LAYOUT PER PRODOTTO
Layout per prodotto
BILANCIAMENTO DI UNA LINEA DI PRODUZIONE
Si definisce [1]:
-
Elemento di lavoro: l'unit di lavoro indivisibile tra due o pi operatori e/o centri di lavoro.
Operazione: l'insieme di elementi di lavoro assegnati ad una unica stazione di lavoro.
Stazione di lavoro: l'area lungo la linea di produzione comprendente elementi di lavoro.
Numero minimo teorico di stazioni di lavoro:
j
ti
n = i=1
TC
essendo:
j = numero degli elementi di lavoro;
ti = durata delli-mo elemento di lavoro;
TC = tempo ciclo
Efficienza massima:
j
ti
e max = i=1
n * TC
essendo:
n* = numero intero minimo teorico di stazioni;
ovviamente risulta:
Efficienza reale:
j
ti
e = i=1
m TC
dove m il numero effettivo di stazioni di lavoro; ne consegue:
m n*
e e max
L'obiettivo del bilanciamento consiste nell'assegnare elementi di lavoro a stazioni di lavoro in modo
da minimizzare il tempo di inattivit dell'intera linea.
I dati occorrenti sono:
-
durata delle operazioni;
precedenza tra le operazioni (in generale le linee di assemblaggio presentano minor numero di vincoli
tecnologici rispetto alle linee di fabbricazione);
tempo ciclo: un dato imposto alla produzione dal tempo di lavoro disponibile (giorni, turni, ore di
lavoro) e dal volume di produzione richiesto. E' definito come il tempo massimo di permanenza di un
prodotto in ciascuna stazione di lavoro.
�Layout per prodotto
TECNICHE DI BILANCIAMENTO
In generale per la risoluzione del problema del bilanciamento di una linea di produzione possono
essere impiegate la programmazione dinamica, la programmazione lineare ed i metodi euristici.
Tra questi ultimi si ricordano le euristiche:
a) TRIAL and ERROR (T&E)
b) RANKED POSITIONAL WEIGHT TECHNIQUE (RPWT)
a) Euristica T&E: si assegnano per tentativi gli elementi di lavoro a stazioni nel rispetto delle
precedenze tecnologiche assegnate e del tempo ciclo. Infine si confrontano le diverse soluzioni
ottenute scegliendo quella con la migliore efficienza reale.
b) Euristica RPWT: si assegnano elementi di lavoro alle stazioni, scegliendo tra gli elementi aventi
maggior "peso". Si definisce "peso della posizione" (PW) di un elemento di lavoro la somma del
tempo di lavoro dell'elemento e dei tempi degli elementi successivi fino al completamento finale.
Fasi di attuazione della euristica RPWT:
1- si determina il PW di ciascun elemento di lavoro;
2- si dispongono gli elementi di lavoro in ordine decrescente del PW, evidenziando per ciascuno di
essi gli elementi immediatamente precedenti;
3- si valuta il tempo ciclo (TC) come:
TC =
tempo disponibile Dr
=
unit da produrre
P
4- si assegnano elementi di lavoro alle stazioni di lavoro, partendo dagli elementi con il pi alto PW;
l'assegnazione valida se sono rispettati i vincoli di precedenza e se non viene superato il tempo
ciclo in ciascuna stazione.
5- si calcola il tempo residuo per tale stazione (differenza tra il TC ed i(l) tempi(o) degli elementi(o)
assegnati(o));
6- l'operazione corrispondente all'elemento di lavoro con PW strettamente minore viene anche essa
assegnata a tale stazione se risultano contemporaneamente verificate le due condizioni:
a) il tempo dell'elemento successivo minore del tempo residuo della stazione;
b) tutte le operazioni immediatamente precedenti quella in esame sono state gi assegnate ad una
stazione.
Qualora tali condizioni non siano entrambe soddisfatte il tentativo viene ripetuto esaminando gli
elementi di lavoro successivi in ordine decrescente di PW;
7- nel caso in cui nessuna di tali operazioni verifichi le due condizioni precedenti la procedura viene
ripetuta dall'inizio introducendo una nuova stazione.
L'iterazione ha termine non appena siano state assegnate tutte le n operazioni inerenti al problema.
�Layout per prodotto
UN CASO APPLICATIVO
Si debbano determinare:
a) il numero minimo di stazioni di lavoro necessarie all'assemblaggio in una linea di produzione
monoprodotto, assumendo un volume di produzione di 8400 unit/settimana;
b) la configurazione impiantistica delle stazioni di lavoro;
c) l'efficienza massima e l'efficienza reale della linea.
