Potrebbero piacerti anche
- 4 Asportazione Di TrucioloDocumento160 pagine4 Asportazione Di Truciolochiara_chiadoNessuna valutazione finora
- Esercitazione Layout Per ProdottoDocumento6 pagineEsercitazione Layout Per ProdottoGiacNessuna valutazione finora
- Progetto Corso 2 RiassuntiDocumento208 pagineProgetto Corso 2 RiassuntiPaoloPetragliaNessuna valutazione finora
- Teoria Delle Lubrificazione e ApplicazioniDocumento46 pagineTeoria Delle Lubrificazione e ApplicazioniA.Pellegrino0% (1)
- Reologia 1Documento43 pagineReologia 1Eduardo Malebran SotoNessuna valutazione finora
- (ASE) FormularioDocumento9 pagine(ASE) FormularioDamian DutkaNessuna valutazione finora
- CicloFlangiaDocumento16 pagineCicloFlangiaLuca CastelliniNessuna valutazione finora
- Tecnologia MeccanicaDocumento54 pagineTecnologia MeccanicaLeonardo Sintoni100% (2)
- Collaudo Pompa CentrifugaDocumento38 pagineCollaudo Pompa CentrifugaNicolaNessuna valutazione finora
- Esercizio Sul Motore EndotermicoDocumento6 pagineEsercizio Sul Motore Endotermicodpiperis1118Nessuna valutazione finora
- Copia Conforme All'Originale Conservato: Ministero Dell'istruzione, Dell' Università e Della RicercaDocumento3 pagineCopia Conforme All'Originale Conservato: Ministero Dell'istruzione, Dell' Università e Della Ricercaiuly lapuNessuna valutazione finora
- Dispensa SDPDocumento105 pagineDispensa SDPandrebalc99Nessuna valutazione finora
- Rilevazione Della Curva Caratteristica Di Una Macchina OperatriceDocumento9 pagineRilevazione Della Curva Caratteristica Di Una Macchina Operatricekirkoo88Nessuna valutazione finora
- 3 Velocita Di Minimo CostoDocumento16 pagine3 Velocita Di Minimo Costoriccardo labiancaNessuna valutazione finora
- Mano Robótica Con ArduinoDocumento14 pagineMano Robótica Con ArduinoHUGO ALEJANDRO AGUILAR GUZMANNessuna valutazione finora
- Calcolo-Acciaio TecnariaDocumento3 pagineCalcolo-Acciaio TecnariasoapteNessuna valutazione finora
- Ma Slides Lecture 8Documento50 pagineMa Slides Lecture 8Paolo LombardiNessuna valutazione finora
- INIG19 1073a 57Documento32 pagineINIG19 1073a 57Massimo FerraraNessuna valutazione finora
- 02 Asportazione Truciolo 210520 083032Documento17 pagine02 Asportazione Truciolo 210520 083032claudio.nerri1Nessuna valutazione finora
- Propulsori2016 Lez02Documento24 paginePropulsori2016 Lez02Frank WhittleNessuna valutazione finora
- Esercizi Sulle Macchine Operatrici IdraulicheDocumento10 pagineEsercizi Sulle Macchine Operatrici IdraulicheDácil AfonsoNessuna valutazione finora
- 03 3 AutocorrelazioneDocumento9 pagine03 3 AutocorrelazioneLeonardo HintermannNessuna valutazione finora
- Linee Di Fabbricazione: Prof. Sergio Cavalieri Progettazione Impianti IndustrialiDocumento11 pagineLinee Di Fabbricazione: Prof. Sergio Cavalieri Progettazione Impianti IndustrialijerryNessuna valutazione finora
- 2.1.3 Report Di Cantiere Diagnosi Strutture EsistentiDocumento3 pagine2.1.3 Report Di Cantiere Diagnosi Strutture EsistentiFrancescoRandazzoNessuna valutazione finora
- Relazione ImpingementDocumento16 pagineRelazione Impingementa_bozzelli91Nessuna valutazione finora
- Lanalisi Dei CostiDocumento37 pagineLanalisi Dei Costichakib hosni touilNessuna valutazione finora
- Cap5.1 Introduzione Turbomacchine PDFDocumento8 pagineCap5.1 Introduzione Turbomacchine PDFDaniloNessuna valutazione finora
- 01 - Fonderia-Processi Di Colata in Sabbia - 210514 - 090453Documento100 pagine01 - Fonderia-Processi Di Colata in Sabbia - 210514 - 090453claudio.nerri1Nessuna valutazione finora
