Potrebbero piacerti anche
- UNI ISO 2859-2 (Italiano)Documento25 pagineUNI ISO 2859-2 (Italiano)fabiano_projetoNessuna valutazione finora
- Decappaggio e Passivazione Acciaio InoxDocumento0 pagineDecappaggio e Passivazione Acciaio InoxMatteo PeddisNessuna valutazione finora
- 02 - Struttura e Proprietà Dei MetalliDocumento36 pagine02 - Struttura e Proprietà Dei MetalliMako SkyNessuna valutazione finora
- Dimensionamento Cilindro OleodinamicoDocumento5 pagineDimensionamento Cilindro Oleodinamicod_u_i_l_i_oNessuna valutazione finora
- En 46100Documento2 pagineEn 46100AndreaDeCrescenzoNessuna valutazione finora
- Tabella Rugosita'Documento1 paginaTabella Rugosita'francescocassNessuna valutazione finora
- Tabella Prefori Per Maschi A Filettare atDocumento1 paginaTabella Prefori Per Maschi A Filettare atcristianNessuna valutazione finora
- Appunti Scienza Dei MaterialiDocumento13 pagineAppunti Scienza Dei MaterialialbertoNessuna valutazione finora
- Trattamenti Termici Degli Acciai Da Costruzione - Prova Jominy, Tempra e BonificaDocumento85 pagineTrattamenti Termici Degli Acciai Da Costruzione - Prova Jominy, Tempra e BonificaAngelo BeltraminiNessuna valutazione finora
- I Trattamenti Termici IndustrialiDocumento6 pagineI Trattamenti Termici IndustrialitazzorroNessuna valutazione finora
- Dispensa T T MeccDocumento15 pagineDispensa T T MeccLuca SpedicatiNessuna valutazione finora
- Diagramma FeC Parte 2 TTT CCTDocumento18 pagineDiagramma FeC Parte 2 TTT CCTrenato.locascioNessuna valutazione finora
- Prove Sui MaterialiDocumento12 pagineProve Sui MaterialiantolamoNessuna valutazione finora
- L8 - Tolleranze DimensionaliDocumento13 pagineL8 - Tolleranze DimensionaliClaudio FerraraNessuna valutazione finora
- Acciai Da CostruzioneDocumento78 pagineAcciai Da CostruzioneandreahankNessuna valutazione finora
- CND Delle SaldatureDocumento18 pagineCND Delle SaldatureandNessuna valutazione finora
- Capitolo 7Documento62 pagineCapitolo 7nonwolfNessuna valutazione finora
- Lavorazioni Non ConvenzionaliDocumento51 pagineLavorazioni Non Convenzionaliman88gioNessuna valutazione finora
- Acciaio 5.8Documento2 pagineAcciaio 5.8lavius_mNessuna valutazione finora
- 10 UNI CEN TR 18279 2005 EngDocumento33 pagine10 UNI CEN TR 18279 2005 EngDjordjeCiricNessuna valutazione finora
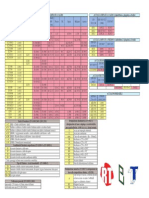
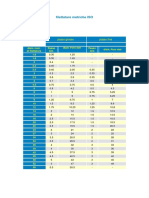
- Tabelle Conversione AcciaiDocumento1 paginaTabelle Conversione AcciaiStefano SquadraniNessuna valutazione finora
- Sez. I - Calibri FissiDocumento18 pagineSez. I - Calibri FissisimonecamaNessuna valutazione finora
- PROGETTO DISEGNO MECCANICO: Il Variatore Di VelocitàDocumento21 paginePROGETTO DISEGNO MECCANICO: Il Variatore Di VelocitàLjstar AclestafNessuna valutazione finora
- Corrosione - Tabelle - TempcoDocumento11 pagineCorrosione - Tabelle - TempcorobertoNessuna valutazione finora
- Plug - EN 10130Documento3 paginePlug - EN 10130vaidyanathanNessuna valutazione finora
- Acciai 1 PDFDocumento41 pagineAcciai 1 PDFsassoNessuna valutazione finora
- Elenco Norme AcciaiDocumento2 pagineElenco Norme AcciaitrefftzddNessuna valutazione finora
- Diagrammi Di BainDocumento15 pagineDiagrammi Di BainGiuseppe SpigapienaNessuna valutazione finora
- Principali Forme Di CorrosioneDocumento18 paginePrincipali Forme Di CorrosioneFabioNessuna valutazione finora
- 2017 EBER Metalmeccanica TotaleDocumento767 pagine2017 EBER Metalmeccanica TotaleAntonio FerraraNessuna valutazione finora
- T - V - 32 - Lavorazioni Con Metodi Non TradizionaliDocumento40 pagineT - V - 32 - Lavorazioni Con Metodi Non Tradizionalizak rayNessuna valutazione finora
- Prova Di Trazione StaticaDocumento56 pagineProva Di Trazione Staticamohammad100% (1)
- Trattamenti Galvanici - Ossidazione Anodica o Anodizzazione AlluminioDocumento5 pagineTrattamenti Galvanici - Ossidazione Anodica o Anodizzazione AlluminioFadetwoNessuna valutazione finora
- Riassunto r0x Disegno Meccanico 6CFUDocumento33 pagineRiassunto r0x Disegno Meccanico 6CFUpaolomazzaNessuna valutazione finora
