Potrebbero piacerti anche
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- Calcolo Estrusione TrafilaturaDocumento32 pagineCalcolo Estrusione TrafilaturaAnonymous zxFhXenNessuna valutazione finora
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- Corso Di Tecnologia Meccanica - Mod.3.8 Deformazione PlasticaDocumento68 pagineCorso Di Tecnologia Meccanica - Mod.3.8 Deformazione PlasticaSaretta Saretta100% (1)
- Esercizi di fisica per licei: fluidodinamica e termodinamicaDa EverandEsercizi di fisica per licei: fluidodinamica e termodinamicaNessuna valutazione finora
- Corso Di Tecnologia Meccanica - Mod.2.1 FonderiaDocumento78 pagineCorso Di Tecnologia Meccanica - Mod.2.1 FonderiaKarim MoussaNessuna valutazione finora
- Dispensa Estrusione Prof-TricaricoDocumento7 pagineDispensa Estrusione Prof-TricaricoManlioNessuna valutazione finora
- Deformazione Plastica - ForgiaturaDocumento30 pagineDeformazione Plastica - ForgiaturaGianluca SantagataNessuna valutazione finora
- EstrusioneTrafilatura PDFDocumento32 pagineEstrusioneTrafilatura PDFAlessandro MuragliaNessuna valutazione finora
- 4 Deformazioni PlasticheDocumento44 pagine4 Deformazioni PlasticheBULGARELLILEONARDONessuna valutazione finora
- Lavorazioni Per Deformazione PlasticaDocumento25 pagineLavorazioni Per Deformazione Plasticaf.vaselli2Nessuna valutazione finora
- IF e HYDRODocumento13 pagineIF e HYDROman88gioNessuna valutazione finora
- Lavorazioni Per Deformazione PlasticaDocumento12 pagineLavorazioni Per Deformazione PlasticaGabrieleSponzielloNessuna valutazione finora
- Lavorazione Di Estrusione, Trafilatura e Laminazione (Calabrò)Documento17 pagineLavorazione Di Estrusione, Trafilatura e Laminazione (Calabrò)antonio.calabro001Nessuna valutazione finora
- Capitolo 10 - Tubazioni - M. Leopardi - Costruzioni Idrauliche - Università de L'AquilaDocumento50 pagineCapitolo 10 - Tubazioni - M. Leopardi - Costruzioni Idrauliche - Università de L'AquiladarioworksNessuna valutazione finora
- Dispense 2010 Materiali MetalliciDocumento219 pagineDispense 2010 Materiali MetalliciAlessandroAbateNessuna valutazione finora
- Lavorazioni Deformazione PlasticaDocumento29 pagineLavorazioni Deformazione PlasticaRita PolentaNessuna valutazione finora
- Tecnologia Meccanica - 3.01 Deformazione PlasticaDocumento283 pagineTecnologia Meccanica - 3.01 Deformazione PlasticariccardoNessuna valutazione finora
- FonderiaDocumento105 pagineFonderiaFred Duarte CaldeiraNessuna valutazione finora
- Tesina Estrusione 1 PDFDocumento64 pagineTesina Estrusione 1 PDFBiancaNessuna valutazione finora
- Usura Tecnologia MeccanicaDocumento31 pagineUsura Tecnologia MeccanicaAndrea TundoNessuna valutazione finora
- Lavorazioni Per Deformazione PlasticaDocumento43 pagineLavorazioni Per Deformazione PlasticaGiuseppe GentileNessuna valutazione finora
- Come Si Costruiscono I Pali - Art - Pali - FsDocumento2 pagineCome Si Costruiscono I Pali - Art - Pali - FsmichelerougeNessuna valutazione finora
- Schimbator de Caldura VAREMDocumento16 pagineSchimbator de Caldura VAREMMaurice LachaudNessuna valutazione finora
- Retti Fica TuraDocumento58 pagineRetti Fica TuraLorenzo MercurialiNessuna valutazione finora
- Fonderia - Solidificazione (POLIMI, Meccanica)Documento26 pagineFonderia - Solidificazione (POLIMI, Meccanica)AndreaNessuna valutazione finora
