
Prodotti Metallurgici Innovativi 5
Prodotti Metallurgici Innovativi 5
Potrebbero piacerti anche
- Sinterizzazione PDFDocumento52 pagineSinterizzazione PDFperosuttoneNessuna valutazione finora
- NMR PDFDocumento41 pagineNMR PDFgiulia pacchiarotti100% (1)
- En 46100Documento2 pagineEn 46100AndreaDeCrescenzoNessuna valutazione finora
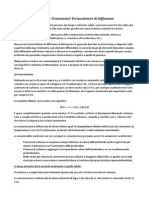
- Trattamenti Termochimici Di DiffusioneDocumento2 pagineTrattamenti Termochimici Di DiffusioneGabrieleSponzielloNessuna valutazione finora
- Trattamenti Termici SuperficialiDocumento2 pagineTrattamenti Termici Superficialihmx 1978Nessuna valutazione finora
- Smalti Loro Teoria ItDocumento11 pagineSmalti Loro Teoria It2008anamNessuna valutazione finora
- Metallurgia Delle PolveriDocumento12 pagineMetallurgia Delle PolveriClaudioNessuna valutazione finora
- Sald AtureDocumento13 pagineSald AtureLucinei SantosNessuna valutazione finora
- Screenshot 2023-01-02 (20.02.26)Documento164 pagineScreenshot 2023-01-02 (20.02.26)daveNessuna valutazione finora
- 01 Tecniche Di SaldaturaDocumento54 pagine01 Tecniche Di Saldaturakamal abdeljalilNessuna valutazione finora
- Teoria 2Documento27 pagineTeoria 2Nick NameNessuna valutazione finora
- SaldatureDocumento14 pagineSaldaturemalliokognNessuna valutazione finora
- Dispense 2010 Materiali MetalliciDocumento219 pagineDispense 2010 Materiali MetalliciAlessandroAbateNessuna valutazione finora
- VETRIDocumento19 pagineVETRIAsmaa QasedalahNessuna valutazione finora
- PDF 2Documento17 paginePDF 2Sofia BertoliniNessuna valutazione finora
- 8-Gli Acciai Da CementazioneDocumento11 pagine8-Gli Acciai Da CementazioneMarco MuratoreNessuna valutazione finora
- Processi Di Saldatura Per Le Strutture in Carpenteria Metallica PDFDocumento12 pagineProcessi Di Saldatura Per Le Strutture in Carpenteria Metallica PDFAgapito Franco PellecchiaNessuna valutazione finora
- 2 - Leghe FerroseDocumento73 pagine2 - Leghe FerroseDavide BonaldoNessuna valutazione finora
- 61 Alluminio (I) PrincipiDocumento17 pagine61 Alluminio (I) Principiberardi524Nessuna valutazione finora
- AcciaioDocumento11 pagineAcciaioLuca RossettiNessuna valutazione finora
- La NitrurazioneDocumento21 pagineLa Nitrurazionealfierebastardo100% (1)
- Tecnologia Dei Materiali MetalliciDocumento7 pagineTecnologia Dei Materiali MetalliciRiccardo ArtuffoNessuna valutazione finora
- ConvertitoriDocumento78 pagineConvertitoriLinda Di FrancoNessuna valutazione finora
- 2a - Fabbricazione Per FusioneDocumento80 pagine2a - Fabbricazione Per Fusionealexandru_alx21Nessuna valutazione finora
- Tecnologia MeccanicaDocumento27 pagineTecnologia MeccanicaIgnazio la DucaNessuna valutazione finora
- Comportamento Materiali Attivo/passiviDocumento6 pagineComportamento Materiali Attivo/passivishalini fioraniNessuna valutazione finora
- Rame e Le Sue LegheDocumento32 pagineRame e Le Sue LegheLorenzo TubianaNessuna valutazione finora
- Domande MetallurgiaDocumento23 pagineDomande MetallurgiaCristiano PassarelliNessuna valutazione finora
- Fumi Silice Cls AspettiDocumento7 pagineFumi Silice Cls AspettiF CNessuna valutazione finora
