Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Uni TS 11325-4
Caricato da
diego tagliabueTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Uni TS 11325-4
Caricato da
diego tagliabueCopyright:
Formati disponibili
Attrezzature a pressione
SPECIFICA Messa in servizio ed utilizzazione delle attrezzature e UNI!TS 11325-4
TECNICA degli insiemi a pressione
Parte 4: Metodi operativi per la valutazione di integrità di
attrezzature a pressione operanti In regime di scorrimento
viscoso applicabili nell'ambito della procedura di valutazione di
cui alla UNIITS 11325-2 APRILE2013
Pressure equipment
Putting into service and use of pressure equipment and assemblies
Part 4: Operational methods for lhe integrity assessment of pressure equipment womng
undercreep conditions related to lhe assessment procedure or lhe UNIITS 11325-2
La norma fornisce i metodi operativi necessari per eseguire la
valutazione di integrità di componenti di attrezzature a pressione
operanti in regime di scorrimento viscoso.
l metodi descritti costituiscono gli strumenti tecnici applicabili
nell'ambito della procedura di valutazione dell'idoneità all'ulteriore
esercizio delle attrezzature e degli Insiemi a pressione soggetti a
scorrimento viscoso descritta nella UNifTS 11325·2.
TESTO ITALIANO
ICS 23.020.30; 27.060.30
UNI \C UNI
Ente Nazionale Italiano Riproduzione vietata. Tutti i di ritti sono riservati. Nessuna parte del presente documento
di Unificazione può essere riprodotta o diffusa con un mezzo qualsiasi, fotocopie, microfilm oaltro, senza
lf1a Sannio, 2 Il consenso scritto dell'UNI.
20137 Milano, Italia www.uni.com
UNI!TS 11325-4:2013 Pagina l
PREMESSA
La specifica tecnica viene riesaminata ogni tre anni.
Eventuali osservazioni sulla UNI/TS 11325-4 devono pervenire
all'UNI entro aprile 2015.
La presente specifica tecnica è stata elaborata sotto la competenza
dell'ente federato all'UNI
CTI • Comitato Termotecnico Italiano
La Commissione Centrale Tecnica dell'UNI ha dato la sua
approvazione Il 29 marzo 2013.
La presente specifica tecnica è stata ratificata dal Presidente
dell'UNI ed è entrata a far parte del corpo normativo nazionale il
18 aprile 2013.
Le norme UNI sono elaborate cercando di tenere conto dei punti di vista di tutte le parti
interessate e di concili are ogni aspetto conflittuale, per rappresentare il reale stato
dell'arte della materia ed il necessario grado di consenso.
Chiunque ritenesse, a seguito dell'applicazione di questa norma, di poter fornire sug-
gerimenti per un suo miglioramento o per un suo adeguamento ad uno stato dell'arte
in evoluzione è pregato di inviare i propri contributi all'UNI, Ente Nazionale Italiano di
Unificazione, che li terrà in considerazione per l'eventuale revisione della norma stessa.
Le norme UNI sono revisionate, quando necessario, con la pubblicazione di nuove edizioni o
di aggiornamenti.
È importante pertanto che gli utilizzatori delle stesse si accertino di essere in possesso
dell'ultima edizione e degli eventuali aggiornamenti.
Si invitano inoltre gli utilizzatori a verificare l'esistenza di norme UNI corrispondenti alle
norme EN o ISO ove citate nei riferimenti normatlvi.