- FonderiaDocumento167 pagineFonderiaLuca OttavianiNessuna valutazione finora
- Dimensionamento Di Uno Stampo Di PressocolataDocumento38 pagineDimensionamento Di Uno Stampo Di PressocolatapincoNessuna valutazione finora
- Fondamenti Della Colata Dei MetalliDocumento17 pagineFondamenti Della Colata Dei MetalliDomenico TatangeloNessuna valutazione finora
- D - Fonderia - Processi - Forma PermanenteDocumento20 pagineD - Fonderia - Processi - Forma PermanenteGabriele GalassoNessuna valutazione finora
- Tecnologie Speciali WaterjetDocumento32 pagineTecnologie Speciali WaterjetscascsNessuna valutazione finora
- Lavorazione Delle Lamiere PDFDocumento36 pagineLavorazione Delle Lamiere PDFtamasradu100% (1)
- Manual e Sal Datura 1Documento46 pagineManual e Sal Datura 1davide_benedettiNessuna valutazione finora
- Laminazione - Lez. 11Documento31 pagineLaminazione - Lez. 11Anonymous f3iGLjxNessuna valutazione finora
- PDF 3Documento10 paginePDF 3Sofia BertoliniNessuna valutazione finora
- Riassunto Finale TMDocumento14 pagineRiassunto Finale TMi.cala1Nessuna valutazione finora
- Lavorazioni Plastiche - 3Documento8 pagineLavorazioni Plastiche - 3EnricoPietra100% (1)
- 12 - Deformazione Plastica - Laminazione - Estrusione e Trafilatura PDFDocumento48 pagine12 - Deformazione Plastica - Laminazione - Estrusione e Trafilatura PDFFabio MoramarcoNessuna valutazione finora
- Cementazione A Bassa PressioneDocumento12 pagineCementazione A Bassa Pressionemp87_ingNessuna valutazione finora
- Sol Esericzi e Domande 2Documento102 pagineSol Esericzi e Domande 2inri gjinajNessuna valutazione finora
- Tarabori - Yankee - MonolucidoDocumento21 pagineTarabori - Yankee - MonolucidoDomenico SpinaNessuna valutazione finora
- Tecnica01 Appunti Acciaio 2 Di 3Documento26 pagineTecnica01 Appunti Acciaio 2 Di 3Willi WonkaNessuna valutazione finora
- Tecnologie MeccanicheDocumento7 pagineTecnologie MeccanicheRatibor ShevchenkoNessuna valutazione finora
- 11 - Deformazione Plastica - Forgiatura PDFDocumento33 pagine11 - Deformazione Plastica - Forgiatura PDFFabio MoramarcoNessuna valutazione finora
- Micropali Prefabbricati in Cemento Armato CentrifugatoDocumento49 pagineMicropali Prefabbricati in Cemento Armato CentrifugatoluciacalegariNessuna valutazione finora
- ROTOMOLDEODocumento8 pagineROTOMOLDEOJuan AlvarezNessuna valutazione finora
- N 9&10-15 UTI-Materiali Per CondotteDocumento102 pagineN 9&10-15 UTI-Materiali Per CondottemariaNessuna valutazione finora
- Fabbricazione Per FusioneDocumento38 pagineFabbricazione Per FusioneFrancesco TrevisanNessuna valutazione finora
- Esercitazione FonderiaDocumento22 pagineEsercitazione FonderiagranpashuNessuna valutazione finora
- Hi BondDocumento28 pagineHi BondVlad StrajanNessuna valutazione finora
- Capitolo11 TM2Documento31 pagineCapitolo11 TM2NNessuna valutazione finora
- 11-Lavorazioni Per Deformazione Plastica PDFDocumento45 pagine11-Lavorazioni Per Deformazione Plastica PDFAnna Laura PNessuna valutazione finora
- 6 Depliant Solaio A Pannelli AlveolariDocumento48 pagine6 Depliant Solaio A Pannelli Alveolari99violetNessuna valutazione finora
- Wit-Pe 500Documento2 pagineWit-Pe 500gifantaNessuna valutazione finora
- I Trattamenti Termici IndustrialiDocumento6 pagineI Trattamenti Termici IndustrialitazzorroNessuna valutazione finora
