Potrebbero piacerti anche
- Es Albero PuleggiaDocumento7 pagineEs Albero PuleggiaMichele AssirelliNessuna valutazione finora
- Tec Mec 15-09-14Documento4 pagineTec Mec 15-09-14antonioNessuna valutazione finora
- Calcolo Ruota DentataDocumento7 pagineCalcolo Ruota Dentatalmax53Nessuna valutazione finora
- Scheda Progettazione Meccanica AlberoDocumento7 pagineScheda Progettazione Meccanica Alberomgualdi100% (1)
- Es. 05 (Fatica II)Documento2 pagineEs. 05 (Fatica II)andreaNessuna valutazione finora
- Teoria FilettatureDocumento30 pagineTeoria FilettatureFrank SciallaNessuna valutazione finora
- Tecnologia MeccanicaDocumento54 pagineTecnologia MeccanicaLeonardo Sintoni100% (2)
- Tema Dis 15 1° Parte 2Documento3 pagineTema Dis 15 1° Parte 2Andrei AlixendrescuNessuna valutazione finora
- Viti e Bulloni - AMODDocumento12 pagineViti e Bulloni - AMODthehendrixNessuna valutazione finora
- Esercizio Calcolo Albero Ruota Conica 2PDocumento11 pagineEsercizio Calcolo Albero Ruota Conica 2PAntonio D'AmatoNessuna valutazione finora
- Formazione Del Truciolo - Parametri - SlideDocumento20 pagineFormazione Del Truciolo - Parametri - SlideNicola FiorenzaNessuna valutazione finora
- 4 Asportazione Di TrucioloDocumento160 pagine4 Asportazione Di Truciolochiara_chiadoNessuna valutazione finora
- Collegamenti Filettati HTTP Corsiadistanza Polito ItDocumento28 pagineCollegamenti Filettati HTTP Corsiadistanza Polito ItantoniodellisantiNessuna valutazione finora
- Perno Itis NovaraDocumento7 paginePerno Itis NovaraAB1984Nessuna valutazione finora
- Lavorazioni Al Tornio - SlideDocumento19 pagineLavorazioni Al Tornio - SlidegiuliobomberNessuna valutazione finora
- LavorazioniDocumento19 pagineLavorazioniIl bis per favoreNessuna valutazione finora
- Relazione Sul CicloDocumento8 pagineRelazione Sul CicloFabio BerasiNessuna valutazione finora
- Verifica Delle Unioni Bullonate UltimoDocumento23 pagineVerifica Delle Unioni Bullonate UltimoManuel QuintavalleNessuna valutazione finora
- Formule Geometriche PDFDocumento5 pagineFormule Geometriche PDFAttilio BernardiNessuna valutazione finora
- Esercitazione 4 TDC 2011-12 SOLUZIONE PDFDocumento13 pagineEsercitazione 4 TDC 2011-12 SOLUZIONE PDFFabioNessuna valutazione finora
- 4253 EserciCM1VO2003 2004 PDFDocumento22 pagine4253 EserciCM1VO2003 2004 PDFmgualdiNessuna valutazione finora
- Serraggio Viti Collegamenti FilettatiDocumento28 pagineSerraggio Viti Collegamenti FilettatiSte Z0% (1)
- Dispensa Esercizi 01Documento45 pagineDispensa Esercizi 01xevni100% (1)
- Calcolo Viti Trapezie - 2Documento9 pagineCalcolo Viti Trapezie - 2Tommaso LeatiNessuna valutazione finora
- Dispense Costruzione Di Macchine Vol.1 - AndornoDocumento211 pagineDispense Costruzione Di Macchine Vol.1 - AndornoPierluigi RomanoNessuna valutazione finora
- Esercizi Costruzione Di MacchineDocumento6 pagineEsercizi Costruzione Di MacchineGiuseppe SpigapienaNessuna valutazione finora
- Nodi Uniroma Dettagliata Con EsempiDocumento13 pagineNodi Uniroma Dettagliata Con EsempiJohnathon TalleyNessuna valutazione finora
- ES9S Molle Soluzioni PDFDocumento20 pagineES9S Molle Soluzioni PDFFlaviaDiNapoliNessuna valutazione finora
- Formulario Parametri Taglio FresaturaDocumento5 pagineFormulario Parametri Taglio FresaturarmontefoschiNessuna valutazione finora
- RisoltoDocumento5 pagineRisoltoiaush.karimiNessuna valutazione finora
- Es (Albero Perni)Documento2 pagineEs (Albero Perni)Paride ToselliNessuna valutazione finora