UNI!TS 11325-4:2013 ©UNI Pagina li
INDICE
INTRODUZIONE
1 SCOPO E CAMPO DI APPLICAZIONE
2 RIFERIMENTI NORMATIVI
3 TERMINI E DEFINIZIONI
4 METODI PER INDIVIDUARE LE CONDIZIONI DI SCORRIMENTO VISCOSO
SIGNIFICATIVO 2
4.1 Procedura generale per l'individuazione della temperatura di scorrimento
viscoso significativo 7Q.......................................................................................................................... 2
4.2 Effetti del tempo di esercizio............................................................................................................... 2
4.3 Equiparazione dei materiali ................................................................................................................. 3
5 METODI PER IL CALCOLO DELLA VITA TEORICA PER SCORRIMENTO
~~00 3
5.1 Generalità...................................................................................................................................................... 3
5.2 Fattori di riduzione ................................................................................................................................... 4
5.3 Parametro di Larson-Miller ...................................................................................................... ........... 4
5.4 Metodo 1 - Costruzione del diagramma bilogaritmico sollecitazione-tempo
mediante master-curve ................................................................................................ ....................... 4
Hgura 1 Esempio di Master Curve per l'acciaio F11 secondo la ASTM A182......................................... 5
-=---~
figUla 2 Esempio di lsoterma alla temperatura di esercizio, nel diagramma bilogaritmico
sollecitazione-tempo .................................................................................................................................... 6
5.5 Metodo 2 • Costruzione semplificata del diagramma bilogaritmico
sollecitazione-tempo ............................................................................................................................. 7
6 METODI SPERIMENTALI PER IL CALCOLO DELLA VITA RESIDUA A
SCORRIMENTO VISCOSO 8
7 METODI PER IL CALCOLO DELLA FRAZIONE DI VITA CONSUMATA
PER DANNEGGIAMENTO COMBINATO SCORRIMENTO ~SCOSO ·FATICA 8
8 METODI PER LE VERIFICHE DI STABILITÀ 9
9 METODO PER LA DETERMINAZIONE DEGLI INTERVALU TEMPORALI
PER LE VALUTAZIONI DI ULTERIORE ESERCIBILITÀ SUCCESSIVE
ALLA PRIMA 9
9.1 Determinazione degli intervalli in base al tempo di esercizio in regime di
scorrimento viscoso ....................................................................... ..................................................... 9
9.2 Casi particolari......................................................................................................................................... 10
9.3 Fattori d'influenza nella determinazione degli intervalli di ricontrollo......................... 10
9.4 Procedura di determinazione degli intervalli di ricontrollo ............................... ............... 11
prospetto 1 Fattori di riduz1one dei tempi di ricontrollo in funzione della categoria di conseguenza
relativa all'attrezzatura............................................................................................................................ 11
APPENDICE A ESTRATTO DEL DECRETO DEL MINISTERO DEUE ATTIVITÀ PRODUTTIVE
(informativa) 1 DICEMBRE 2004, N• 329 "REGOLAMENTO RECANTE NORME PER LA
MESSA IN SERVIZIO ED UTILIZZAZIONE DELLE ATTREZZATURE A
PRESSIONE E DEGLI INSIEMI DI CUI ALL'ARTICOLO 19 DEL DECRETO
LEGISLATIVO 25 FEBBRAIO 2000, N" 93" 12
APPENDICE 8 VERIFICA STATISTICA DELLA VALIDITÀ DELLA MASTER·CURVE•
(informativa) ESEMPIO DI APPLICAZIONE DEL POST ASSESSMENT TEST 2 13
figura 8.1 "Master Curve• polinomiale .................................................................................................................... 13
j)rospetto 6.1 Confronto tra tempo arottura effettivo •t" etempo calcolato mediante la •Masler CUJve• •r •.... 14
UNI/TS 11325-4:2013 ©UNI Pagina Ili
figura B.2 PAT 2.1 (a) .................................................................................................................................................. 15
figura B.3 PAT 2.1 (b) .................................................................................................................................................. 15
figura 9.4 PAT 2.1 (c)................................:.................................................................................................................. 16
APPENDICE c TEMPERATURA DI SCORRIMENTO VISCOSO SIGNIFICATIVO 1Q PER
(informativa} VP1=100 000 h 17
prospetto C.1 Temperatura di scorrimento significativo To per alcune lamiere tratta dalla Raccolta M
(edizione 1978) ........................................................................................................................................ 17
prospetto C.2 Temperatura di scorrimento significativo To per alcuni tubi tratta dalla Raccolta M
(edizione 1978) .......................................................................................................................................... 18
prospetto C.3 Temperatura di scorrimento significativo To per alcuni fucinati tratta dalla Raccolta M
(edizione 1978) ........ .... ............... ............. ............. ..................................................... ............. ...... ............ 18
APPENDICE D PROCEDURA PER LA DETERMINAZIONE DEGLI INTERVALLI DI
(informativa) RICONTROLLO 19
0.1 Generalità .................................................................................................................................................. 19
