Potrebbero piacerti anche
- Nuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeDa EverandNuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeNessuna valutazione finora
- Controllo Qualità Processo SaldaturaDocumento4 pagineControllo Qualità Processo SaldaturagerminNessuna valutazione finora
- UNI en 287 - Prova Per Saldatori AcciaioDocumento39 pagineUNI en 287 - Prova Per Saldatori AcciaiovalvotecnicaNessuna valutazione finora
- Manuale D'uso e ManutenzioneDocumento49 pagineManuale D'uso e ManutenzionenicolaNessuna valutazione finora
- Cilindri Grosso Spessore e Dischi RotantiDocumento58 pagineCilindri Grosso Spessore e Dischi RotantiPietroNessuna valutazione finora
- Uni en 795 2002Documento24 pagineUni en 795 2002Mario RossiNessuna valutazione finora
- Manuale Di Manutenzione Yale AtexDocumento18 pagineManuale Di Manutenzione Yale Atexale_f_79Nessuna valutazione finora
- 6 Cilindro Oleodinamico PDFDocumento79 pagine6 Cilindro Oleodinamico PDFfabioNessuna valutazione finora
- UNI en 10083-2 - Ed. 2006 - Parte 2Documento40 pagineUNI en 10083-2 - Ed. 2006 - Parte 2Renato AlbinoNessuna valutazione finora
- Uni en Iso 17637 - 2011Documento22 pagineUni en Iso 17637 - 2011Eur-Ing Nicola GalluzziNessuna valutazione finora
- Eurocodice 3 Parte 6 Apparecchi Di SollevamentoDocumento58 pagineEurocodice 3 Parte 6 Apparecchi Di Sollevamentofabio manenteNessuna valutazione finora
- Din 975Documento1 paginaDin 975Sos de HoyosNessuna valutazione finora
- Controllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)Documento16 pagineControllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)AlessioNessuna valutazione finora
- UNI 4386 1975 - Shaft UndercutDocumento8 pagineUNI 4386 1975 - Shaft UndercutPrakash viswanathanNessuna valutazione finora
- Linguette UniDocumento3 pagineLinguette UniAnonymous kHYFVEONessuna valutazione finora
- Elenco Norme 2UNI 009Documento19 pagineElenco Norme 2UNI 009N.PalaniappanNessuna valutazione finora
- CND Delle SaldatureDocumento18 pagineCND Delle SaldatureandNessuna valutazione finora
- MINUTERIA METALLICA BUSSOLE INSERTI PER STAMPI Catalogo - RCM PDFDocumento315 pagineMINUTERIA METALLICA BUSSOLE INSERTI PER STAMPI Catalogo - RCM PDFAnonymous zxFhXenNessuna valutazione finora
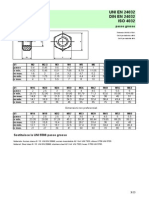
- Dadi Uni en 24032Documento1 paginaDadi Uni en 24032frank_the_bangNessuna valutazione finora
- Uni en 612Documento16 pagineUni en 612koolhNessuna valutazione finora
- Coppia Di Serraggio BulloneriaDocumento2 pagineCoppia Di Serraggio BulloneriaoslatNessuna valutazione finora
- 6ped Ita 20 1Documento8 pagine6ped Ita 20 1pippo2378793Nessuna valutazione finora
- Univ1999 1 1 2002 Eit PDFDocumento210 pagineUniv1999 1 1 2002 Eit PDFLupu DanielNessuna valutazione finora
- Tabella Materiali AcciaioDocumento1 paginaTabella Materiali AcciaioUmberto BelladelliNessuna valutazione finora
- Normativa UNI en 10305Documento2 pagineNormativa UNI en 10305frank_the_bangNessuna valutazione finora
- 3834-2 It enDocumento26 pagine3834-2 It enMarcoNessuna valutazione finora
- Dylan DogDocumento3 pagineDylan Dogcli.mojitoNessuna valutazione finora
- Tolleranze Per Dimensioni Lineari Ed Angolari Prive Di Indicazione Di Tolleranze SpecificheDocumento14 pagineTolleranze Per Dimensioni Lineari Ed Angolari Prive Di Indicazione Di Tolleranze SpecifichekoolhNessuna valutazione finora
- Corso Avicoltura 2Documento28 pagineCorso Avicoltura 2d_u_i_l_i_o100% (1)
- UNI 12237 - 2004 - CompressedDocumento14 pagineUNI 12237 - 2004 - CompressedMaseNessuna valutazione finora
- Principi Generali Di Rappresentazione: General Principles of PresentationDocumento16 paginePrincipi Generali Di Rappresentazione: General Principles of PresentationkoolhNessuna valutazione finora
- Gole Di ScaricoDocumento5 pagineGole Di ScaricoTomas Mancin100% (1)