- 9° Leghe Metalliche SlidesDocumento82 pagine9° Leghe Metalliche SlidesTiberiu CeccottiNessuna valutazione finora
- Infragilimento Da IdrogenoDocumento2 pagineInfragilimento Da IdrogenoAnonymous nmIfiuaWaNessuna valutazione finora
- SiderurgiaDocumento30 pagineSiderurgiaRevisauto MecanicaNessuna valutazione finora
- Fondamenti Della Colata Dei MetalliDocumento17 pagineFondamenti Della Colata Dei MetalliDomenico TatangeloNessuna valutazione finora
- MECCANICA - Diagrammi Di StatoDocumento26 pagineMECCANICA - Diagrammi Di StatoertrrewdjNessuna valutazione finora
- Acciaio AmorfoDocumento4 pagineAcciaio AmorfoAntonio PiagentiniNessuna valutazione finora
- Chimica ApplicataDocumento10 pagineChimica ApplicataCainteNessuna valutazione finora
- Metallurgia Delle PolveriDocumento39 pagineMetallurgia Delle PolveriVincenzo DonatoNessuna valutazione finora
- Difettologia Delle SaldatureDocumento18 pagineDifettologia Delle Saldaturemp87_ingNessuna valutazione finora
- SCCDocumento130 pagineSCCAntonio CilindroNessuna valutazione finora
- Corso Di Tecnologia Meccanica - Mod.5.1 Saldatura Ed IncollaggioDocumento46 pagineCorso Di Tecnologia Meccanica - Mod.5.1 Saldatura Ed IncollaggioBiagio LissandrelloNessuna valutazione finora
- Tecnologie Di Saldatura - My LIUCDocumento46 pagineTecnologie Di Saldatura - My LIUCBiagio LissandrelloNessuna valutazione finora
- FonderiaDocumento85 pagineFonderiadimo .aNessuna valutazione finora
- Leghe D'oro Da ColataDocumento11 pagineLeghe D'oro Da Colatacontact.neagualessiaNessuna valutazione finora
- Saldatura e TaglioDocumento20 pagineSaldatura e TaglioCiaoCrossClub DocumentsNessuna valutazione finora
- REFRATTARIDocumento7 pagineREFRATTARISimone MansiNessuna valutazione finora
- Tabella Acciai (Pag 12) CementazioneDocumento15 pagineTabella Acciai (Pag 12) CementazioneZizuNessuna valutazione finora
- Introduzione Alla Brasatura Forte 2010Documento12 pagineIntroduzione Alla Brasatura Forte 2010ciollaNessuna valutazione finora
- Chimica DilettevoleDocumento21 pagineChimica DilettevolevanboscoNessuna valutazione finora
- Teoria GhisaDocumento3 pagineTeoria GhisaShalva ChokheliNessuna valutazione finora
- TrattTermici IIDocumento9 pagineTrattTermici IIMassimo MaglioccaNessuna valutazione finora
- 05 - Decapaggio e SatinaturaDocumento5 pagine05 - Decapaggio e SatinaturaRoberto ProliNessuna valutazione finora
- La Coltre Bianca Negli Strati NitruratiDocumento6 pagineLa Coltre Bianca Negli Strati NitruratitazzorroNessuna valutazione finora
- Trattamenti Termici - Tempra-RinvenimentoDocumento9 pagineTrattamenti Termici - Tempra-Rinvenimentocri mastrogiacomiNessuna valutazione finora
- Chimica Dei MaterialiDocumento40 pagineChimica Dei Materiali2n7sb8jzr4Nessuna valutazione finora
- Fiocchi IdrogenoDocumento3 pagineFiocchi IdrogenoFFFNessuna valutazione finora
- Metallurgia Della SaldaturaDocumento19 pagineMetallurgia Della Saldaturayuhanda44Nessuna valutazione finora
- Lezione 4 Caldaie e FornaciDocumento13 pagineLezione 4 Caldaie e FornacierfdsyNessuna valutazione finora
- Cemento e inquinamento. Riflessioni sulla nocività del più diffuso materiale da costruzioneDa EverandCemento e inquinamento. Riflessioni sulla nocività del più diffuso materiale da costruzioneNessuna valutazione finora