- Guida Alla Classe Di Consistenza Del CalcestruzzoDocumento16 pagineGuida Alla Classe Di Consistenza Del CalcestruzzoivancavNessuna valutazione finora
- Stampaggio LamieraDocumento28 pagineStampaggio LamieraEnrico BoeriNessuna valutazione finora
- Metallurgia Della SaldaturaDocumento19 pagineMetallurgia Della Saldaturayuhanda44Nessuna valutazione finora
- Lavorazioni Al Tornio - SlideDocumento19 pagineLavorazioni Al Tornio - SlidegiuliobomberNessuna valutazione finora
- Tabelle TolleranzeDocumento4 pagineTabelle TolleranzeBiagio LissandrelloNessuna valutazione finora
- Tesi Calibrazione e Validazione Di Un Modello Di Combustione Predittivo Per Un Motore Diesel Heavy DutyDocumento125 pagineTesi Calibrazione e Validazione Di Un Modello Di Combustione Predittivo Per Un Motore Diesel Heavy DutyBiagio LissandrelloNessuna valutazione finora
- Tabella Pressioni Cuscinetti Di StrisciamentoDocumento1 paginaTabella Pressioni Cuscinetti Di StrisciamentoBiagio LissandrelloNessuna valutazione finora
- Tabelle Tolleranze Dimensionali Generali (Da UNI EN 22768-1)Documento1 paginaTabelle Tolleranze Dimensionali Generali (Da UNI EN 22768-1)Marco LolliNessuna valutazione finora
- Tesi Indagini Fluidodinamiche Sperimentali Su Teste Per Motori A Benzina Dotate Di SistemiDocumento203 pagineTesi Indagini Fluidodinamiche Sperimentali Su Teste Per Motori A Benzina Dotate Di SistemiBiagio LissandrelloNessuna valutazione finora
- Tesi Analisi Termodiamica Di Cicli Per Motori Ad Accensione Comandate Con Sovralimentazione DinamicaDocumento49 pagineTesi Analisi Termodiamica Di Cicli Per Motori Ad Accensione Comandate Con Sovralimentazione DinamicaBiagio LissandrelloNessuna valutazione finora
- Tesi Analisi Dell'effetto Del Moto Di Swirl Sul Miscelamento Dell'idrogeno Con L'aria in Un Motore A Combustione InternaDocumento110 pagineTesi Analisi Dell'effetto Del Moto Di Swirl Sul Miscelamento Dell'idrogeno Con L'aria in Un Motore A Combustione InternaBiagio LissandrelloNessuna valutazione finora
- Tesi Confronto Tra Diverse Metodologie Di Valutazione Del Grado Di Swirl in Un Bruciatore CoassialeDocumento161 pagineTesi Confronto Tra Diverse Metodologie Di Valutazione Del Grado Di Swirl in Un Bruciatore CoassialeBiagio LissandrelloNessuna valutazione finora
- Gli Utensili Per Le Lavorazioni MeccanicheDocumento18 pagineGli Utensili Per Le Lavorazioni MeccanicheBiagio LissandrelloNessuna valutazione finora
- Tecnologie Di Saldatura - My LIUCDocumento46 pagineTecnologie Di Saldatura - My LIUCBiagio LissandrelloNessuna valutazione finora
- Corso Di Tecnologia Meccanica - Mod.6.1 Cicli Di LavorazioneDocumento76 pagineCorso Di Tecnologia Meccanica - Mod.6.1 Cicli Di LavorazioneBiagio LissandrelloNessuna valutazione finora
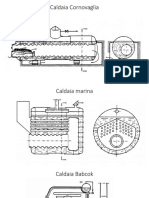
- CaldaieDocumento8 pagineCaldaieBiagio LissandrelloNessuna valutazione finora
- 03-Tecnologia Meccanica - 05.01 TolleranzeDocumento41 pagine03-Tecnologia Meccanica - 05.01 Tolleranzewilderness_666Nessuna valutazione finora
- TurbineDocumento12 pagineTurbineBiagio LissandrelloNessuna valutazione finora
- Corso Di Tecnologia Meccanica - Mod.5.1 Saldatura Ed IncollaggioDocumento46 pagineCorso Di Tecnologia Meccanica - Mod.5.1 Saldatura Ed IncollaggioBiagio LissandrelloNessuna valutazione finora