- 4 Classe ESERCIZIDocumento27 pagine4 Classe ESERCIZIgiuseppe baldassarreNessuna valutazione finora
- 3 - Esercizi RisoltiDocumento258 pagine3 - Esercizi RisoltiprevrtljivacNessuna valutazione finora
- Slide 1 - Esercizi Svolti FaticaDocumento38 pagineSlide 1 - Esercizi Svolti FaticaPierluigi MarinoNessuna valutazione finora
- Progetto Albero Di RinvioDocumento15 pagineProgetto Albero Di RinvioMatteo Dalla VecchiaNessuna valutazione finora
- Fina KOLOMDocumento9 pagineFina KOLOMelizafirnandaNessuna valutazione finora
- Esercizi Svolti Analisi CarichiDocumento8 pagineEsercizi Svolti Analisi CarichiDonato PaglionicoNessuna valutazione finora
- Tesina ParatoiaDocumento16 pagineTesina Paratoiad_u_i_l_i_oNessuna valutazione finora
- TestDocumento3 pagineTestanas.akram1106Nessuna valutazione finora
- TORNITURADocumento3 pagineTORNITURAkamal abdeljalilNessuna valutazione finora
- Acciaio 06Documento15 pagineAcciaio 06David SmithNessuna valutazione finora
- Tecnologia Meccanica Testi Es 2009-10Documento4 pagineTecnologia Meccanica Testi Es 2009-10Sandro1955Nessuna valutazione finora
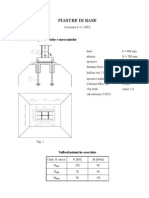
- Piastre Di BaseDocumento12 paginePiastre Di Basesysyphus01Nessuna valutazione finora
- Cicli Di Lavorazione Esercizio CicloDocumento18 pagineCicli Di Lavorazione Esercizio CicloucimolfettaNessuna valutazione finora
- Piastre Di BaseDocumento13 paginePiastre Di Basegfigari1Nessuna valutazione finora
- Formulario Parametri Taglio Tornio PDFDocumento3 pagineFormulario Parametri Taglio Tornio PDFa9r8f4g5d4s8rNessuna valutazione finora
- Barbisan - Tornitura - EsercizioDocumento4 pagineBarbisan - Tornitura - Esercizioravid80715Nessuna valutazione finora
- SCH Giunto Ortogonale 2 Bulloni PDFDocumento18 pagineSCH Giunto Ortogonale 2 Bulloni PDFTufano GrossoNessuna valutazione finora
- Maggio 1Documento4 pagineMaggio 1mario giordanoNessuna valutazione finora
- BulloniDocumento10 pagineBulloniBrian NelsonNessuna valutazione finora
- Cinghia DentataDocumento10 pagineCinghia Dentatagiuseppe baldassarreNessuna valutazione finora
- Viti e BulloniDocumento10 pagineViti e BulloniAngela ScottNessuna valutazione finora
- Coppie Serraggio 2849 - 2850Documento1 paginaCoppie Serraggio 2849 - 2850cicciox123Nessuna valutazione finora
- Esercizi di fisica per licei: onde, ottica e elettromagnetismoDa EverandEsercizi di fisica per licei: onde, ottica e elettromagnetismoNessuna valutazione finora
- Albero Islamico e Presentazione Generale Islam PDFDocumento16 pagineAlbero Islamico e Presentazione Generale Islam PDFFraMarcelloDiTora100% (1)
- PDSM A01 n01Documento32 paginePDSM A01 n01Podismo e AtleticaNessuna valutazione finora
- Teoria e Tecnica Dei Nuovi MediaDocumento34 pagineTeoria e Tecnica Dei Nuovi MediaAngela SahidNessuna valutazione finora
- 80'sDocumento2 pagine80'sEmanueleNessuna valutazione finora
- I.C. Padre Pio Sacrofano Graduatoria III Fascia Ata-DefinitvaDocumento126 pagineI.C. Padre Pio Sacrofano Graduatoria III Fascia Ata-Definitvarsueuropawoolf8793Nessuna valutazione finora
- Finanza e Mercati 20 12Documento20 pagineFinanza e Mercati 20 12Matteo SavastanoNessuna valutazione finora
- Caso CajeraDocumento2 pagineCaso Cajerajose manuelNessuna valutazione finora
- 7-Alcoli Fenoli EteriDocumento21 pagine7-Alcoli Fenoli EteriFederico Francesco Branzi ManganiNessuna valutazione finora
- CONGIUNTIVODocumento3 pagineCONGIUNTIVOAmalia SimionNessuna valutazione finora