- Gel Rigidi Polisaccaridici per il trattamento dei manufatti artisticiDa EverandGel Rigidi Polisaccaridici per il trattamento dei manufatti artisticiNessuna valutazione finora
- Proprietà ed esempi di utilizzo di materiali siliconici nel restauro di manufatti artisticiDa EverandProprietà ed esempi di utilizzo di materiali siliconici nel restauro di manufatti artisticiNessuna valutazione finora
- Vitodens 333-f E343-Fdefinitivo12062012 PDFDocumento4 pagineVitodens 333-f E343-Fdefinitivo12062012 PDFbeppe53Nessuna valutazione finora
- Edoxaban (LIXIANA) Efficace e Sicuro Nei Pazienti Con FA Sottoposti A CardioversioneDocumento4 pagineEdoxaban (LIXIANA) Efficace e Sicuro Nei Pazienti Con FA Sottoposti A Cardioversionemedia4healthNessuna valutazione finora
- Discussione Su Progetto Impianto Di Cogenerazione Del Gruppo Ely SPA A Solbiate OlonaDocumento8 pagineDiscussione Su Progetto Impianto Di Cogenerazione Del Gruppo Ely SPA A Solbiate OlonaIniziativa VentunozerocinquantottoNessuna valutazione finora
- XXV Congresso Nazionale ATI (Associazione Termotecnica Italiana)Documento167 pagineXXV Congresso Nazionale ATI (Associazione Termotecnica Italiana)NunzioBestNessuna valutazione finora
- Equazioni Navier StokesDocumento20 pagineEquazioni Navier StokesRebecca Lo RussoNessuna valutazione finora
- AEIT TAA 2014 05 08 Bolzano Turbine Ossberger DepliantDocumento4 pagineAEIT TAA 2014 05 08 Bolzano Turbine Ossberger DepliantRafael Garcia IllescasNessuna valutazione finora

































































Scarica in formato pdf o txt
Potrebbero piacerti anche
- Sinterizzazione PDFDocumento52 pagineSinterizzazione PDFperosuttoneNessuna valutazione finora
- NMR PDFDocumento41 pagineNMR PDFgiulia pacchiarotti100% (1)
- En 46100Documento2 pagineEn 46100AndreaDeCrescenzoNessuna valutazione finora
- Trattamenti Termochimici Di DiffusioneDocumento2 pagineTrattamenti Termochimici Di DiffusioneGabrieleSponzielloNessuna valutazione finora
- Trattamenti Termici SuperficialiDocumento2 pagineTrattamenti Termici Superficialihmx 1978Nessuna valutazione finora
- Smalti Loro Teoria ItDocumento11 pagineSmalti Loro Teoria It2008anamNessuna valutazione finora
- Metallurgia Delle PolveriDocumento12 pagineMetallurgia Delle PolveriClaudioNessuna valutazione finora
- Sald AtureDocumento13 pagineSald AtureLucinei SantosNessuna valutazione finora
- Screenshot 2023-01-02 (20.02.26)Documento164 pagineScreenshot 2023-01-02 (20.02.26)daveNessuna valutazione finora
- 01 Tecniche Di SaldaturaDocumento54 pagine01 Tecniche Di Saldaturakamal abdeljalilNessuna valutazione finora
- Teoria 2Documento27 pagineTeoria 2Nick NameNessuna valutazione finora
- SaldatureDocumento14 pagineSaldaturemalliokognNessuna valutazione finora
- Dispense 2010 Materiali MetalliciDocumento219 pagineDispense 2010 Materiali MetalliciAlessandroAbateNessuna valutazione finora
- VETRIDocumento19 pagineVETRIAsmaa QasedalahNessuna valutazione finora
- PDF 2Documento17 paginePDF 2Sofia BertoliniNessuna valutazione finora
