Potrebbero piacerti anche
- Calcolo NumericoDocumento262 pagineCalcolo NumericoAndrea InfusoNessuna valutazione finora
- Dispense 2010 Materiali MetalliciDocumento219 pagineDispense 2010 Materiali MetalliciAlessandroAbateNessuna valutazione finora
- Acciai A Medio Ed Alto CarbonioDocumento29 pagineAcciai A Medio Ed Alto CarbonioEur-Ing Nicola GalluzziNessuna valutazione finora
- Ghise e AcciaiDocumento46 pagineGhise e AcciaiFrancesco_Giun_36Nessuna valutazione finora
- Metallurgia - Gli AcciaiDocumento8 pagineMetallurgia - Gli AcciaiEliaNessuna valutazione finora
- Saldabilità Acciai A Medio Ed Alto CDocumento5 pagineSaldabilità Acciai A Medio Ed Alto Cman88gioNessuna valutazione finora
- Gli AcciaiDocumento50 pagineGli AcciaiGiotaroNessuna valutazione finora
- Diagramma Fe-CDocumento29 pagineDiagramma Fe-CLinda Di FrancoNessuna valutazione finora
- Collegamenti in Acciaio in Edifici Monopiano e MultipianoDocumento228 pagineCollegamenti in Acciaio in Edifici Monopiano e MultipianoPinoScribdNessuna valutazione finora
- Scienza e Ingegneria Dei Materiali - CallisterDocumento890 pagineScienza e Ingegneria Dei Materiali - CallisterFederico Pinzauti100% (6)
- Acido SolforicoDocumento5 pagineAcido SolforicoLuca MarlettaNessuna valutazione finora
- Meccanica RazionaleDocumento82 pagineMeccanica RazionaleEla Rodriguez50% (2)
- En 46100Documento2 pagineEn 46100AndreaDeCrescenzoNessuna valutazione finora
- AcciaioDocumento11 pagineAcciaioLuca RossettiNessuna valutazione finora
- Ciclo Di Produzione Dell'acciaioDocumento27 pagineCiclo Di Produzione Dell'acciaiochevi sssNessuna valutazione finora
- ConvertitoreDocumento17 pagineConvertitorematt8724Nessuna valutazione finora
- SiderurgiaDocumento30 pagineSiderurgiaRevisauto MecanicaNessuna valutazione finora
- AmmoniacaDocumento32 pagineAmmoniacaOrazio MaffeiNessuna valutazione finora
- Chimica ApplicataDocumento10 pagineChimica ApplicataCainteNessuna valutazione finora
- Trattamenti Termici SuperficialiDocumento2 pagineTrattamenti Termici Superficialihmx 1978Nessuna valutazione finora
- Acciaio DefinizioneDocumento6 pagineAcciaio DefinizioneAzakaiserNessuna valutazione finora
- Trattamenti Termici - RinvenimentoDocumento8 pagineTrattamenti Termici - Rinvenimentocri mastrogiacomiNessuna valutazione finora
- 2 - Leghe FerroseDocumento73 pagine2 - Leghe FerroseDavide BonaldoNessuna valutazione finora
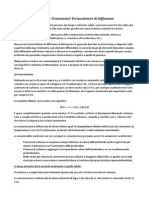
- Trattamenti Termochimici Di DiffusioneDocumento2 pagineTrattamenti Termochimici Di DiffusioneGabrieleSponzielloNessuna valutazione finora
- ZincaturaDocumento18 pagineZincaturadeltongoNessuna valutazione finora
- Rame e Le Sue LegheDocumento32 pagineRame e Le Sue LegheLorenzo TubianaNessuna valutazione finora
- 2 CalceDocumento46 pagine2 Calcegabriellaspadaro15Nessuna valutazione finora
- 05 - Decapaggio e SatinaturaDocumento5 pagine05 - Decapaggio e SatinaturaRoberto ProliNessuna valutazione finora
- Trattamenti Termici - Tempra-RinvenimentoDocumento9 pagineTrattamenti Termici - Tempra-Rinvenimentocri mastrogiacomiNessuna valutazione finora
- Ceramici Funz Meccaniche PDFDocumento151 pagineCeramici Funz Meccaniche PDFdanifri90Nessuna valutazione finora
- Nitrurazione - WikipediaDocumento2 pagineNitrurazione - Wikipediagioscorza2Nessuna valutazione finora
