto a zero
macchina che verr sommata a quella esistente, la X non deve essere
modificata.
11.1.3 Modifica compensazione utensile con codici G tipo A
Valori assoluti
G10 P X Z Y
P
XZY
numero correttore da 1 a 64 per usura da 10001 a 10064 per geometria
correzione sui rispettivi assi
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
140
R.F. Celada S.p.A.
Valori incrementali
G10 P U V W
P
UVW
numero correttore da 1 a 64 per usura da 10001 a 10064 per geometria
correzione sui rispettivi assi
Esempio, utensile 1 con X50 e Z30
G10 P10001 X50 Z30 ;
impostazione dati correzione geometria
11.1.4 Modifica compensazione utensile con codici G tipo B
Valori assoluti
G10 G90 P0 X Z Y
P
numero correttore da 1 a 64 per usura da 10001 a 10064 per geometria
XZY
correzione sui rispettivi assi
Valori incrementali
G10 G91 P0 X Z Y
P
numero correttore da 1 a 64 per usura da 10001 a 10064 per geometria
UVW
correzione sui rispettivi assi
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
141
R.F. Celada S.p.A.
12 DIFFERENZE PER TORNI STAR
12.1 Tornio tipo Star SV
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
142
R.F. Celada S.p.A.
12.2 Tornio tipo Star SR
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
143
R.F. Celada S.p.A.
12.3 Codici G realizzati dalla Star oltre la tabella di tipo A
Codice
G100
G101
G102
G103
G105
Testa
1
1
2
1-2
2
G107
G112
G113
G117
G118
G119
G120
G121
G130
G131
G132Kk
G140
G141
G150
G154
G158
G170
G171
G172
G184
G190
G191
G202
G203
G210
G211
G212
G213
G250
G251
G265
G284
G384
G484
G551
G584
G784
G884
G900Jj
G984
1
1
1
1
1
1
1
1
2
2
2
2
2
1
1-2
2
1
1-2
1
1
1
1
1
1
1-2
1-2
1-2
1-2
1o2
1o2
2
2
1
1-2
1-2
2
1
1-2
2
1-2
Descrizione
avanzamento contromandrino in mm/giro del mandrino
avanzamento in mm/giro per motorizzati rastrelliera
avanzamento mandrino in mm/giro del contromandrino
avanzamento in mm/giro per motorizzati torretta
avanzamento in mm/giro per motorizzati rastrelliera che
lavorano sul contromandrino
interpolazione cilindrica da utilizzare con G150 e G18
attiva coordinate polari
disattiva coordinate polari
piano di interpolazione XY
piano di interpolazione ZX
piano di interpolazione YZ
zero pezzo in Z del mandrino
annulla G120
annulla G131
zero in Z del contromandrino sul pezzo nel mandrino
zero pezzo sul pezzo nel contromandrino
cancella G141
zero pezzo asse E
piano di interpolazione ZX
piano di interpolazione ZY
piano di interpolazione EY
Note
solo SR
solo SR
solo SV
solo SR
solo per il
piano XZ (SR)
G150 G18(SV)
solo per utensili
motorizzati su
SR
solo SV
solo SV
selezione cambio utensile vicino al pezzo
annulla G171
maschiatura frontale
controllo collisione frontale off
controllo collisione frontale on
annulla G203
zero pezzo asse C ruotato di 180
cancella da G211 a G213
solo SR
solo SR
solo SR
solo SV
cancella poligonatore
attiva poligonatore
inserimento geometria utensili
maschiatura su contromandrino
maschiatura con asse X su mandrino
su SR maschiatura fuori centro su SV maschiatura con Y
misurazione dilatazione termica
maschiatura fuori centro su contromandrino
maschiatura rigida asse Y su SR o X su SV
maschiatura rigida con asse Y
testa 2 salta blocco singolo
maschiatura rigida mandrino e contromandrino
Manuale corso Torni con CN Fanuc
solo SV
G99 e G25
G101 e G25
G103eG25(SV)
solo SV
solo SR
solo SV
e-mail: giorgio.cerberi@celada.it
144
R.F. Celada S.p.A.
12.4 Codici M per Star
Codice
M00
M01
M03
M04
M05
M06
M07
M08
M09
M10
M11
M12
M13
M14
M15
M17
M18
M20
M21
M22
M23
M24
M25
M26
M27
M29
M36
M37
M38
M40
M41
M46
M47
M48
M50
M51
M52
M53
M54
M55
M56
M57
M62
M63
Descrizione
Altro
Stop programma
Arresto attivabile con pulsante da pannello operativo
Rotazione mandrino oraria visto dalla fantina
Rotazione mandrino antioraria visto dalla fantina
Arresto mandrino
blocca asse C
sblocca asse C
attiva asse C
disattiva M8 e M6
chiusura pinza mandrino o contromandrino
apertura pinza mandrino o contromandrino
chiude pinza su macchine senza contromandrino
apre pinza su macchine senza contromandrino
soffio aria attraverso contromandrino
disattiva M14
paletta prendi pezzo avanti
paletta prendi pezzo indietro
fine ciclo e incrementa conta-pezzi (attivo con ONE CYCLE
premuto)
arresto preciso modale
disattiva M21
attiva smusso a fine filetto
disattiva M23
attiva refrigerante (comandare in Testa1)
disattiva M25
rileva pezzo tagliato nel mandrino e espulsione pezzo dal
contromandrino
Sincronismo per maschiatura rigida
rotazione oraria
rotazione antioraria
stop M36 o M37
sincronismo tra mandrino e contromandrino, comanda il mandrino
disattiva M40
rotazione oraria
rotazione antioraria
stop M46 o M47
tornitura contemporanea dagli assi X e Y (comanda X)
disattiva M50
come M50 ma comanda Y
disattiva M52
sincronismo tra C1 e C2 comanda C1
disattiva M54
sincronismo tra C2 e C1 comanda C2
disattiva M56
stop avanzamento caricatore
ripristino spinta caricatore
Manuale corso Torni con CN Fanuc
motorizzati
su rastrelliera
motorizzati
su torretta
e-mail: giorgio.cerberi@celada.it
145
R.F. Celada S.p.A.
M64
M65
M68
M69
M77
M78
M80
M81
M82
M83
M84
M85
M88
M89
M98
M99
M110
M111
M115
M116
M117
M121
M122
M123
M124
M125
M126
M127
M131
M132
M140
M141
M142
M143
M150
a
M157
M200
a
M999
attiva convogliatore
disattiva convogliatore
attiva controllo sforzo mandrino o contromandrino (rapidi al 25% e
lavoro al 70%) se va in allarme bisogna spegnere e riaccendere la
macchina
disattiva controllo sforzo mandrino o contromandrino
disattiva il blocco singolo
riattiva il blocco singolo
verifica il segnale del carico barra
disattiva M80
sincronizza rotazione tra mandrino e contromandrino comanda il
mandrino
disattiva M82
attiva nastro prendi pezzo
disattiva nastro prendi pezzo
blocco al 100% delloverride
disattiva M88
Richiamo sottoprogramma
Fine sottoprogramma
chiusura pinza contromandrino
apertura pinza contromandrino
pressione refrigerante torretta e rastrelliera
contromandrino in posizione di scarico pezzo
scarico pezzo
rapidi al 100%
rapidi al 25%
rapidi al 5%
pressione refrigerante rastrelliera
pressione refrigerante torretta
spegne M124 e M125 e M115
orientamento per utensile poligonatore
torretta lavora sul mandrino (inserire nel pgm Testa1 e Testa2)
torretta lavora sul contromandrino (inserire nel pgm Testa1 e Testa2)
sincronizza asse Z con asse E (si pu forare con motorizzato della
torretta mentre si fresa con motorizzato rastrelliera)
disattiva M140
movimenti indipendenti di Z e E mentre lavorano insieme
disattiva M142
codici liberi (M150 on e M151 off, ecc.)
comando da
Testa1
rapidi della
torretta
solo SV
solo SV
codici per sincronismo programma
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
146
R.F. Celada S.p.A.
12.5 Chiamata utensile
12.5.1 Chiamata per macchine tipo SR
Descrizione
Per le macchine di tipo SR si pu far fare il cambio utensile, degli utensili in rastrelliera, ad 1 mm
dalla barra, bisogna inserire il diametro barra nella variabile #531 (nel programma o nel controllo
nel parte CUSTOM) e poi attivare il cambio utensile vicino la barra con il codice G171. Per tutti gli
altri utensili bisogna svincolare lasse sullo Zero Macchina.