- Filettature PDFDocumento28 pagineFilettature PDFGicuţă Şi Geta Zvîncă100% (1)
- R03Documento16 pagineR03Sting TejadaNessuna valutazione finora
- Designaz Alfanum AcciaioDocumento8 pagineDesignaz Alfanum AcciaiocastibraNessuna valutazione finora
- Diagramma Ferro-CarbonioDocumento3 pagineDiagramma Ferro-CarboniokostanteveNessuna valutazione finora
- 9 57511dacrometDocumento12 pagine9 57511dacrometoslat0% (1)
- CicloFlangiaDocumento16 pagineCicloFlangiaLuca CastelliniNessuna valutazione finora
- Siderurgia 1Documento83 pagineSiderurgia 1Revisauto MecanicaNessuna valutazione finora
- NB 04 Nobilitato Ignifigo Rev 001Documento3 pagineNB 04 Nobilitato Ignifigo Rev 001Ortensio LuongoNessuna valutazione finora
- Diagramma FerroDocumento2 pagineDiagramma Ferroap1948Nessuna valutazione finora
- ThyssenKrupp Acciai Speciali TesinaDocumento17 pagineThyssenKrupp Acciai Speciali TesinaLujeinbiciNessuna valutazione finora
- Stampaggio LamieraDocumento28 pagineStampaggio LamieraEnrico BoeriNessuna valutazione finora
- AICQ Spiegazione Della 1090 UNI en 1090Documento3 pagineAICQ Spiegazione Della 1090 UNI en 1090Pippo VenetoNessuna valutazione finora
- Formulario CM 12 PDFDocumento30 pagineFormulario CM 12 PDFFabioNessuna valutazione finora
- 15913-Quadro Tecnologie Non ConvenzionaliDocumento46 pagine15913-Quadro Tecnologie Non ConvenzionaliDario BenedettiNessuna valutazione finora
- Caratteristiche Meccaniche VitiDocumento35 pagineCaratteristiche Meccaniche VitiStefano GhionnaNessuna valutazione finora
- Gole Di Scarico, Filettature ISO 4775Documento1 paginaGole Di Scarico, Filettature ISO 4775agri manNessuna valutazione finora
- Acciai Da Bonifica - C45Documento2 pagineAcciai Da Bonifica - C45Giovanni BoscoloNessuna valutazione finora
- CEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFDocumento26 pagineCEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFmarvaiahimNessuna valutazione finora
- Glossario Italiano (1) MechanicalDocumento55 pagineGlossario Italiano (1) MechanicalClaudio PataniaNessuna valutazione finora
- Acciaiperstampiita PDFDocumento38 pagineAcciaiperstampiita PDFriplastNessuna valutazione finora
- Grado Di Finitura AcciaiDocumento4 pagineGrado Di Finitura AcciaiPino PinucciNessuna valutazione finora
- R02Documento13 pagineR02Sting TejadaNessuna valutazione finora
- TrattTermici IIDocumento9 pagineTrattTermici IIMassimo MaglioccaNessuna valutazione finora
- Metallurgia PDFDocumento90 pagineMetallurgia PDFGabrieleNessuna valutazione finora
- La NitrurazioneDocumento21 pagineLa Nitrurazionealfierebastardo100% (1)
- TemprabilitàDocumento4 pagineTemprabilitàJayar VillavicencioNessuna valutazione finora
- L06TolleranzeDimensionaliDocumento22 pagineL06TolleranzeDimensionaliMichele PieriniNessuna valutazione finora
- Material I 1Documento43 pagineMaterial I 1Michele PieriniNessuna valutazione finora
- AlluminioDocumento30 pagineAlluminioMichele PieriniNessuna valutazione finora
- Metodologie 2 PDFDocumento53 pagineMetodologie 2 PDFfluitekNessuna valutazione finora
- Il Contratto Di Noleggio e La Clausola CancelloDocumento2 pagineIl Contratto Di Noleggio e La Clausola CancelloAnna Paola SannaNessuna valutazione finora
- Intrappolamento Dell'arteria Poplitea.Documento14 pagineIntrappolamento Dell'arteria Poplitea.AndreaGiustiNessuna valutazione finora
- Salvatore Abbruzzese - Sociologia Delle ReligioniDocumento63 pagineSalvatore Abbruzzese - Sociologia Delle ReligioniDaniel MoranNessuna valutazione finora
- Bruniana & Campanelliana Vol. 9, No. 2, 2003 PDFDocumento270 pagineBruniana & Campanelliana Vol. 9, No. 2, 2003 PDFVetusta MaiestasNessuna valutazione finora
- Guida Insegnante VolentieriA2Documento49 pagineGuida Insegnante VolentieriA2Shreya ManojNessuna valutazione finora
- Da Muggia A TriesteDocumento47 pagineDa Muggia A TriesteRenzoMaggioreNessuna valutazione finora
- Edilizia in Legno-Linee Guida Toscana-Parte 1 Di 2Documento179 pagineEdilizia in Legno-Linee Guida Toscana-Parte 1 Di 2Mario Grimaudo100% (1)