- 8-Gli Acciai Da CementazioneDocumento11 pagine8-Gli Acciai Da CementazioneMarco MuratoreNessuna valutazione finora
- Acciaio AmorfoDocumento4 pagineAcciaio AmorfoAntonio PiagentiniNessuna valutazione finora
- Tecnologia Dei Materiali 2019-2020 - Codan - Lezione 10 - StampaDocumento86 pagineTecnologia Dei Materiali 2019-2020 - Codan - Lezione 10 - StampaRaffaele de RonzoNessuna valutazione finora
- Cubilotto - WikipediaDocumento7 pagineCubilotto - WikipediaGiovanniNessuna valutazione finora
- Acido SolforicoDocumento4 pagineAcido SolforicoFabioSala100% (1)
- CalcestruzzoDocumento24 pagineCalcestruzzoAlex NonniNessuna valutazione finora
- Controllo Corrosione Negli Imp AmminiciDocumento33 pagineControllo Corrosione Negli Imp Amminicibonaccorsokar9802Nessuna valutazione finora
- l1 PDFDocumento66 paginel1 PDFFrancesco ManiscalcoNessuna valutazione finora
- TM Materiali Refrattari 2020-2021Documento47 pagineTM Materiali Refrattari 2020-2021Nicola PecoraroNessuna valutazione finora
- Gli IntonaciDocumento8 pagineGli IntonaciMarco MatteucciNessuna valutazione finora
- 06 - Leganti AeriDocumento32 pagine06 - Leganti AeriFernando Camilo Gonzalez FerranNessuna valutazione finora
- La NitrurazioneDocumento21 pagineLa Nitrurazionealfierebastardo100% (1)
- TrattTermici IIDocumento9 pagineTrattTermici IIMassimo MaglioccaNessuna valutazione finora
- ZirconiaDocumento33 pagineZirconiaHugo MoralesNessuna valutazione finora
- Il Rame e Le Sue LegheDocumento15 pagineIl Rame e Le Sue Legheluca1989Nessuna valutazione finora
- AcciaiDocumento40 pagineAcciaiMatteo PispicoNessuna valutazione finora
- Titanio 1Documento30 pagineTitanio 1Francesca SenaNessuna valutazione finora
- Alluminio e Leghe Di AlluminioDocumento119 pagineAlluminio e Leghe Di Alluminiok.d.oliveira.lucasNessuna valutazione finora
- VETRIDocumento19 pagineVETRIAsmaa QasedalahNessuna valutazione finora
- 09 Strutture AcciaioDocumento43 pagine09 Strutture AcciaioAlessio CecchiNessuna valutazione finora
- Processi Di Fonderia - TeoriaDocumento64 pagineProcessi Di Fonderia - TeoriaAnna SpitaleriNessuna valutazione finora
- Sinterizzazione PDFDocumento52 pagineSinterizzazione PDFperosuttoneNessuna valutazione finora
- Domande Tecnologia Dei MaterialiDocumento12 pagineDomande Tecnologia Dei MaterialiLorenzaNessuna valutazione finora
- TEORIA GHISADocumento3 pagineTEORIA GHISAShalva ChokheliNessuna valutazione finora
- Cracking CataliticoDocumento2 pagineCracking CataliticoCarlo CaianielloNessuna valutazione finora
- Caratteristiche AcciaiDocumento2 pagineCaratteristiche Acciaianon_314413651Nessuna valutazione finora
- 61 Alluminio (I) PrincipiDocumento17 pagine61 Alluminio (I) Principiberardi524Nessuna valutazione finora
- Leghe Di AlluminioDocumento17 pagineLeghe Di AlluminioAndrea CazzinNessuna valutazione finora
- Acciai Basso LegatiDocumento10 pagineAcciai Basso LegatiAnonymous yQ7SQrNessuna valutazione finora
- 13a - Saldabilità Acciai Microlegati (2011)Documento52 pagine13a - Saldabilità Acciai Microlegati (2011)Mako SkyNessuna valutazione finora
- 9° Leghe Metalliche SlidesDocumento82 pagine9° Leghe Metalliche SlidesTiberiu CeccottiNessuna valutazione finora
- REFRATTARIDocumento7 pagineREFRATTARISimone MansiNessuna valutazione finora