- 8-Gli Acciai Da CementazioneDocumento11 pagine8-Gli Acciai Da CementazioneMarco MuratoreNessuna valutazione finora
- Processi Di Saldatura Per Le Strutture in Carpenteria Metallica PDFDocumento12 pagineProcessi Di Saldatura Per Le Strutture in Carpenteria Metallica PDFAgapito Franco PellecchiaNessuna valutazione finora
- 2 - Leghe FerroseDocumento73 pagine2 - Leghe FerroseDavide BonaldoNessuna valutazione finora
- 61 Alluminio (I) PrincipiDocumento17 pagine61 Alluminio (I) Principiberardi524Nessuna valutazione finora
- AcciaioDocumento11 pagineAcciaioLuca RossettiNessuna valutazione finora
- La NitrurazioneDocumento21 pagineLa Nitrurazionealfierebastardo100% (1)
- Tecnologia Dei Materiali MetalliciDocumento7 pagineTecnologia Dei Materiali MetalliciRiccardo ArtuffoNessuna valutazione finora
- ConvertitoriDocumento78 pagineConvertitoriLinda Di FrancoNessuna valutazione finora
- 2a - Fabbricazione Per FusioneDocumento80 pagine2a - Fabbricazione Per Fusionealexandru_alx21Nessuna valutazione finora
- Tecnologia MeccanicaDocumento27 pagineTecnologia MeccanicaIgnazio la DucaNessuna valutazione finora
- Comportamento Materiali Attivo/passiviDocumento6 pagineComportamento Materiali Attivo/passivishalini fioraniNessuna valutazione finora
- Rame e Le Sue LegheDocumento32 pagineRame e Le Sue LegheLorenzo TubianaNessuna valutazione finora
- Domande MetallurgiaDocumento23 pagineDomande MetallurgiaCristiano PassarelliNessuna valutazione finora
- Fumi Silice Cls AspettiDocumento7 pagineFumi Silice Cls AspettiF CNessuna valutazione finora
- 9° Leghe Metalliche SlidesDocumento82 pagine9° Leghe Metalliche SlidesTiberiu CeccottiNessuna valutazione finora
- Infragilimento Da IdrogenoDocumento2 pagineInfragilimento Da IdrogenoAnonymous nmIfiuaWaNessuna valutazione finora
- SiderurgiaDocumento30 pagineSiderurgiaRevisauto MecanicaNessuna valutazione finora
- Fondamenti Della Colata Dei MetalliDocumento17 pagineFondamenti Della Colata Dei MetalliDomenico TatangeloNessuna valutazione finora
- MECCANICA - Diagrammi Di StatoDocumento26 pagineMECCANICA - Diagrammi Di StatoertrrewdjNessuna valutazione finora
- Acciaio AmorfoDocumento4 pagineAcciaio AmorfoAntonio PiagentiniNessuna valutazione finora
- Chimica ApplicataDocumento10 pagineChimica ApplicataCainteNessuna valutazione finora
- Metallurgia Delle PolveriDocumento39 pagineMetallurgia Delle PolveriVincenzo DonatoNessuna valutazione finora
- Difettologia Delle SaldatureDocumento18 pagineDifettologia Delle Saldaturemp87_ingNessuna valutazione finora
- SCCDocumento130 pagineSCCAntonio CilindroNessuna valutazione finora
- Corso Di Tecnologia Meccanica - Mod.5.1 Saldatura Ed IncollaggioDocumento46 pagineCorso Di Tecnologia Meccanica - Mod.5.1 Saldatura Ed IncollaggioBiagio LissandrelloNessuna valutazione finora
- Tecnologie Di Saldatura - My LIUCDocumento46 pagineTecnologie Di Saldatura - My LIUCBiagio LissandrelloNessuna valutazione finora
- FonderiaDocumento85 pagineFonderiadimo .aNessuna valutazione finora
- Leghe D'oro Da ColataDocumento11 pagineLeghe D'oro Da Colatacontact.neagualessiaNessuna valutazione finora
- Saldatura e TaglioDocumento20 pagineSaldatura e TaglioCiaoCrossClub DocumentsNessuna valutazione finora