Sintassi
Txx00
chiamata utensile, lutensile viene posizionato automaticamente,
xx = numero utensile 00 = da mettere sempre
Tyy
chiamata correttore da mettere sul primo blocco dopo la chiamata utensile
T0
annulla il correttore, da comandare prima di ogni cambio utensile
Esempio
#531= (DIAMETRO BARRA);
G171 (ATTIVA CAMBIO UTENSILI VICINO ALLA BARRA);
G99 G97 G40;
T100;
G0X21Z-2S1000M3T1;
T0;
T200;
G0X21Z-2S2000M3T2;
T0;
G28 V0 (SVINCOLO ASSE Y);
T3100;
G0Y10Z-2S3000M3T31;
T0;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
147
R.F. Celada S.p.A.
12.5.2 Chiamata per macchine tipo SV
Descrizione
A differenza delle SR, il diametro della barra non viene tenuto in considerazione, quindi prima di
fare un cambio utensili bisogna svincolare gli assi sullo Zero Macchina.
Sintassi
G28 U0 T0 (SVINCOLO DELLASSE X);
T100;
G0X21Z-2S1000M3T1;
T0;
G28 V0 T0 (SVINCOLO DELLASSE Y);
T1200;
G0Y21Z-2S2000M3T12;
G28 V0 T0;
12.5.3 Azzeramento utensili
Descrizione
Per azzerare gli utensili della rastrelliera in X, senza utensile montato, comandare uno spostamento
alla quota del diametro barra, poi appoggiare lutensile alla barra e stringere il porta utensile.
Per azzerare lutensile in Z riferirsi alle quote visualizzate sul manuale della macchina ed
eventualmente inserire la differenza dalla rastrelliera riferendosi alle specifiche del manuale
macchina.
12.5.4 Tabella utensile
Descrizione
Sugli STAR esistono 2 posti dove inserire i dati utensile :
1 GEOMETRIA : premere il tasto CUSTOM poi premere -> (sul MONITOR) poi scegliere
GEOMETRIA si visualizzano i dati della geometria dellutensile, di norma, se lutensile viene
azzerato come sopra, viene inserito 0 in X e in Z viene inserito 0 o la differenza dalla battuta
dellutensile della rastrelliera (valori da prendere dal manuale).
2 OFFSET : premendo il tasto OFFSET SETTING e poi OFFSET viene visualizzata una serie di
pagine dove si inseriscono i valori di correzione per correggere eventuali errori riscontrati sul pezzo
per via dellusura o per via della sostituzione dellutensile.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
148
R.F. Celada S.p.A.
12.6 Esempio per STAR SR20 R
O0001(TETA1);
#531=20 (DIA BARRA);
G171 (ESEGUI IL CAMBIO A 1MM DALLA BARRA);
G99 G97 G40;
M3 S500;
M11 (APERTURA PINZA) ;
G4 U0.3;
G0 Z-0.1 T0 M27 (CONTROLLA SE IL TAGLIO E AVVENUTO E ARRETRA LA FANTINA);
M10 (CHIUDE LA PINZA);
M200 (SINCRONISMO CON PROGRAMMA TESTA2);
M20 (FINE CICLO SI FERMA IL PROGRAMMA SE IL TASTO ONE CYCLE E ATTIVO);
(FINO A QUESTO BLOCCO IL PROGRAMMA PER LE SR E SEMPRE SIMILE);
T100 (TRONCATORE);
G0 X21 W-0.5 M3 S1000;
T200 (TORNITORE);
G0 X21 Z0 T2;
G1 X-0.1 F0.1;
X4. (INIZIO SMUSSO);
G4 U0.1 (SOSTA PER EVITARE LARROTONDAMENTO DELLO SMUSSO);
G1 X6 Z1;
G4 U0.1;
Z8.5
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
149
R.F. Celada S.p.A.
X4.7 Z9 ;
Z10;
X21;
T0 (TOGLI IL CORRETTORE);
T500 (FILETTATORE);
G0 X21 Z-3 M3 S2000 T5 ;
X7;
G76 P010060 Q50 R0 ;
G76 X4.75 Z9.9 P615 Q300 F1 ;
G0 X21 ;
T0 ;
T200 (TORNITORE ESTERNO);
G0 X21 Z9 M3 S4000 T7 (CORRETTORE DIVERSO PER RENDERLO INDIPENDENTE
DALLA LAVORAZIONE PRECEDENTE FATTA CON LO STESSO UTENSILE);
X11 Z9.7;
G1 X12 W0.5 F0.05;
Z20;
G4 U0.1;
X20.5;
G0 X21;
M5 (FERMO IL MANDRINO PER USARE I MOTORIZZATI);
T0;
T3100 (CENTRINO);
G101(AVANZAMENTO AL GIRO DEI MOTORIZZATI);
M8 (ATTIVA ASSE C);
G0 C0;
M6(FRENA ASSE C);
G0 Y21 Z15 M36 S5000 T31;
Y13;
G1 Y7.8 F0.05 (FORA);
G0 Y1.3 M7(SVINCOLO E SBLOCCA FRENO ASSE C);
G0 C180 M6(POSIZIONA E BLOCCA ASSE C);
G1 Y7.8 (FORA);
G0 X40;
T0;
T3200 (PUNTA D4);
G0 Y13 M36 S6000 T32;
G87 V-27 Q2500 F0.03;
G80;
G0 Y30;
T0 ;
T3400 (FRESA D10);
G0 Z24 Y21 M36 S4000 T34;
G0 X30 ;
Y17 ;
G1 X-30 F0.1;
M7;
G0 H60 (RUOTA LASSE C DI 60GRADI INCREMENTALI);
M6;
G1 X30;
M7 ;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
150
R.F. Celada S.p.A.
G0 H60;
M6;
G1 X-30;
M7;
G0 H60;
M6;
G1 X30;
M7;
G0 H60;
M6;
G1 X-30;
M7;
G0H60;
M6;
G1 X30;
M7;
G0Y30;
T0;
M9 G99 (DISATTIVA ASSE C E RITORNA IN MM/GIRO MANDRINO);
M38 (FERMA MOTORIZZATI);
T100 (TAGLIO);
G0 X21 Z31 M3 S4000 T1;
M82 (SINCRONISMO ROTAZIONE MANDRINI E ATTESA M82 NEL PROGRAMMA DI
TESTA2);
M40(SINCRONISMO DELLE 2 Z);
G1 X-1 F0.08 (TAGLIO);
M41 (DISATTIVA M40);
M83 (DISATTIVA M82);
M80(VERIFICA SEGNALE CARICATORE);
/ G0 X21 W-0.5;
/ G0 W2;
/ M98 P7000 (PROGRAMMA CAMBIO BARRA);
M81 (DISATTIVA M80) ;
M99 ;
N1(RIPARTENZA TAGLIO);
T200(SCAMBIO UTENSILE PER FAR CARICARE LA GEOMETRIA DEL T100);
T100;
M10 (CHIUDE LA PINZA);
G0 X21 M3 S4000 T1 M25;
G1 X-1 F0.03 ;
M5;
M11;
G4 U0.3;
G28 W0 T0 ;
G0 W168 (CARICA LA FANTINA*);
G120 Z0 ;
M99;
* la quota 168 arriva dalla seguente operazione :
205 (corsa fantina su SR20) 24 (centro fresa nel centro della fresatura) 11 (disassamento tra
rastrelliera e centro fresa) 2 (margine di sicurezza) = 168
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
151
R.F. Celada S.p.A.