- R02Documento13 pagineR02Sting TejadaNessuna valutazione finora
- E - Disegno Tecnico - Aggiornamento 2015 PDFDocumento78 pagineE - Disegno Tecnico - Aggiornamento 2015 PDFSandroNessuna valutazione finora
- Motore Asicrono - SpiegazioneDocumento72 pagineMotore Asicrono - Spiegazioneila_368684492Nessuna valutazione finora
- Danieli: Realizzazione Di Strutture e Tubazioni SaldateDocumento11 pagineDanieli: Realizzazione Di Strutture e Tubazioni SaldateBralin Villalba GutierrezNessuna valutazione finora
- Ritiri e Tensioni Residue Di Saldatura PDFDocumento89 pagineRitiri e Tensioni Residue Di Saldatura PDFEur-Ing Nicola GalluzziNessuna valutazione finora
- UNI EN 10029 - Tolleranza LamiereDocumento15 pagineUNI EN 10029 - Tolleranza Lamierestefano_CVNessuna valutazione finora
- Sez. I - Calibri FissiDocumento18 pagineSez. I - Calibri FissisimonecamaNessuna valutazione finora
- 02 Reti Idranti 10779Documento66 pagine02 Reti Idranti 10779Daniele RossiNessuna valutazione finora
- Uni en Iso 10052 - 2005Documento67 pagineUni en Iso 10052 - 2005Alessio DestroNessuna valutazione finora
- UNI EN 10308 - 2004 - EIT Prove Non Distruttive Controllo Con Ultrasuoni Delle Barre Di AcciaioDocumento21 pagineUNI EN 10308 - 2004 - EIT Prove Non Distruttive Controllo Con Ultrasuoni Delle Barre Di AcciaioMarcoNessuna valutazione finora
- 2827 Ed4Documento18 pagine2827 Ed4anhthoNessuna valutazione finora
- Gole Di Scarico, Filettature ISO 4775Documento1 paginaGole Di Scarico, Filettature ISO 4775agri manNessuna valutazione finora
- Filettature M3-3 PDFDocumento21 pagineFilettature M3-3 PDFsenhaNessuna valutazione finora
- Racor Din 11851Documento31 pagineRacor Din 11851viki_gpNessuna valutazione finora
- R03Documento16 pagineR03Sting TejadaNessuna valutazione finora
- Biella Manovella1Documento4 pagineBiella Manovella1richart900Nessuna valutazione finora
- Uni TS 11325-2Documento20 pagineUni TS 11325-2diego tagliabueNessuna valutazione finora
- La Marcatura Del Ce Degli Elementi PrefabbricatiDocumento9 pagineLa Marcatura Del Ce Degli Elementi PrefabbricatiAngelo Gallagher FerrandinaNessuna valutazione finora
- Uni 6957Documento1 paginaUni 6957lavius_mNessuna valutazione finora
- Manuale-Tecnico Editabile LowDocumento105 pagineManuale-Tecnico Editabile Lowgiovanni urciuoliNessuna valutazione finora
- Uni en 13509Documento36 pagineUni en 13509Danilo Infantino100% (1)
- Processi Di Qualifica Delle SaldatureDocumento31 pagineProcessi Di Qualifica Delle Saldaturethruxton.rulesNessuna valutazione finora
- Presentazione Nuova ISO 15614 1 2017Documento52 paginePresentazione Nuova ISO 15614 1 2017slowmosquitoNessuna valutazione finora
- Tesei Francesca SALDATUREDocumento105 pagineTesei Francesca SALDATUREDaniela FalautoNessuna valutazione finora
- C01 01 00 Rev 3Documento14 pagineC01 01 00 Rev 3Salvatore IgnazziNessuna valutazione finora
- Le SaldatureDocumento12 pagineLe SaldaturebenakiaNessuna valutazione finora
- Pipes For Hydraulic ServomotorsDocumento8 paginePipes For Hydraulic Servomotorsst_calvoNessuna valutazione finora
- Ad-W2 ItaDocumento8 pagineAd-W2 ItaAnna LancerottoNessuna valutazione finora
- SENTINADocumento6 pagineSENTINAUmberto CoppolaNessuna valutazione finora
- Quesiti Sule Norme UNI7129 PDFDocumento24 pagineQuesiti Sule Norme UNI7129 PDFMarco GhiselliniNessuna valutazione finora
- Costruzioni Idrauliche - Acquedotti e FognatureDocumento299 pagineCostruzioni Idrauliche - Acquedotti e Fognaturenona krimi100% (1)
- Macchine 2012-05 TVDocumento53 pagineMacchine 2012-05 TVEmNessuna valutazione finora
- Progettare Piccoli ImpiantiDocumento0 pagineProgettare Piccoli Impiantiivan9del9biancoNessuna valutazione finora
- ECOFLAM Scheda Tecnica Caldaia Condensazione BLUETTE K24 CPADocumento36 pagineECOFLAM Scheda Tecnica Caldaia Condensazione BLUETTE K24 CPAAlberto ManitùNessuna valutazione finora