I tempi di ciascun elemento di lavoro e le relative precedenze tecnologiche sono indicate nella
seguente Tabella:
ELEMENTO DI
LAVORO
TEMPO ti
RICHIESTO [s]
14
10
30
3
5
13
14
14
6
7
3
4
7
ti = 130
A
B
C
D
E
F
G
H
I
J
K
L
M
Totale
PRECEDENZE
A
B
D
E
E
E
C, F, G, H
I
J
K
L
-
Tab. 1 - Elementi di lavoro con relative durate e precedenze
____________________________________________
Si definiscono:
Dm = disponibilit di tempo massima per la produzione = 8 [ore/giorno] per 5 [giorni/settimana];
Dr = disponibilit reale (per fermi, manutenzione e riparazioni) = 7 [ore/giorno];
P
= produzione richiesta = 8400 [unit/settimana] = 240 [unit/ora].
Nell'esempio numerico considerato si valutano:
Tempo ciclo:
TC =
Dr 7 5 3600
sec
=
= 15
P
8400
unit
N minimo di stazioni di lavoro:
130
t
=
= 9 [stazioni]
n * = i
15
TC int . sup .
�Layout per prodotto
Efficienza massima della linea:
e max =
n
n
t i
*
n TC
130
= 0.963
9 15
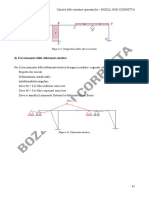
Procedendo per tentativi si ottiene la soluzione mostrata nella figura A.
Applicando l'euristica (RPWT) si calcolano i pesi di ciascun elemento di lavoro come indicato nella
Tabella 2, ottenendo la soluzione riportata in Tabella 4 e schematizzata nella seconda figura.
ELEMENTO
Ti
14
10
15
15
13
14
14
PW
81
67
57
57
76
73
40
41
41
27
21
14
11
ELEMENTO
PRECEDENTE
C,G
F,H
Tab. 2 - Pesi di ciascun elemento di lavoro
ELEMENTO
PW
81
76
73
67
57
57
41
41
40
27
21
14
11
Tab. 3 - Disposizione decrescente dei pesi
STAZIONI
S1
S2
S3
S4
S5
S6
S7
S8
S9
S10
ELEMENTI
D,E
I,J
K,L,M
TEMPI
14
10
15
15
14
14
13
13
14
Tab. 4 - Soluzione dell'euristica RPWT
Efficienza reale della linea:
e=
t i
n
130
=
=
= 0.866
m m TC 10 15
essendo m il numero effettivo di stazioni di lavoro.
�Layout per prodotto
Stazioni di una linea di produzione soluzione
"Trial and Error"
S3-S4
S1
C
S9
S8
S2
S5
S6
H
S7
K
S10
Fig. A
Stazioni di una linea di produzione soluzione
"Ranked Positional Weight Tecnique"
S3
S1
S4-S5
C
S8
S9
I
S2
S10
S6
G
S7
Fig. B
6
�Layout per prodotto
Adottando la procedura RPWT si risolvano i seguenti esempi applicativi
Esempio 1
La fornitura media settimanale prevista per uno
shampoo di 4500 unit. L'impianto produttivo
funziona su un singolo turno giornaliero, per 40 ore
settimanali. Si calcolino: numero minimo di
stazioni di lavoro, efficienza massima, efficienza
reale, tempo ciclo. Si determini, inoltre, la
configurazione ottimale di lavoro mediante la
Ranked Positional Weight Technique facendo
riferimento ai dati illustrati nella tabella riportata al
fianco.
Esempio 2
La produzione di un impianto industriale fissata
sui seguenti valori dei targets produttivi:
o Produzione: 120 [unit/giorno]
o Giorni lavorativi settimanali: 5
o Turni giornalieri di lavoro: 2 ( 16 [h/gg])
Sulla base delle informazioni illustrate e dei dati
nella tabella riportata al fianco, si calcolino: numero
minimo di stazioni di lavoro, efficienza massima,
efficienza reale, tempo ciclo. Si determini, inoltre,
la configurazione ottimale di lavoro mediante la
Ranked Positional Weight Technique.
Esempio 3
Un
industria
che
produce
componenti
automobilistici deve realizzare una produzione di
600 unit alla settimana. L'impianto produttivo
funziona su un singolo turno giornaliero, per 40 ore
settimanali. Si calcolino: numero minimo di stazioni
di lavoro, efficienza massima, efficienza reale,
tempo ciclo. Si determini, inoltre, la configurazione
ottimale di lavoro mediante la Ranked Positional
Weight Technique facendo riferimento ai dati
illustrati nella tabella riportata al fianco.