O0001(TESTA2) ;
G130 (ANNULLA G131);
M76 (CANCELLA M75);
G99 G97 G40;
G28 W0 T0 (SVINCOLO CONTROMANDRINO SULLO 0 MACCHINA) ;
G50 Z0 (AZZERAMENTO ORIGINE ASSE Z DEL CONTROMANDRINO);
M5 ;
T2000 (LASSE X DEL CONTROMANDRINO VIENE POSIZIONATO IN ASSE CON LA X
DEL MANDRINO, NON VALIDO PER LE MACCHINE CHE HANNO SOLO LASSE Z);
M200 (SINCRONISMO CON PROGRAMMA TESTA1);
M20 (FINE CICLO VALIDO QUANDO IL TASTO ONE CYCLE E ATTIVO);
(FINO A QUESTO BLOCCO IL PROGRAMMA PER LE SR E SEMPRE SIMILE);
T2100(CENTRINO);
G0 Zx M3 S5000 T21(*1);
G1 W3 F0.05;
G28 W0 T0;
G50 Z0(*1);
T2200 (PUNTA D4.25) ;
G0 Zx M3 S6000 T22(*1);
G83 W8 Q2000 P300 F0.04;
G80;
G28 W0 T0 ;
G50 Z0(*1);
T2300(MASCHIO M5);
M5;
G0 Zx T23 (*1);
M29 S1000;
G84 W5 F0.8;
G80;
G28 W0 T0;
G50 Z0(*1);
T2900(POSIZIONE SCARICO PEZZO);
G0 Z35;
M11(APRI PINZA);
M14(SOFFIO ARIA CONTROMANDRINO);
M27;
G28 W0 T0;
M15(DISATTIVA M14);
M84(PARTENZA NASTRO PORTA PEZZI);
T2000(ASSE X CONTROMANDRINO IN ASSE CON ASSE X MANDRINO);
M82 (SINCRONISMO ROTAZIONE MANDRINI E ATTESA M82 NEL PROGRAMMA
TESTA1);
G131 (CALCOLA DISTANZA TRA CONTROMANDRINO E FACCIA PEZZO NEL
MANDRINO E SPOSTA ZERO DEL CONTROMANDRINO SUL PEZZO);
G0 Z-3 (AVVICINAMENTO);
M68 (ATTIVA CONTROLLO SFORZO);
G98 G1 Z15 F1000 M14(INFILA IL PEZZO CON AVANZAMENTO IN MM/MIN);
M69 G99 (DISATTIVA CONTROLLO SFORZO E RITORNA IN MM/GIRO);
M10 (CHIUDE PINZA);
M40 (SINCRONIZZA LE Z);
G130 M15 (RIPRISTINA ORIGINE CONTROMANDRINO );
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
152
R.F. Celada S.p.A.
M41 (DISATTIVA M40);
M68 (ATTIVA CONTROLLO DI SFORZO);
G0 W-10 (TIRA IL PEZZO, SE IL PEZZO NON E TRONCATO LA MACCHINA VA IN
ALLARME PERCHE E ATTIVO M68, PER RIPRISTINARE BISOGNA SPEGNERE E
RIACCENDERE LA MACCHINA);
M69 (DISATTIVA M68);
M83 (DISATTIVA M82);
M99;
(*1) per fare le lavorazione del contromandrino ci sono 2 possibilit:
1 lasciare lo zero pezzo quando il contromandrino sullo zero macchina, quindi avvicinarsi in
assoluto poi spostarsi in incrementare per le lavorazioni.
2 spostare lo zero pezzo con il G50 Zx per lavorare poi svincolare il contromandrino sullo zero
macchina e annullare lo spostamento origine con G50 Z0.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
153
R.F. Celada S.p.A.
12.7 Esempio per STAR SV32 con torretta asse E
O0002(TESTA1);
M131;
G99 G97 G40;
M3 S1000;
M11;
G0 Z-0.1 T0 M27 ;
G28 V0 (ASSE Y SU 0 MACCHINA);
M10;
M200;
M20;
T100(TAGLIO);
G0 X31 W-0.5;
G28 U0;
M210;
T1100(PUNTA CE);
G0 Z-1 M3 S2000;
Y0 T11;
M220;
G1 Z3 F0.05;
G0 Z-1;
T0;
M230;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
154
R.F. Celada S.p.A.
G28 V0;
T1200( UTENSILE DOPPIO PUNTA D3 E D4);
G0 Z-1 T12;
M3 S4000;
Y0;
M240;
G83 Z10 Q2000 F0.1;
G80 ;
G0 Z-1;
T0;
M250;
G28 V0;
M260;
M132 (GESTISCO LA TORRETTA CON IL CONTROMANDRINO);
G28 V0;
T300 (TORNITORE MONTATO SU SUPPORTO CHE PORTA FUORI LUTENSILE DI 17MM
NELLA GEOMETRIA METTERE 17 SULLA Z);
G0 X31 Z-1 M3 S1000 T3;
G50 S5000;
G96 S150;
G1 X23 F0.5;
Z18 F0.05;
X30 ;
W1 (TOGLIE LA BAVA SUL DIAMETRO ESTERNO PER NON ROVINARE LA BUSSOLA);
G0 X31;
Z-1;
X18;
G1 Z18;
X31;
G0 Z-1;
X13;
G1 Z18;
X31;
G0 Z-1;
X2;
G1 Z0;
X8;
X10 Z1;
Z16;
X8 Z17;
Z18;
X31;
G0Z-1;
G28 U0 T0;
M5;
M131(GESTIAMO LA TORRETTA CON IL MANDRINO PERCHE IL FILETTATORE E
MONTATO SULLA TORRETTA);
T1400(FILETTATORE);
G97 G0 Z-3 M4 S1000 T14;
X11;
G76 P010060 Q50 R0;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
155
R.F. Celada S.p.A.
G76 X8.2 Z17.8 P922 Q100 F1.5;
G0 X32 ;
G28 U0 T0;
M5;
T200(T0RNITORE);
G0 X32 Z17 M3 S2000 T2;
G1 Z30 F0.05;
X31;
G0 Z17;
X22;
G1 Z30;
X31;
G0 Z17;
X16;
G1 Z30;
G1 X28 F0.5;
Z57 F0.05;
W1 U2 (SMUSSO PER TOGLIERE LA BAVA);
G0 X31;
G28 U0 T0;
M5;
T600(CENTRINO SU RASTRELLIERA);
T1000(CENTRINO SU TORRETTA);
G101;
M8;
G0 C0 ;
M6;
M46 S5000, E17 (ROTAZIONE MOTORIZZATO SU TORRETTA E ALLINEAMENTO
TORRETTA) ;
G0 Y31 Z35 M36 S5000 T6 (ROTAZIONE MOTORIZZATO SU RASTRELLIERA E
CHIAMATA CORRETTORE UNICO VALIDO PER I 2 UTENSILI);
G0 Z35;
G0 X29 Y29;
G1 Y26 X26 F0.1;
G0 Y29 X29 M7;
H60 M6;
G1 Y26 X26;
G0 Y31 X31 M7;
H60 M6;
G1 Y26 X26;
G0 Y31 X31 M7;
Z51 C30 M6;
G1 X26 Y26;
G0 X29 Y29 M7;
H60 M6;
G1 X26 Y26;
G0 X29 Y29 M7;
H60 M6;
G1 X26 Y26;
G0 X31 Y31 M7;
G28 U0 V0 T0;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
156
R.F. Celada S.p.A.
M48;
M38;
T800(PUNTA D3 SU RASTRELLIERA);
G0 Z35 X29 M36 S3000 T8;
M98 P61000(RICHIAMO DEL SOTTOPROGRAMMA 1000 PER 6 VOLTE);
G0 Z51;
M98 P61000;
G28 U0 T0;
M38;
T700(FRESA D6 SU MOTORIZZATO IN RASTRELLIERA);
T1300(FRESA D6 SU MOTORIZZATO IN TORRETTA);
M36 S2500 (RASTRELLIERA);
M46 S2500, E17 (TOREETTA);
M7;
G0 Z43 X29 Y29 C0 T7;
G0 B17 A17 (B=MOVIMENTO RASTRELLIERA, A=MOVIMENTO TORRETTA PER
FRESARE);
G1 X22 Y22 F0.5 M6;
B-17 A-17 F0.05;
X16 Y16 F0.5;
B17 A17 F0.05;
G0 X29 Y29;
M7;
G0 C90 M6;
G1 X22 Y22 F0.5;
B-17 A-17 F0.05;
X16 Y16 F0.5;
B17 A17 F0.05;
G99 M9;
G28 U0 V0 T0;
M131;
T100(TAGLIO);
G0 Z59 M3 S2000 T1 ;
M82;
M40;
G1 X26 F0.05;
G0 X30;
G1 W-1 F0.5;
X26 W1 F0.03;
X-1 F0.05;
M41;
M83;
M80;
/ G0 X31 W-0.5;
/ G0 W2;
/ M98 P7000;
M81;
M99;
N1(RIPARTENZA TAGLIO);
T200(SCAMBIO UTENSILE PER FAR CARICARE LA GEOMETRIA DEL T100);
T100;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
157
R.F. Celada S.p.A.
M10 (CHIUDE LA PINZA);
G0 X21 M3 S4000 T1 M25;
G1 X-1 F0.03 ;
M5;
M11;
G4 U0.3;
G28 W0 T0 ;
G0 W168 (CARICA LA FANTINA*);
G120 Z0 ;
M99;
O1000(SOTTOPROGRAMMA);
G1 X18 Y18 F0.1;
G0 U1 V1;
G1 X8 Y8;
G0 U1 V1;
G1 X-1 Y-1;
G0 X30 Y30;
M99;
O0002(TESTA2);
M131;
G130;
M76;
G99 G97 G40;
G28 W0 T0 ;
G50 Z0;
M5;
M200;
M20;
M75;
M210;
M3 S2000;
G28 W0 T0;
/ G50 Zx ;
M220;
/ G0 Z-1 T11;
/ G1 Z3 F0.05;
/ G0 Z-1 ;
G28 W0 T0;
G50 Z0;
M230;
G28 W0 T0;
/ G50 Zx ;
M3 S3000;
M240;
/ G0 Z-1 T12;
/ G83 Z8 Q2000 F0.1;
/ G80;
G28 W0 T0;
G50 Z0;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
158
R.F. Celada S.p.A.