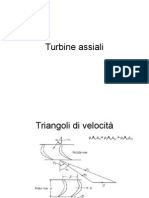
- 4 - Turbine AssialiDocumento37 pagine4 - Turbine AssialiStefano Camillucci0% (1)
- Calc - Vita Residua in Funz. Dello Scorrimento Viscoso PDFDocumento6 pagineCalc - Vita Residua in Funz. Dello Scorrimento Viscoso PDFpierpaolo aparoNessuna valutazione finora
- Formulario Parametri Taglio Tornio PDFDocumento3 pagineFormulario Parametri Taglio Tornio PDFa9r8f4g5d4s8rNessuna valutazione finora
- 06a EfflussoDocumento35 pagine06a EfflussoFabio Di FuscoNessuna valutazione finora
- Compressori Assiali MacchineDocumento13 pagineCompressori Assiali Macchineacmm59383Nessuna valutazione finora
- Scheda IV EsperienzaDocumento3 pagineScheda IV EsperienzaForgeLionNessuna valutazione finora
- Vibrazioni Lavorazioni Fresatura - MancinelliDocumento25 pagineVibrazioni Lavorazioni Fresatura - MancinelliNational Instruments ItalyNessuna valutazione finora
- PID DigitaleDocumento26 paginePID DigitaleAndrea BravaccinoNessuna valutazione finora
- Esercitazione Su LaminazioneDocumento23 pagineEsercitazione Su LaminazioneSergio RusconiNessuna valutazione finora
- 04 Vita Utile+Ottimizzazione EsAspTru 210520 125029Documento54 pagine04 Vita Utile+Ottimizzazione EsAspTru 210520 125029claudio.nerri1Nessuna valutazione finora
- FisicaI TsDocumento4 pagineFisicaI TsAngelo NobiliNessuna valutazione finora
- Progetto MisureDocumento60 pagineProgetto MisureNyquist_KNessuna valutazione finora
- 4 Taglio Dei Metalli Parte 2 PDFDocumento44 pagine4 Taglio Dei Metalli Parte 2 PDFnandotopfiveNessuna valutazione finora
- CINEMATICA Del Punto MaterialeDocumento7 pagineCINEMATICA Del Punto MaterialeGabriele De LucaNessuna valutazione finora
- 01a. Reattori Isotermi - Ver.2.2.0Documento82 pagine01a. Reattori Isotermi - Ver.2.2.0Lorenzo SantiNessuna valutazione finora
- Guida Dimensionamento PaliDocumento2 pagineGuida Dimensionamento PalijsslaveNessuna valutazione finora
- Travi ComposteDocumento29 pagineTravi ComposteFedericaNessuna valutazione finora
- BEP Leva OperativaDocumento17 pagineBEP Leva OperativaPATMON100% (6)
- Asportazione TrucioloDocumento92 pagineAsportazione TrucioloAnonymous sE6GUiNessuna valutazione finora
- Cartelinos de ElaboraciómDocumento12 pagineCartelinos de ElaboraciómRefNessuna valutazione finora
- 3.prove in ForoDocumento57 pagine3.prove in ForoSalvatore GambinoNessuna valutazione finora
- 2 - Punto Di ProgettoDocumento127 pagine2 - Punto Di ProgettoDomenico VerbicaroNessuna valutazione finora
- L15 Alette RaffreddamentoDocumento26 pagineL15 Alette RaffreddamentoRebecca GufiNessuna valutazione finora
- Progetto Di Un Filtro Passa-AltoDocumento31 pagineProgetto Di Un Filtro Passa-AltoProject Symphony Collection100% (1)
- M1 - 05 - Prestazioni Interne - Stati Di Un SP - ProduttivitàDocumento21 pagineM1 - 05 - Prestazioni Interne - Stati Di Un SP - ProduttivitàLuca BoffelliNessuna valutazione finora
- Fonderia Seconda ParteDocumento35 pagineFonderia Seconda ParteRosa LucaselliNessuna valutazione finora
- Cinghia DentataDocumento10 pagineCinghia Dentatagiuseppe baldassarreNessuna valutazione finora
- EC Prova Di Resistenza A Trazione Edoardo CetraroDocumento12 pagineEC Prova Di Resistenza A Trazione Edoardo CetrarogiuvannpasqualNessuna valutazione finora
- Simulazione Seconda Prova Scientifico - Soluzioni MiurDocumento26 pagineSimulazione Seconda Prova Scientifico - Soluzioni MiurSkuola.netNessuna valutazione finora
- Vcaslu HelpDocumento35 pagineVcaslu Helpvali1005Nessuna valutazione finora