Esempio 4
La produzione giornaliera di un industria di
assemblaggio di componenti elettronici fissata
in 3600 unit. Il ciclo di lavorazione organizzato
in un singolo turno giornaliero di 10 ore per
quattro giorni settimanali. Si calcolino: numero
minimo di stazioni di lavoro, efficienza massima,
efficienza reale, tempo ciclo. Si determini, inoltre,
la configurazione ottimale di lavoro mediante la
Ranked Positional Weight Technique facendo
riferimento ai dati illustrati nella tabella riportata
al fianco.
Elemento
a
b
c
d
e
f
g
h
i
j
k
Predecessore immediato
--a
b
-c, d
e
f
f
-h, i
g, j
Durata [s]
10
14
23
16
19
12
11
4
6
15
8
Elemento
a
b
c
d
e
f
g
h
i
Predecessore immediato
--a
a
-c, d
b, e
f
f
g, h
Durata [min]
4
8
4
4
3
5
4
7
3
Elemento
a
b
c
d
e
f
g
h
i
j
k
l
Predecessore immediato
--a
b
b
c, d
-e, f
--g, h, i
i
j, k
Durata [min]
3
1
2
2
3
4
2
1
1
3
2
2
Predecessore immediato
--a
-b, c
d
--e, f, g
h
h
i, j
Durata [s]
10
3
5
7
9
3
2
8
6
12
8
Elemento
a
b
c
d
e
f
g
h
i
j
k
�LAYOUT PER PROCESSO
�Layout per processo
Si vuole effettuare lo studio del layout di un impianto di produzione organizzato per reparti [1, 2].
Di ciascun prodotto sono note le produzioni richieste, le produzioni effettive (tenuto conto anche di
uno scarto medio del 5%), i volumi iniziali e finali, i pesi iniziali e finali nonch i cicli di lavorazione
come riportato in Tabella 1.
PRODOTTO
Produz. Produz.
Richiesta Effettiva
[Pz/ora] [Pz/ora]
90
94.5
Vi
Vf
[cm3]
[cm3]
Pi
[kg]
Pf
[kg]
Cicli di lavorazione
27.0
21.2
0.210
0.160
115
120.75
10.9
9.5
0.085
0.075
85
89.25
32.2
31.3
0.305
0.245
110
115.5
3.8
2.5
0.030
0.020
105
110.25
17.3
15.0
0.135
0.120
80
84
5.8
4.7
0.045
0.037
Tab. 1 - Dati iniziali occorrenti allo studio di Layout
Sono noti, inoltre, il numero di unit di carico necessarie al trasporto e le potenzialit produttive
orarie relative a ciascuna unit operativa (Tab. 2).
Tab. 2 - Sequenze tecnologiche e produzioni del mix di prodotti
L'unit operativa F un forno a pozzetto con caricamento dall'alto della rastrelliera. Di tale forno sono
noti i seguenti dati caratteristici:
-
portata: 300 [kg]
peso proprio rastrelliera: 150 [kg]
superficie utile di una griglia: Su = 4710 [cm2]
numero di griglie: ng= 10
superficie media di appoggio dei pezzi: Sm = 4.91 [cm2] (m = 2.5 [cm])
�Layout per processo
CALCOLO DEL NUMERO DI UNITA' OPERATIVE
Il numero di unit operative per ogni centro di lavoro si ottiene sommando i rapporti fra produzione
richiesta per ogni parte e capacit produttiva dell'unit operativa secondo la seguente formula:
Numero minimo teorico di unit operative del centro di lavoro i-esimo = Ui =
j{Pi}
qj
CPi, j
Ove:
-
{Pi} = Set dei prodotti lavorati sul centro di lavoro i-esimo
qj = Produzione del prodotto j-esimo {Pi}
Cpi,j= Capacit produttiva del centro di lavoro i-esimo relativamente al prodotto j-esimo
{Pi}
Trattandosi di unit operative, il risultato ottenuto con la formula riportata deve essere approssimato
all'intero superiore per conseguire il numero minimo teorico intero di unit operative.
Sualla base dei valori riportati in Tabella 1 ed in Tabella 2 possibile calcolare il numero di ciascuna
tipologia di unit operativa per i differenti prodotti, cos come riportato in Tabella 3.
-
PRODOTTI
UNITA'
PRODUTTIVE
A
B
C
D
E
9.450
2.363
2.363
1.718
2.013
3.019
1.785
0.992
1.488
1.488
2.550
3.850
2.310
3.300
1.838
2.756
3.675
2.100
8.400
1.400
-
Tab.3 - Numero minimo teorico di unit operative (Ui) per ciascun prodotto (Pj).