M250;
M260;
M132;
T1300(MASCHIO M5);
M5;
G0 Y0 T13;
/ G50 Zx;
/ G0 Z-3;
/ M29 S1000;
/ G84 Z5 F0.8;
/ G80 ;
G28 W0 T0 V0;
G50 Z0;
M5 (FERMA IL MANDRINO);
M76 ;
M17 (PALETTA PRENDI PEZZO AVANTI);
M11 (APRI PINZA);
M14 (SOFFIO);
M27 (CONTROLLO ESPULSIONE PEZZO);
M18 (PALETTA PRENDI PEZZO INDIETRO);
M15 (CHIUDI ARIA);
M131(TORRETTA CONTROLLATA DAL MANDRINO);
M82 (SINCRONISMO ROTAZIONE MANDRINI);
G131 (SPOSTA ZERO PEZZO ASSE Z SU FACCIA PEZZO NEL MANDRINO);
G0 Z-3;
M68 (ATTIVA CONTROLLO SFORZO);
G1 G98 Z30 F2000 M14 (INFILAGGIO PEZZO NEL CONTROMANDRINO);
G99 M69 (DISATTIVA M68);
M10 (CHIUDI PINZA);
M40 (SINCRONISMO ASSI Z) ;
G130 M15 (CANCELLA SPOSTAMENTO ORIGINE CON G131);
M41 (DISATTIVA M40);
M68 (ATTIVA CONTROLLO DI SFORZO);
G0 W-10 (PROVA A TIRARE);
M69 (DISATTIVA M68);
M83 (DISATTIVA M82);
M99;
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
159
R.F. Celada S.p.A.
13 DISEGNI PER ESERCIZI
13.1 Esercizio n1
Macchina richiesta
Tornio orizzontale con due assi (X e Z)
Utensili richiesti
Utensile
1
2
3
4
5
6
Descrizione
sgrossatore per esterni
finitore per esterni
troncatore per gole esterne
punta D38
bareno di sgrossatura
bareno di finitura
Vc
150
100
120
50
150
100
Manuale corso Torni con CN Fanuc
fg/fz
0.5
0.2
0.15
0.1
0.4
0.1
R punta
0.8
0.4
0.1
0.8
0.4
e-mail: giorgio.cerberi@celada.it
160
R.F. Celada S.p.A.
13.2 Esercizio n2
Descrizione
Realizzare il programma, completo di grafica e con lutilizzo dei cicli fino ad ora descritti, per
realizzare il pezzo a disegno.
Tabella utensili
Utensile
Descrizione
sgrossatore per esterni
1
finitore per esterni
2
troncatore per gole
3
punta D18
4
utensile per filettare
5
bareno di sgrossatura
6
bareno di finitura
7
Vc
150
100
120
50
125
150
100
Manuale corso Torni con CN Fanuc
fg/fz
0.5
0.2
0.15
0.1
0.4
0.1
R punta
0.8
0.4
0.1
0.05
0.8
0.4
e-mail: giorgio.cerberi@celada.it
161
R.F. Celada S.p.A.
13.3 Esercizio n3
Macchina richiesta
Tornio orizzontale con 2 assi (X e Z) o tornio orizzontale con contromandrino
Utensili richiesti
Utensile
1
2
3
4
5
6
7
Descrizione
sgrossatore per esterni
finitore per esterni
utensile per gole esterne spessore 3
punta D38
bareno di sgrossatura
bareno di finitura
utensile per gole interne spessore 3
Vc
150
100
120
50
150
100
120
Manuale corso Torni con CN Fanuc
fg/fz
0.5
0.2
0.15
0.1
0.4
0.1
0.15
R punta
0.8
0.4
0.1
0.8
0.4
0.1
e-mail: giorgio.cerberi@celada.it
162
R.F. Celada S.p.A.
13.4 Esercizio n4
Macchina richiesta
Tornio orizzontale con 2 assi X e Z con asse C e utensili motorizzati
Utensili richiesti
Utensile
1
2
4
6
8
10
Descrizione
sgrossatore per esterni
finitore per esterni
punta D6 (motorizzato frontale)
punta D6 (motorizzato radiale)
punta D6.25 (motorizzato radiale)
maschio M8 (motorizzato radiale)
Vc
150
100
80
80
80
50
Manuale corso Torni con CN Fanuc
fg/fz
0.5
0.2
0.1
0.1
0.1
-
R punta
0.8
0.4
-
e-mail: giorgio.cerberi@celada.it
163
R.F. Celada S.p.A.
13.5 Esercizio n5
Macchina richiesta
Tornio orizzontale con 2 assi X e Z con asse C e utensili motorizzati
Utensili richiesti
Utensile
Descrizione
sgrossatore per esterni
1
fresa D25 a inserti (motorizzato radiale)
3
fresa D10 a candela (motorizzato radiale)
5
Manuale corso Torni con CN Fanuc
Vc
150
120
80
fg/fz
0.5
0.15
0.1
R punta
0.8
-
e-mail: giorgio.cerberi@celada.it
164
R.F. Celada S.p.A.
PARTE II (utilizzo)
1 MONITOR e TASTIERA
1.1 Monitor
Descrizione
Tasti SOFTKEY
la pressione di uno di questi tasti abilita la funzione
visualizzata a monitor
Tasti LIVELLO SOFTKEY
la pressione di uno di questi tasti permette la visualizzazione di
ulteriori softkey
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
165
R.F. Celada S.p.A.
1.2 Tastiera Fanuc
Descrizione
Tasto RESET
premuto resetta il CNC, cancella un allarme CNC, ferma il centro se in lavoro
Tasto HELP
premuto compare una schermata di aiuto
Tasti INDIRIZZI
premere per inserire caratteri alfabetici, numerici e speciali
Tasto SHIFT
serve per inserire i caratteri dei tasti con pi funzioni. Es.: premendo SHIFT
poi P si inserisce C
Tasto INPUT
serve per inserire i dati scritti nella riga buffer nella posizione evidenziata dal
cursore (non utilizzabile in EDIT).
Tasto CAN
serve per cancellare l'ultimo carattere scritto nella riga buffer
Tasti EDIT
INSERT inserisce i dati scritti nella riga buffer nel programma che si sta
editando
ALTER sostituisce il dato evidenziato dal cursore con il dato scritto nella
riga buffer
DEL cancella il dato evidenziato
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
166
R.F. Celada S.p.A.
Tasti FUNZIONE
POS visualizza la pagina con le coordinate Macchina, Programma e Relative
PGM MDI visualizza la pagina MDI o la pagina del programma in lavoro
OFFSET SETTING visualizza la pagina Correttori o Origini o Parametri
Utente o, premendo il softkey freccia destra e poi OPR PN, il pannello
Operatore (configurato dal costruttore della macchina) o MACRO per
visualizzare e modificare le variabili macro.
SYSTEM visualizza la parte del CNC dedicata ai PARAMETRI macchina o
alla DIAGNOSTICA o PMC (PMCLAD o PMCPMR o PMCDGN)
OPR MESS visualizza la pagina ALLARMI o MESSAGGIO o STORICO
GRAPH visualizza la pagina della grafica se attiva
Tasti CURSORE
Freccia di destra o di sinistra serve per spostarsi di un carattere alla volta
Freccia su e gi serve per spostarsi alla riga precedente o alla riga successiva
Tasti PAGINA
Serve per cambiare velocemente le pagine
Chiave EDIT
chiave che serve per abilitare o disabilitare la scrittura
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
167
R.F. Celada S.p.A.
2 OPERAZIONI PRELIMINARI
2.1 Premessa
Le procedure che seguiranno seguono una linea generale, quindi alcune operazione andranno
aggiustate in base alla macchina utilizzata
2.2 Accensione
Girare linterruttore generale su ON
Premere il tasto I sul pannello operatore
Rilasciare le emergenze
Attendere accensione CN
Premere BUZZER per tacitare il cicalino (dove presente)
Se la macchina ha gli encoder in assoluto non serve fare le referenze e la macchina pronta
per lavorare , diversamente proseguire con la procedura
7. Chiudere le porte
8. Mettere il potenziometro dei rapidi al 50%
9. Per le macchine che lo prevedono mettere la chiave preposta su Manuale (Hardinge)
10. Mettere il selettore MODE su REF o premere il tasto REF
11. Premere X+ poi Z+ e in fine C+ (solo su macchine con utensili motorizzati)
12. Solo per Hardinge bisogna azzerare anche la torretta portautensili quindi, dopo aver azzerato
gli assi, lasciare selezionato REF e premere il tasto I che attiva la rotazione torretta
1.