- REFRATTARIDocumento7 pagineREFRATTARISimone MansiNessuna valutazione finora
- Tabella Acciai (Pag 12) CementazioneDocumento15 pagineTabella Acciai (Pag 12) CementazioneZizuNessuna valutazione finora
- Introduzione Alla Brasatura Forte 2010Documento12 pagineIntroduzione Alla Brasatura Forte 2010ciollaNessuna valutazione finora
- Chimica DilettevoleDocumento21 pagineChimica DilettevolevanboscoNessuna valutazione finora
- Teoria GhisaDocumento3 pagineTeoria GhisaShalva ChokheliNessuna valutazione finora
- TrattTermici IIDocumento9 pagineTrattTermici IIMassimo MaglioccaNessuna valutazione finora
- 05 - Decapaggio e SatinaturaDocumento5 pagine05 - Decapaggio e SatinaturaRoberto ProliNessuna valutazione finora
- La Coltre Bianca Negli Strati NitruratiDocumento6 pagineLa Coltre Bianca Negli Strati NitruratitazzorroNessuna valutazione finora
- Trattamenti Termici - Tempra-RinvenimentoDocumento9 pagineTrattamenti Termici - Tempra-Rinvenimentocri mastrogiacomiNessuna valutazione finora
- Chimica Dei MaterialiDocumento40 pagineChimica Dei Materiali2n7sb8jzr4Nessuna valutazione finora
- Fiocchi IdrogenoDocumento3 pagineFiocchi IdrogenoFFFNessuna valutazione finora
- Metallurgia Della SaldaturaDocumento19 pagineMetallurgia Della Saldaturayuhanda44Nessuna valutazione finora
- Lezione 4 Caldaie e FornaciDocumento13 pagineLezione 4 Caldaie e FornacierfdsyNessuna valutazione finora
- Cemento e inquinamento. Riflessioni sulla nocività del più diffuso materiale da costruzioneDa EverandCemento e inquinamento. Riflessioni sulla nocività del più diffuso materiale da costruzioneNessuna valutazione finora
- Gel Rigidi Polisaccaridici per il trattamento dei manufatti artisticiDa EverandGel Rigidi Polisaccaridici per il trattamento dei manufatti artisticiNessuna valutazione finora
- Proprietà ed esempi di utilizzo di materiali siliconici nel restauro di manufatti artisticiDa EverandProprietà ed esempi di utilizzo di materiali siliconici nel restauro di manufatti artisticiNessuna valutazione finora
- Vitodens 333-f E343-Fdefinitivo12062012 PDFDocumento4 pagineVitodens 333-f E343-Fdefinitivo12062012 PDFbeppe53Nessuna valutazione finora
- Edoxaban (LIXIANA) Efficace e Sicuro Nei Pazienti Con FA Sottoposti A CardioversioneDocumento4 pagineEdoxaban (LIXIANA) Efficace e Sicuro Nei Pazienti Con FA Sottoposti A Cardioversionemedia4healthNessuna valutazione finora
- Discussione Su Progetto Impianto Di Cogenerazione Del Gruppo Ely SPA A Solbiate OlonaDocumento8 pagineDiscussione Su Progetto Impianto Di Cogenerazione Del Gruppo Ely SPA A Solbiate OlonaIniziativa VentunozerocinquantottoNessuna valutazione finora
- XXV Congresso Nazionale ATI (Associazione Termotecnica Italiana)Documento167 pagineXXV Congresso Nazionale ATI (Associazione Termotecnica Italiana)NunzioBestNessuna valutazione finora
- Equazioni Navier StokesDocumento20 pagineEquazioni Navier StokesRebecca Lo RussoNessuna valutazione finora
- AEIT TAA 2014 05 08 Bolzano Turbine Ossberger DepliantDocumento4 pagineAEIT TAA 2014 05 08 Bolzano Turbine Ossberger DepliantRafael Garcia IllescasNessuna valutazione finora