CALCOLO DEL NUMERO DEI FORNI
-
La determinazione del numero dei forni viene effettuata tenendo conto dei vincoli cui esso soggetto:
capacit volumetrica della rastrelliera (vincolo geometrico);
massima massa caricabile da sottoporre al trattamento termico (vincolo strutturale del forno).
E necessario, quindi, procedere effettuando le seguenti verifiche sulla base dei dati riportati in tabella
4:
1) Verifica delle dimensioni;
2) Verifica della massa caricata.
Prodotti
Produzione oraria
[pezzi/h]
Pf [kg]
Durata
trattamento
Produzione ogni 8 ore
[kg]
94.5
120.75
89.25
110.25
0.160
0.075
0.245
0.120
8
8
8
8
120.96
72.45
174.93
105.84
Totale Pt = 474.18
Tab. 4 - Produzione oraria richiesta ai forni
Il numero di pezzi richiesto per turno (8 ore) vale:
10
�Layout per processo
pezzi
Nr = 8 (94.5 + 120.75 + 89.25 + 110.25) = 3318
turno
Verifica delle dimensioni:
Nell'ipotesi che il forno debba essere caricato una volta ogni 8 [h], si ha che il numero dei pezzi
contenuti nel forno per ogni carica pari al rapporto fra la superficie utile totale e la superficie media dei
pezzi.
La superficie utile totale del forno pari a:
Sutot = ng Su = 10 4710 = 47100 [cm2]
Il numero dei pezzi contenibili nel forno per ogni trattamento dato da:
Np =
Su tot 47100
pezzi
=
= 9592
Sm
4.91
forno
I forni necessari sono:
NF1 =
Nr 3318
=
0.35 NF1 = 1
Np 9592
Verifica della massa caricata:
Il numero di forni che garantisce la richiesta del numero di pezzi per turno dato dal rapporto fra la
produzione oraria per le 8 [h] e la portata del forno:
NF2 =
Pt
474.18
=
1.58 NF2 = 2
portata
300
Il numero di forni necessario sar il maggiore tra NF1 ed NF2, per cui occorreranno 2 forni.
Noto il numero di ciascuna unit operativa, si provveder ad attribuire ad ognuna di esse un
incremento unitario per tener conto della caratteristica di flessibilit insita in un layout funzionale.
Tenendo conto di tale accorgimento si ha:
UO = (ui )[Link]. + (1 2)
Il numero di unit operative definito nella tabello seguente:
Numero Minimo Teorico
qj
Ui =
j{Pi } CPi , j
A
B
C
D
E
15.173
13.242
7.560
8.619
14.262
Numero Minimo
Teorico Intero
16
14
8
9
15
Numero Minimo
Effettivo Stimato
18
16
10
11
17
Tab. 5 - Numero minimo di unit operative (Ui) occorrenti per ciascun prodotto
11
�Layout per processo
DISPOSIZIONE DEI REPARTI
Adottando il metodo dell'intensit di traffico si ottengono i valori dell'omonimo parametro (espresso
come numero di contenitori al mese) per ciascun reparto come indicato nella seguente matrice:
MACCHINE
O
REPARTI
MAGAZZINO
FINITI
MAGAZZINO
GREZZI
MAGAZZINO
GREZZI
10
59
76
34
40
33
166
32
78
25
104
55
83
138
14
172
69
138
MAGAZZINO
FINITI
76
Tab. 5 - Tabella dei flussi di materiali fra i reparti.
Si osservi che i valori delle intensit di traffico dei magazzini "finiti" e "grezzi" risultano ovviamente
uguali.
Una prima disposizione teorica dei reparti si ottiene sistemando in posizione baricentrica dapprima i
reparti aventi maggiore intensit di traffico e maggior numero di collegamenti. Con tale criterio si
prosegue, compatibilmente al caso di volta in volta esaminato, con gli altri reparti. A tale scopo di grande
utilit risulta il diagramma dei flussi di materiali fra i reparti (vedi figura).
Si considerano pi disposizioni alternative e si sceglie fra tutte quella che meglio soddisfa i vincoli di
spazio, che sia compatibile con il sistema di trasporto interno ritenuto pi idoneo, che tenga conto degli
ingombri degli operatori (produzione, manutenzione, ecc.) e degli altri requisiti caratteristici di uno studio
di layout.
12
�Layout per processo
Forno per i trattamenti termici
600 [mm]
2000 [mm]
200 [mm]
1000 [mm]
13
�Layout per processo
Diagramma dei flussi
(contenitori/mese)
di materiali fra i reparti
59
33
M.G.
32
40
10
7
34
25
83
M.F.
14
69
53
14
�Layout per processo
Esempi di layout
di stabilimento
E
Magazzino
finiti
Magazzino
grezzi
Soluzione 1
Soluzione 2
15