2.
3.
4.
5.
6.
2.3 Rotazione del mandrino in MDI
1.
2.
3.
4.
5.
6.
7.
8.
9.
Chiudere le porte
Mettere il selettore MODE su MDI o premere il tasto MDI
Premere PROG
Premere il softkey MDI
Premere S digitare il numero di giri desiderato
Premere M digitare 3
premere EOB e premere INSERT
premere AVVIO CICLO
Per fermare il mandrino premere RESET
2.4 Caricamento utensile in torretta da MDI
Chiudere le porte
Mettere il selettore MODE su MDI o premere il tasto MDI
Premere il tasto PROG
Premere softkey MDI
Chiudere le porte operatore
Digitare G30 U0 W0 ; ( per ; premere EOB)
Premere INSERT
Premere AVVIO CICLO per spostare in rapido gli assi sugli 0 macchina degli stessi
(Attenzione: controllare con il potenziometro il movimento deglassi)
9. Digitare Txxxx ; (xxxx = numero utensile per il T1 digitare T0100)
10. Premere INSERT
1.
2.
3.
4.
5.
6.
7.
8.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
168
R.F. Celada S.p.A.
11. Premere AVVIO CICLO per far girare la torretta alla postazione desiderata
12. Aprire la porta operatore
13. Caricare lutensile
2.5 Caricamento utensile in MANUALE
1. Mettere il selettore MODE su HANDLE o premere il tasto MANUALE
2. Portare gli assi con JOG o VOLANTINO in posizione di sicurezza
3. Premere il tasto TURRET INDEX per far ruotare la torretta (con porte chiuse ruota in
continuo con porte aperte bisogna premere per ogni posizione)
4. Caricare lutensile
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
169
R.F. Celada S.p.A.
3 AZZERAMENTO PEZZO e UTENSILI
3.1 Azzeramento pezzo
Lo 0 pezzo va eseguito solo per lasse Z in quanto lasse X sempre il centro di rotazione del
pezzo.
La Z0 va eseguita ogni volta che si cambia la lunghezza del pezzo; se si usa il presetting (interno o
esterno), per misurare la lunghezza degli utensili, lo zero pezzo va eseguito dopo lazzeramento
degli utensili viceversa va fatto prima.
Lutensile che si usa per fare la Z0 si chiama utensile pilota.
3.1.1 Zero pezzo su asse Z
1. Controllare che i parametri 5003.6 e 5003.7 siano 0 (in modo che la macchina non perda il
correttore anche quando viene resettato il controllo), diversamente modificarli.
2. Caricare in MDI lutensile pilota richiamando anche il correttore per es.: T0101 (T01
numero utensile, 01 numero correttore)
3. Intestare il pezzo, allontanarsi in X ma non toccare la Z
4. Premere OFFSET/SETTING
5. Premere il tasto freccia destra del monitor (o il + sul monitor) finch compare il softkey
W.SHFT (o SHF OR) e premerlo
6. Evidenziare la Z di MEASUR (MISURA)
7. Digitare 0 e premere INPUT
8. In Z SHIFT (SPOSTAMENTO) compare dove si trova lo Zero Macchina rispetto allo Zero
Pezzo.
3.2 Azzeramento utensili
Per misurare la lunghezza degli utensili ci sono 3 metodi, il primo in manuale il secondo con il
presetting automatico e il terzo con un presetting esterno. Nellultimo caso prendere i valori e
digitarli direttamente nella pagina OFFSET/SETTING
3.2.1 Azzeramento utensile su asse X (sfiorando il pezzo)
1. Caricare lutensile da misurare
2. In MDI far girare il pezzo (es.: G97 S1000 M3 o M4)
3. Con il volantino, muovendo lasse Z, tornire un diametro (a scelta)
4. Muovere solo asse Z per uscire dal pezzo
5. Premere RESET
6. Misurare il diametro ottenuto
7. Premere il tasto OFFSET/SETTING
8. Premere il softkey OFFSET (COMPEN)
9. Evidenziare la X, del correttore dellutensile da misurare, nella tabella GEOMETRIA
10. Digitare X pi il valore del diametro misurato e premere il softkey MEASUR (MISURA)
11. Eseguire questa procedura per azzerare tutti gli utensili (per gli utensili motorizzati frontali
mettere valore 0)
3.2.2 Azzeramento utensile su asse Z (sfiorando il pezzo)
1. Questa operazione va fatta dopo aver fatto lo Zero Pezzo in Z
2. Chiamare lutensile da misurare
3. Sfiorare in Z il pezzo
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
170
R.F. Celada S.p.A.
4.
5.
6.
7.
Premere il tasto OFFSET/SETTING
Premere il softkey OFFSET (COMPEN)
Posizionare il cursore sul correttore dellutensile nella colonna Z nella tabella GEOMETRIE
Digitare Z pi la distanza dalla Z0 (se si st sfiorando la Z0 digitare Z0 se si a 50mm
digitare Z50)
8. Premere MEASUR (MISURA)
9. Ripetere per tutti gli utensili
3.2.3 Azzeramento utensile con presetting (Hwacheon)
1.
2.
3.
4.
5.
6.
Portare gli assi X e Z sullo 0 macchina (obbligatorio)
Chiamare lutensile da misurare
Chiudere la porta
Premere JOG
Premere il tasto T/PRESETTER (ADV +) per far scendere il braccio del presetting
Compare la pagina delle GEOMETRIE UTENSILI evidenziando il correttore dellutensile
pronto da misurare
7. Con il VOLANTINO o in JOG toccare la sonda in X e in Z per caricare i valori in tabella
8. Cambiare lutensile e ripetere il punto 8
Azzeramento in X
azzeramento in Z
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
171
R.F. Celada S.p.A.
4 CREAZIONE E MODIFICA PROGRAMMA
4.1 Creazione programma
1.
2.
3.
4.
5.
Mettere il selettore MODE su EDIT o premere il tasto EDIT
Premere il tasto PROG
Digitare Oxxxx e premere il tasto INSERT (xxxx = numero programma)
Premere EOB poi INSERT per chiudere il blocco
Proseguire con la compilazione del blocco
4.2 Numerazione automatica dei blocchi
1.
2.
3.
4.
5.
6.
7.
Mettere il selettore MODE su MDI o premere MDI
Premere il tasto OFFSET SETTING
Premere il softkey SETTING
Portare con il cursore su SEQUENCE NO.
Digitare 1 per attivare (0 per disattivare)
Andare nel programma digitare N1 e digitare il blocco e premere eob
Premere INSERT per inserire il blocco e far comparire il numero di blocco successivo
4.3 Per inserire un blocco
1. Digitare il blocco (es.: G1 X200 Y30 F300 ; )
2. Premere il tasto INSERT
Avvertenze
a. si possono digitare alcuni blocchi prima di premere INSERT, per dividere i blocchi
necessario mettere ";" (EOB), quando si preme INSERT il CN inserisce i blocchi
andando a capo dopo ogni ";"
b. il CN inserisce il blocco dove si trova il cursore
4.4 Apertura di un programma gi esistente
1.
2.
3.
4.
Mettere il selettore MODE su EDIT o premere il tasto EDIT
Premere il PROG
Digitare il Oxxxx (xxxx numero del programma)
Premere la freccia cursore gi
4.5 Inserimento di un commento o titolo programma
Racchiudere un commento dentro parentesi tonde (commento), se il commento messo dopo il
numero del programma questo verr visualizzato nella lista di tutti i programmi assieme al
programma stesso.
4.6 Modifica di un blocco
1. Portare il cursore sull'elemento da modificare
2. Digitare il nuovo valore
3. Premere ALTER per sostituire
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
172
R.F. Celada S.p.A.
4.7 Cancellare un dato
1. Portare il cursore sull'elemento da modificare
2. Premere il tasto DEL
4.8 Cancellare un blocco intero
1. Portare il cursore all'inizio del blocco da cancellare
2. Premere EOB per digitare ;
3. Premere DEL
Avvertenza : premendo il tasto DEL dopo aver digitato un carattere, il CN cancella tutto
finch non trova il carattere digitato.