- Corso Di Tecnologia Meccanica - Mod.3.7 Deformazione PlasticaDocumento46 pagineCorso Di Tecnologia Meccanica - Mod.3.7 Deformazione PlasticaBiagio LissandrelloNessuna valutazione finora
- Metaverso: La guida visionaria per principianti per scoprire ed investire nelle Terre Virtuali, nei giochi nella blockchain, nell’arte digitale degli NFT e nelle affascinanti tecnologie del VRDa EverandMetaverso: La guida visionaria per principianti per scoprire ed investire nelle Terre Virtuali, nei giochi nella blockchain, nell’arte digitale degli NFT e nelle affascinanti tecnologie del VRValutazione: 5 su 5 stelle5/5 (8)
- Expert secrets: Come i migliori esperti e consulenti possono crescere onlineDa EverandExpert secrets: Come i migliori esperti e consulenti possono crescere onlineNessuna valutazione finora
- Autodesk Inventor | Passo dopo Passo: Progettazione CAD e Simulazione FEM con Autodesk Inventor per PrincipiantiDa EverandAutodesk Inventor | Passo dopo Passo: Progettazione CAD e Simulazione FEM con Autodesk Inventor per PrincipiantiNessuna valutazione finora
- Elettrotecnica Generale: Circuiti Elettrici in Regime StazionarioDa EverandElettrotecnica Generale: Circuiti Elettrici in Regime StazionarioNessuna valutazione finora
- Dal Cad al Web: Il Codice dell’Amministrazione Digitale per TuttiDa EverandDal Cad al Web: Il Codice dell’Amministrazione Digitale per TuttiNessuna valutazione finora
- Manuale d'uso per Networker: 7 Segreti per Sponsorizzare con SuccessoDa EverandManuale d'uso per Networker: 7 Segreti per Sponsorizzare con SuccessoNessuna valutazione finora
- Altro Evo, l'Album delle illustrazioni: Digital painting, sword and sorcery fantasy art bookDa EverandAltro Evo, l'Album delle illustrazioni: Digital painting, sword and sorcery fantasy art bookNessuna valutazione finora
- FreeCAD | passo dopo passo: Impara a creare oggetti in 3D, assemblaggi e disegni tecnici con FreeCADDa EverandFreeCAD | passo dopo passo: Impara a creare oggetti in 3D, assemblaggi e disegni tecnici con FreeCADNessuna valutazione finora
- Chimica Occulta: Indagine nella struttura occulta degli atomiDa EverandChimica Occulta: Indagine nella struttura occulta degli atomiNessuna valutazione finora
- Dotcom secrets: Il bestseller mondiale per fare business onlineDa EverandDotcom secrets: Il bestseller mondiale per fare business onlineNessuna valutazione finora
- Nuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileDa EverandNuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileNessuna valutazione finora
- Né vero né falso. Nella Rete il dubbio è inevitabile - Web nostrum 2Da EverandNé vero né falso. Nella Rete il dubbio è inevitabile - Web nostrum 2Nessuna valutazione finora
- Javascript: Un Manuale Per Imparare La Programmazione In JavascriptDa EverandJavascript: Un Manuale Per Imparare La Programmazione In JavascriptNessuna valutazione finora
- Vincere sui social: Come i grandi imprenditori costruiscono il loro business e la loro influenza e come puoi farlo anche tu!Da EverandVincere sui social: Come i grandi imprenditori costruiscono il loro business e la loro influenza e come puoi farlo anche tu!Nessuna valutazione finora
- SQL per principianti: imparate l'uso dei database Microsoft SQL Server, MySQL, PostgreSQL e OracleDa EverandSQL per principianti: imparate l'uso dei database Microsoft SQL Server, MySQL, PostgreSQL e OracleNessuna valutazione finora