- Statistiche ResistenzaDocumento43 pagineStatistiche ResistenzaLinda Di FrancoNessuna valutazione finora
- Esercizio Sulla Corrosione Pag 57Documento6 pagineEsercizio Sulla Corrosione Pag 57Linda Di FrancoNessuna valutazione finora
- Fisica Tecnica: Corso Di Laurea in Disegno Industriale A.A. 2006/07Documento33 pagineFisica Tecnica: Corso Di Laurea in Disegno Industriale A.A. 2006/07Linda Di FrancoNessuna valutazione finora
- 4 - Pianificazione Comunale AttuativaDocumento64 pagine4 - Pianificazione Comunale AttuativaLinda Di FrancoNessuna valutazione finora
- Progetto Del Telaio 007 Analisi Dinamica e Modale FEMDocumento41 pagineProgetto Del Telaio 007 Analisi Dinamica e Modale FEMmariomatoNessuna valutazione finora
- Caro SalvoDocumento2 pagineCaro SalvoLinda Di FrancoNessuna valutazione finora
- Analisi Carichi + PilastriDocumento20 pagineAnalisi Carichi + PilastriLinda Di FrancoNessuna valutazione finora
- Fisica TecnicaDocumento17 pagineFisica TecnicaLinda Di FrancoNessuna valutazione finora
- 4-Calcolo Elementi StrutturaliDocumento16 pagine4-Calcolo Elementi StrutturaliLinda Di FrancoNessuna valutazione finora
- 2004 Maddaloni PDFDocumento225 pagine2004 Maddaloni PDFClinton SuttonNessuna valutazione finora
- PR 446Documento0 paginePR 446harry cowsNessuna valutazione finora
- Tecnica ProgDocumento12 pagineTecnica ProgLinda Di FrancoNessuna valutazione finora
- Capitolo 4Documento13 pagineCapitolo 4angeloger3383Nessuna valutazione finora
- Progetto FlessioneDocumento3 pagineProgetto FlessioneLinda Di FrancoNessuna valutazione finora
- Dispense 2013 LeonardiDocumento163 pagineDispense 2013 LeonardiLinda Di FrancoNessuna valutazione finora
- 02 TorsioneDocumento26 pagine02 TorsionesalvatorgabrieleNessuna valutazione finora
- 01 - Vari - Telaio Con Il Metodo Degli SpostamentiDocumento4 pagine01 - Vari - Telaio Con Il Metodo Degli SpostamentiLinda Di FrancoNessuna valutazione finora
- TecnicaDocumento8 pagineTecnicaLinda Di FrancoNessuna valutazione finora
- Geotecnica 1 TeoriaDocumento18 pagineGeotecnica 1 TeoriaLinda Di FrancoNessuna valutazione finora
- Telaio Di Ca Esempio 1 PDFDocumento24 pagineTelaio Di Ca Esempio 1 PDFLinda Di FrancoNessuna valutazione finora
- Codici MatlabDocumento38 pagineCodici MatlabLinda Di FrancoNessuna valutazione finora
- Verifiche MuriDocumento12 pagineVerifiche Murimariorossi_4Nessuna valutazione finora
- Dispensa CINEMATICADocumento34 pagineDispensa CINEMATICALinda Di FrancoNessuna valutazione finora
- Tec Econ TrasportiDocumento102 pagineTec Econ Trasportiguidoe_2Nessuna valutazione finora
- Variazioni Dimensionali e Tensioni Residue 2018 - 2019Documento9 pagineVariazioni Dimensionali e Tensioni Residue 2018 - 2019Simone RizzoNessuna valutazione finora
- Proprietà Termiche Dei PolimeriDocumento2 pagineProprietà Termiche Dei PolimeripanentopanNessuna valutazione finora
- Catalogo Web Controllo Accessi AccessoriDocumento10 pagineCatalogo Web Controllo Accessi AccessoriGrigore AvdeiNessuna valutazione finora
- Relazione - Separazione Dei Principi Attivi Di Un Analgesico (Gabriele Eduardo)Documento2 pagineRelazione - Separazione Dei Principi Attivi Di Un Analgesico (Gabriele Eduardo)Gabriele EduardoNessuna valutazione finora
- Vidrio Sodico CalcicoDocumento13 pagineVidrio Sodico Calcicorobinson100% (1)