4.9 Cancellare pi blocchi (i blocchi devono essere numerati)
1. Portare il cursore sul numero del primo blocco da cancellare
2. Digitare il numero dellultimo blocco da cancellare
3. Premere DEL
4.10 Rinominare un programma
1.
2.
3.
4.
Aprire il programma da rinominare
Portare il cursore su Oxxxx (xxxx numero del programma)
digitare il Oyyyy (yyyy nuovo numero)
premere ALTER
4.11 Cancellare un programma
1.
2.
3.
4.
5.
Leggere prima le avvertenze
Mettere il selettore MODE su EDIT o premere EDIT
Premere PROG
Digitare Oxxxx (xxxx numero del programma da cancellare)
Premere DEL
Avvertenze
a. Fare attenzione perch i programmi cancellati non possono essere ripescati, nel caso vanno
riscritti di nuovo, impostando il parametro 3002.5 a 1 verr richiesta una conferma.
b. Fare attenzione che generalmente nei programmi da 8000 a 9999 vengono registrati dei
programmi di macroistruzioni utilizzati per sonde, presetting e altro, se questi
programmi vengono cancellati alcune funzioni del controllo non funzioneranno pi
fino al ripristino dei file cancellati
c. I programmi da 8000 a 9999 possono essere protetti da modifica e cancellazione, quindi se
si esegue questa procedura il CN visualizzer un allarme nel caso lo siano
4.12 Cancellare tutti i programmi
1. Leggere prima le avvertenze del paragrafo Cancellare un programma
2. Mettere il selettore MODE su EDIT o premere il tasto EDIT
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
173
R.F. Celada S.p.A.
3. Premere PROG
4. Digitare O-9999
5. Premere DEL
4.13 Cancellare alcuni programmi
1.
2.
3.
4.
5.
6.
Leggere prima le avvertenze del paragrafo Cancellare un programma
Mettere il selettore MODE su EDIT o premere il tasto EDIT
Premere PROG
Digitare Oxxxx (xxxx numero del primo programma da cancellare)
Digitare Oyyyy (yyyy numero dellultimo programma da cancellare)
Premere DEL per cancellare i programmi da xxxx a yyyy
4.14 Funzioni estete di editazione (opzione)
4.14.1 Duplicare un programma
1.
2.
3.
4.
5.
6.
7.
8.
9.
Mettere il selettore MODE su EDIT o premere il tasto EDIT
Premere il tasto PROG
Premere il softkey OPRT
Premere la freccia di destra sul monitor
Premere il softkey EX-EDT
Controllare che sia selezionato il programma da copiare e premere il softkey COPY
Premere il softkey ALL
Digitare il numero del nuovo programma senza O e premere INPUT
Premere il softkey EXEC
4.14.2 Copia incolla in un nuovo programma
Eseguire i passi da 1 a 6 della procedura Duplicare un programma
Portare il cursore allinizio della parte da copiare e premere il softkey CRSRPortare il cursore alla fine della parte da copiare e premere il softkey CRSR
Digitare il numero del programma senza O nel quale si vuole incollare la parte copiata e
premere INPUT
5. Premere il softkey EXEC
1.
2.
3.
4.
4.14.3 Taglia incolla in un nuovo programma
Eseguire i passi da 1 a 5 della procedura Duplicare un programma
Controllare che sia selezionato il programma da copiare e premere il softkey MOVE
Portare il cursore allinizio della parte da copiare e premere il softkey CRSRPortare il cursore alla fine della parte da copiare e premere il softkey CRSR
Digitare il numero del programma senza O nel quale si vuole incollare la parte copiata e
premere INPUT
6. Premere il softkey EXEC
1.
2.
3.
4.
5.
4.14.4 Unisci due programmi
1. Eseguire i passi da 1 a 5 della procedura Duplicare un programma
2. Controllare che sia selezionato il programma da copiare e premere il softkey MERGE
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
174
R.F. Celada S.p.A.
3. Portare il cursore nel punto in cui si vuole inserire il programma copiato e premere il softkey
-CRSR
4. Digitare il numero del programma senza O che si vuole incollare e premere INPUT
5. Premere il softkey EXEC
4.14.5 Sostituzione di parole e indirizzi
1.
2.
3.
4.
5.
6.
7.
Eseguire i passi da 1 a 5 della procedura Duplicare un programma
Premere il softkey CHANGE
Digitare la parola o lindirizzo da cambiare
Premere il softkey BEFORE
Digitare la nuova parola o indirizzo
Premere il softkey AFTER
Premere il softkey EXEC per sostituire tutto o premere il softkey 1-EXEC per sostituire la
prima parola trovata o premere SKIP per saltare alla prima parola senza cambiarla
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
175
R.F. Celada S.p.A.
5 Trasmissione dati
5.1 Trasmissione dati con seriale RS232
Premessa
Prima di poter trasmettere i programma da un PC alla macchina e viceversa bisogna configurare la
trasmissione sia sulla macchina, con i parametri dedicati, sia sul PC, installando un software di
trasmissione e configurarlo in modo da collegarsi alla macchina (velocit di trasmissione, data bit e
bit di stop devono essere identici sulle 2 periferiche).
Parametri su serie 16/18 e 16i/18i :
#20 = 0
canale di trasmissione
#100 = 00001000
bit 1 0 = non controllo TV
1 = controllo TV
bit 3 0 = carattere fine blocco LF, CR,CR
1 = carattere fine blocco LF
#101 = 10000001
bit 1 0 = 1 bit di stop
1 = 2 bit di stop
bit 4 0 = codici EIA e ISO riconosciuti autom. 1 = codici ASCII
#102 tipo di device usata
=0
RS232C
=4
MEMORY CARD
#103 velocit di trasmissione
1 = 50, 2 = 100, 3 = 110, 4 = 150, 5 = 200, 6 = 300, 7 = 600, 8 = 1200, 9 = 2400, 10 = 4800,
11 = 9600, 12 = 19200
In fine collegare un cavo seriale con la seguente configurazione :
25pin
9pin
TNC -------- PC
1 ----------- 1 carcassa e calza cavo
2 ----------- 2
3 ----------- 3
4 ----------- 8
5 ----------- 7
6 ----------- 4
7 ----------- 5
20 ----------- 6
connettore lato CN 25pin maschio
connettore lato PC 9pin femmina
Premere il tasto PROG
Mettere il selettore MODE su EDIT o premere il tasto EDIT
Digitare Oxxxx (xxxx = numero del programma)
Premere la freccia di destra del monitor finch compare PUNCH (SCRIVI) o READ
(LEGGI)
5. Premere PUNCH (SCRIVI) per trasmettere o READ (LEGGI) per ricevere
1.
2.
3.
4.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
176
R.F. Celada S.p.A.
5.2 Trasmissione dati da e per memory card (opzione)
Premessa
La trasmissione dati con una memory card possibili sui controlli provvisti di uno slot sul monitor.
In PREPARA mettere il canale a 4
Da MEMORY CARD a CN
1. Inserire la carta nello slot
2. Premere EDIT
3. Premere PROG
4. Premere la freccia sulla destra del monitor
5. Premere il softkey CARD (sul monitor devono comparire i file della carta, se non
compaiono controllare i parametri relativi alla trasmissione dati)
6. Premere il softkey (OPRT)
7. Ci sono 2 possibilit :
a. Premere il softkey F READ se si vuole digitare il numero NO.
b. Premere il softkey N READ se si vuole digitare il N PROGR.
8. Digitare il valore a secondo di a. o b.
9. Premere il softkey SETT F
10. Premere ESEC
Da CN a MEMORY CARD
1. Inserire la carta nello slot
2. Premere EDIT
3. Premere PROG
4. Premere la freccia sulla destra del monitor
5. Premere il softkey CARD (sul monitor devono comparire i file della carta, se non
compaiono controllare i parametri relativi alla trasmissione dati)
6. Premere il softkey (OPRT)
7. Premere il softkey SCRIVI
8. Digitare il N FILE senza O (p.e.: per O1111 digitare 1111)
9. Premere il softkey SETT O
10. Premere ESEC
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
177
R.F. Celada S.p.A.
6 PROVA PROGRAMMA
6.1 Prova grafica su serie 16/18/21
1.
2.
3.
4.
Caricare il programma in EDIT
Mettere in AUTO
Bloccare gli assi della macchina con MLCK
Premere AVVIO CICLO
6.2 Prova grafica su serie 16i/18i/21i
1.
2.
3.
4.
5.
Caricare il programma in EDIT
Mettere in AUTO
Chiudere la porta operatore
Premere il tasto GRAPH
Impostare i seguenti parametri
a. W lunghezza pezzo (mm)
b. D diametro pezzo (mm)
c. In GRAPHIC MODE mettere M=0
6. Premere il softkey GRAF
7. Premere il softkey OPR
8. Premere il softkey ESEC
6.3 Prova programma a macchina ferma
1.
2.
3.
4.
5.
Caricare il programma in EDIT
Premere il tasto MC LOCK
Mettere in AUTO
Premere PROG
Premere AVVIO CICLO
n.b.: quando stata eseguita la prova rifare le referenze prima di iniziare a lavorare
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
178
R.F. Celada S.p.A.
7 ESECUZIONE DEL PROGRAMMA
7.1 Esecuzione di un programma blocco-blocco
Premere il tasto PROG
Premere il softkey EDIT
Scrivere il numero del programma preceduto da O (p.e.: O1000)
Premere il tasto freccia gi
Mettere il potenziometro F al 100%
Mettere il potenziometro RAPIDI a 0
Mettere in AUTO
Premere il softkey CHECK (o TUTTO)
Premere il tasto BLOCCO SINGOLO
Chiudere la porta
Premere il tasto AVVIO CICLO e aprire il potenziometro dei RAPIDI per far muovere gli
assi
12. Controllare il corretto movimento
13. Premere AVVIO CICLO ad ogni blocco
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
7.2 Esecuzione di un programma in automatico
Fare come per "Esecuzione Blocco-Blocco" , tranne che al punto 9, il tasto BLOCCO
SINGOLO non deve essere attivo.
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
179
R.F. Celada S.p.A.
8 MANUAL GUIDE (OPZIONE)
Descrizione
Con lopzione MANUAL GUIDE si riesce a programmare velocemente, a bordo macchina, il
percorso di qualsiasi particolare, senza dover conoscere la programmazione ISO.
Con il MANUAL GUIDE si possono eseguire tutti i tipi di operazioni come sgrossature, finiture,
filetti, ecc.
Questa parte del manuale non prevede la spiegazione completa del MANUAL GUIDE, ma solo un
approccio con una prova di programmazione, per una conoscenza approfondita leggere i manuali
della Fanuc.
Attivazione
Se lopzione installata, il costruttore della macchina avr previsto una chiave o un pulsante per
entrare nella programmazione MANUAL GUIDE
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
180
R.F. Celada S.p.A.
8.1 Esempio
8.1.1 Compilazione del programma
1. Premere il pulsante o girare la chiave su MANUAL GUIDE
2. Premere CICLO
3. Premere il ciclo desiderato tra
a. BAR-SG sgrossatura esterna o interna
b. BAR-FN finitura esterna o interna
c. FILETT filettatura
d. CAVA gola
e. CV-TRS
f. CV-TRF
g. PT-CNT centrinatura
h. PUNTA foratura
i. ALESAT alesatura
j. BAREN carenatura
4. Premere nel nostro caso BAR-SG
5. Scegliere loperazione da fare tra :
a. ESTERN esterno
b. INTERN interno
c. FRONTE sfacciatura
d. EST-RV esterno in tirata
e. INT-RV interno in tirata
6. Premere nel nostro caso ESTERN
7. Digitare il no dellutensile e premere INPUT
8. Con i softkey scegliere il tipo di avanzamento tra MM/GIRO e MM/MIN poi digitare
lavanzamento e premere INPUT
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
181
R.F. Celada S.p.A.
9. Con i softkey scegliere il tipo di velocit del mandrino tra /MIN (velocit di taglio costante)
e RPM (numero di giri fissi) digitare il valore e premere INPUT
10. Premere NORMAL per M3 o INVERS per M4
11. In questo caso per INZ LAV. X e Z non impostare nulla e avanzare con il cursore (la
macchina visualizza un messaggio alla selezione di questi campi QS. VALORE E
SETTATO AUTOMATICAMENTE)
12. In FINIT. X digitare il sovrametallo in X e premere INPUT
13. In FINIT Z digitare il sovrametallo in Z e premere INPUT
14. In PR PASSAT digitare la profondit di passata
15. Ora si inizia a digitare il percorso finito del profilo
16. Digitare :
a. In X 0 e premere INPUT
b. In Z 0 e premere INPUT
17. Premere LINEA e digitare :
a. In X 30 e premere INPUT e premere INSERT
18. Premere SMUSSO e digitare :
a. 3 premere INPUT e premere INSERT
19. Premere LINEA e digitare :
a. In Z -50 premere INPUT e premere INSERT
20. Premere CIRCOL e digitare :
a. 5 premere INPUT e premere INSERT
21. Premere LINEA e digitare :
a. In A 90 premere INPUT e premere INSERT
22. Premere CIRCOL e digitare :
a. 5 premere INPUT e premere INSERT
23. Premere LINEA e digitare :
a. In X 80 premere INPUT
b. In Z -90 premere INPUT
c. In A 165 premere INPUT e premere INSERT
24. Premere CIRCOL e digitare :
a. 20 premere INPUT e premere INSERT
25. Premere LINEA e digitare :
a. In Z -150 premere INPUT e premere INSERT
26. Premere il softkey + finch compare CONTRL e premerlo per fare la prova grafica
27. Premere ESEC per lanciare la prova
28. Premere RITORN per uscire dalla prova
29. Se bisogna modificare il programma fare come segue :
a. Evidenziare il parametro da modificare
b. Digitare il valore corretto
c. Premere ALTER
d. Portare il cursore alla fine del programma e premere CALC
30. Premere il softkey + finch compare SALVA e premerlo
31. Premere NUOVO digitare il n del programma e premere INPUT
32. Per fare le finiture premere il softkey < fino ad uscire
33. Premere PROGRM
34. Evidenziare il programma appena salvato e premere EDIT
35. Evidenziare la fase di sgrossatura e premere COPIA
36. Evidenziare la fase copiata e premere EDIT
37. Premere il softkey BRN-FN
38. Digitare il n utensile e premere INPUT
39. Digitare lavanzamento e premere INPUT
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
182
R.F. Celada S.p.A.
40. Digitare il n di giri e premere INPUT
41. Premere il softkey + finch compare SALVA e premerlo (compare il messaggio LE
MODIFICHE SONO SALVATE)
42. Premere RITORN
43. Premere il softkey < per uscire
8.1.2 Esecuzione del programma
1.
2.
3.
4.
5.
6.
7.
Premere PROGRM
Scegliere il programma con il cursore
Premere BLANK e digitare le dimensioni del grezzo
Premere PROGRM
Mettere il potenziometro degli avanzamenti a 0
Premere ESEC o AVVIO CICLO
Aprire il potenziometro e provare il programma
8.1.3 Modifica di un programma
1.
2.
3.
4.
5.
6.
Premere PROGRM
Scegliere il programma con il cursore e premere EDIT
scegliere la fase da modificare e premere EDIT
Con il cursore scegliere il valore da modificare e modificarlo
Premere il softkey + e premere SALVA
Premere RITORN
8.1.4 Conversione di un programma da MANUAL GUIDE a ISO
1.
2.
3.
4.
5.
6.
Premere PROGRM
Evidenziare il programma da convertire
Premere CNV NC
Premere ESEC e attendere la conversione
Premere il softkey < per uscire
Andare in ISO per visualizzare il programma che avr lo stesso numero di quello convertito
Manuale corso Torni con CN Fanuc
e-mail: giorgio.cerberi@celada.it
183
Potrebbero piacerti anche
- FANUC Serie 0 - MC: Manuale Dell'OperatoreDocumento918 pagineFANUC Serie 0 - MC: Manuale Dell'OperatoreGianluca BassettiNessuna valutazione finora
- Manual Guide B-ItaDocumento851 pagineManual Guide B-Itanicola.mo100% (4)
- Manual Guide B-ItaDocumento851 pagineManual Guide B-Itanicola.mo100% (4)
- Centri Fanuc - Manuale Uso e Programmazione G. CerberiDocumento240 pagineCentri Fanuc - Manuale Uso e Programmazione G. CerberiClaudio Giacomelli100% (1)
- Celada - Centri Fanuc - Manuale Di Uso e ProgrammazioneDocumento233 pagineCelada - Centri Fanuc - Manuale Di Uso e ProgrammazioneClaudio Giacomelli83% (6)
- Manuale Operatore RobocutDocumento1.112 pagineManuale Operatore RobocutEibio MasterNessuna valutazione finora
- Selca Bibbia Rev 1.0Documento9 pagineSelca Bibbia Rev 1.0Miloš StojanovićNessuna valutazione finora
- Duplomatic Turret 1Documento20 pagineDuplomatic Turret 1jacksonholland833580% (5)
- Per Imparare VISIDocumento418 paginePer Imparare VISIpasquetta10100% (1)
- Master00ita - p5802p0008 Manuale Per UtenteDocumento220 pagineMaster00ita - p5802p0008 Manuale Per Utentelovis001Nessuna valutazione finora
- Ciclo 800 - ItalianoDocumento4 pagineCiclo 800 - Italianoedsngar100% (1)
- Eet Probe Software For Machine Tools Programs and FeaturesDocumento30 pagineEet Probe Software For Machine Tools Programs and FeatureslibrostecnicosNessuna valutazione finora
- Manuale DMG Uso Manutenzione DMC635V COMPLETODocumento670 pagineManuale DMG Uso Manutenzione DMC635V COMPLETOFLAVIONessuna valutazione finora
- SINUMERIK 820M - Uso e ProgrammazioneDocumento522 pagineSINUMERIK 820M - Uso e ProgrammazioneSam eagle good100% (1)
- Fanuc Manuale NoDocumento768 pagineFanuc Manuale NoGeorge Botea100% (2)
- S4040 UsoProgDocumento374 pagineS4040 UsoProghelpinprocessNessuna valutazione finora
- Uni Taglia1-5 Guida Utente 0460-0022-5 PDFDocumento150 pagineUni Taglia1-5 Guida Utente 0460-0022-5 PDFHELLOGREG50% (2)
- 752dp1i PDFDocumento226 pagine752dp1i PDFdomenico_leuzziNessuna valutazione finora
- Manuale Di Formazione Tecnica: Tecnologia Di Taglio Dei MetalliDocumento391 pagineManuale Di Formazione Tecnica: Tecnologia Di Taglio Dei MetalliMassimo MorelliNessuna valutazione finora
- Selca 3045 PDFDocumento2 pagineSelca 3045 PDFStephanStephanovich100% (1)
- Variabil&Macro FanucDocumento50 pagineVariabil&Macro FanucDanieleNessuna valutazione finora
- EMCO1 Rev1Documento47 pagineEMCO1 Rev1Claudio GiacomelliNessuna valutazione finora
- 63005it 01Documento450 pagine63005it 01Silvia Mariano TortorielloNessuna valutazione finora
- Manuale Per Momac Mc600Documento33 pagineManuale Per Momac Mc600Claudio GiacomelliNessuna valutazione finora
- Tornio ParalleloDocumento25 pagineTornio ParallelovitroNessuna valutazione finora
- Backup Memoria FanucDocumento21 pagineBackup Memoria FanucIVANNessuna valutazione finora
- OkDispense CNCDocumento92 pagineOkDispense CNCCristian FuentesNessuna valutazione finora
- ManualPLUS 620 HeidenhainDocumento527 pagineManualPLUS 620 Heidenhainstem86Nessuna valutazione finora
- Catalago PNEUMAXDocumento851 pagineCatalago PNEUMAXLuís Carlos LimaNessuna valutazione finora
- AlimentadorDocumento63 pagineAlimentadorEletronica ReparNessuna valutazione finora
- Vibrazioni Lavorazioni Fresatura - MancinelliDocumento25 pagineVibrazioni Lavorazioni Fresatura - MancinelliNational Instruments ItalyNessuna valutazione finora
- Tekel EncoderDocumento2 pagineTekel Encoderjohn00100100% (1)
- H271HA0012I - Parametri, Allarmi & Codici MDocumento534 pagineH271HA0012I - Parametri, Allarmi & Codici MAndreaNessuna valutazione finora
- Us 119 750 760 Backup RestoreDocumento6 pagineUs 119 750 760 Backup Restoreknightmknight100% (1)
- 04 - Tornitura PDFDocumento22 pagine04 - Tornitura PDFFabio MoramarcoNessuna valutazione finora
- Pa 02529Documento802 paginePa 02529Abel ferreira de britoNessuna valutazione finora
- Author600K2 SP PartDocumento233 pagineAuthor600K2 SP PartRifqi NihayatuzzainNessuna valutazione finora
- ALGRA Catalogo 2002 PDFDocumento112 pagineALGRA Catalogo 2002 PDFDiego GiovioNessuna valutazione finora
- Corso CNC Lezione 4Documento24 pagineCorso CNC Lezione 4Santino Di GangiNessuna valutazione finora
- DDC4SW 2.4 Lite-0605itDocumento41 pagineDDC4SW 2.4 Lite-0605itGeraldo AssisNessuna valutazione finora
- MMD Cenh4000x C0i - L11593C01Documento521 pagineMMD Cenh4000x C0i - L11593C01Lucimari SuzukiNessuna valutazione finora
- Guida Rapida WORKNC 2020 0Documento83 pagineGuida Rapida WORKNC 2020 0lucyannaNessuna valutazione finora
- CNCDocumento4 pagineCNClibrostecnicosNessuna valutazione finora
- Linguaggi Di Programmazione CNCDocumento65 pagineLinguaggi Di Programmazione CNCnicolaNessuna valutazione finora
- Torni Paralleli CNC - CKEDocumento4 pagineTorni Paralleli CNC - CKEFlorin MuntenasuNessuna valutazione finora
- Xilog-Maestro Rev00 Mag15 ItaDocumento28 pagineXilog-Maestro Rev00 Mag15 ItaDavidNessuna valutazione finora
- CNC Paolo PirasDocumento18 pagineCNC Paolo PirasMatteoAldoMenduniNessuna valutazione finora
- Programmazione ABCDocumento224 pagineProgrammazione ABCenzo reboldiNessuna valutazione finora
- HAL Tutorial - Completo - 3 PDFDocumento115 pagineHAL Tutorial - Completo - 3 PDFEzioNessuna valutazione finora
- Rugosita M3-4Documento12 pagineRugosita M3-4Apartamente BacauNessuna valutazione finora
- Sinumerik - Lavorazione StampiDocumento102 pagineSinumerik - Lavorazione Stampiut1Nessuna valutazione finora
- Tdechnologic TermostatDocumento9 pagineTdechnologic TermostatDavid CondoviciNessuna valutazione finora
- Scheda Tecnica Fresatrice IndumaDocumento17 pagineScheda Tecnica Fresatrice IndumaThomasJPallaxPallacciNessuna valutazione finora
- Siax M32Documento2 pagineSiax M32BeqiNessuna valutazione finora
- Guida Software CNC SimulatorDocumento91 pagineGuida Software CNC Simulatorjonathan.gelli5153Nessuna valutazione finora
- Xilog Plus EditorDocumento2 pagineXilog Plus EditorJurandir AbcNessuna valutazione finora
- Idea Spot 250 User ManualDocumento28 pagineIdea Spot 250 User ManualValentin AradeiNessuna valutazione finora
- Korg M50 Manuale ItalianoDocumento120 pagineKorg M50 Manuale ItalianoFabio ∞ CardoneNessuna valutazione finora
- Fagor 8055 - 4971506Cd01Documento344 pagineFagor 8055 - 4971506Cd01Florin MuntenasuNessuna valutazione finora
- Manuale Uso Comando Remoto SIME HOME PDFDocumento92 pagineManuale Uso Comando Remoto SIME HOME PDFFabio GabardiNessuna valutazione finora
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- Mill Operators Manual 96-IT8200 Rev A Italian January 2014Documento422 pagineMill Operators Manual 96-IT8200 Rev A Italian January 2014nicola.moNessuna valutazione finora
- Manuale Fanuc 1Documento39 pagineManuale Fanuc 1nicola.moNessuna valutazione finora
- 22-SONREB-bufarini - Metodo Combinato Ultrasuoni-Sclerometro (SonReb) Considerazioni e RiflessioniDocumento10 pagine22-SONREB-bufarini - Metodo Combinato Ultrasuoni-Sclerometro (SonReb) Considerazioni e Riflessionilaserzen100% (1)
- Tecnica ProduzioneDocumento125 pagineTecnica Produzioneantoniog68100% (1)
- CromatografiaDocumento32 pagineCromatografiaAntonietta Irene D'AnnucciNessuna valutazione finora
- Super Duplex UNS S32760Documento2 pagineSuper Duplex UNS S32760ELongLeeNessuna valutazione finora
- Dossier Caldaie A BiomassaDocumento38 pagineDossier Caldaie A BiomassaSant NientNessuna valutazione finora
- Calcolo Ruota DentataDocumento7 pagineCalcolo Ruota Dentatalmax53Nessuna valutazione finora
- Rossi - G05 (G) - Catalogo CompletoDocumento181 pagineRossi - G05 (G) - Catalogo CompletoAntonioPalloneNessuna valutazione finora
- CatalogoDocumento90 pagineCatalogoErrRierrNessuna valutazione finora