0.2 lndividuazìone dei fattori correttivi primari ............................................................................ 19
prospetto 0.1 Fattore correttivo per danneggiamento da scorrimento viscoso (fcw)...................................... 19
prospetto 0.2 Fattore correttivo per estensione controlli (/pecJ............................................................................. 20
prospetto 0.3 Fattore correttivo per monitoraggio in continuo del parametri operativi (fcm) ....................... 20
D.3 lndividuazione dei fattori correttivi aggiuntivi ........................................................................ 20
prospetto 0.4 Fattore correttivo per affidabilità della previsione (fca).................................................................. 20
prospetto 0.5 Fattore correttivo per vita consumata(~) ....................................................................................... 20
prospetto 0.6 Fattore correttivo per classe di rischio dell'apparecchio (fcc) ................................................. .... 21
prospetto 0.7 Fattore correttivo per ore di esercizio (foe) ........................................................................................ 21
prospetto 0.8 Fattore correttivo per proprietà del materiale (icp)..................................... .. .... ..... ............ ......... 21
prospetto 0.9 Fattore correttivo per stabilità della previsione (~prevl ..... ......................................................... .... 21
APPENDICE E DETERMINAZIONE DELLE CATEGORIE DELLE CONSEGUENZE 22
(informativa)
E.1 Generalità .................................................................................................................................................. 22
E.2 Simboli, abbreviazioni e unità di misura .................................................................................. 22
E.3 Determinazione delle categorie di pericolosità della sostanza ..................................... 22
figura E. l Diagramma di flusso del processo di determinazione delle categorie di pericolosità
della sostanza............................................................................................................................................. 23
prospetto E.1 Valori del fattore sostanza ...................................................................................................................... 23
prospetto E.2 Valori di ~................................................................................................................................................... 24
E.4 Determinazione dei fattori correttivi ........................................................................................... 24
E.5 Determinazione delle categorie delle conseguenze ........................................................ 24
figura E.2 Diagramma di flusso del processo di determinazione delle categorie delle conseguenze............ 25
APPENDICE F MODELLO DI RELAZIONE SINTETICA 26
(normativa)
APPENDICE G INDICAZIONI PER LA STIMA DELLA VITA RESIDUA MEDIANTE PROVE DI
(informativa) SCORRIMENTO VISCOSO SU MATERIALE ESPOSTO ALL'ESERCIZIO,
ESEGUITE SECONDO L'APPROCCIO "METODO OMEGA" 33
G.1 Generalità ..............................................................,.................. ............................................................... 33
G.2 La descrizione del comportamento del materiale in regime di scorrimento
viscoso mediante l'approccio "Omega" ..................................................................................... 33
G.3 Programma sperimentale ........................................................................... ..................................... 34
APPENDICE Z PUNTI DELLA PRESENTE SPECIFICA TECNICA RIGUARDANTI! REQUISITI
(informativa) DEL D.M. N• 329/2004 37
prospetto z.1 Confronto fra il D. M. N• 32912004 e la presente specifica tecnica ........................................... 37
BIBLIOGRAFIA 38
UNifTS 11325-4:2013 © UNI Pagina IV
INTRODUZIONE
La presente specifica tecnica è stata elaborata in conformità alle indicazioni dell'art. 3 del
Decreto del Ministero delle Attività Produttive 1 dicembre 2004, N° 329 "Regolamento
recante norme per la messa in servizio ed utilizzazione delle attrezzature a pressione e
degli insiemi di cui all'articolo 19 del decreto legislativo 25 febbraio 2000, N° 93" (di
seguito indicato con D.M. No 329/2004} con il contributo deii'ISPESL1>, del Forum degli
Organismi Notificati, del Coordinamento Tecnico lnterregionale e delle associazioni di
categoria interessate nell'ambito di un incarico conferito all'UNI dal Ministero delle attività
produttive al fine di supportare le disposizioni del D.M. N° 329/2004.
Per la corrispondenza con il predetto Decreto, vedere l'appendice informativa Z, che è
parte integrante della presente specifica tecnica.
1 SCOPO E CAMPO DI APPLICAZIONE
La presente specifica tecnica fornisce i metodi operativi necessari per eseguire la
valutazione di integrità di componenti di attrezzature a pressione operanti in regime di
scorrimento viscoso.
l metodi descritti costituiscono gli strumenti tecnici applicabili nell'ambito della procedura
di valutazione dell'idoneità all'ulteriore esercizio delle attrezzature e degli insiemi a
pressione soggetti a scorrimento viscoso descritta nella UNI/TS 11325-2.
2 RIFERIMENTI NORMATIVI
La presente specifica tecnica rimanda, mediante riferimenti datati e non, a disposizioni
contenute i,n altre pubblicazioni. Tali riferimenti normatM sono citati nei punti appropriati del
testo e sono di seguito elencati. Per quanto riguarda i riferimenti datati, successive modifiche
o revisioni apportate a dette pubblicazioni valgono unicamente se introdotte nella presente
specifica tecnica come aggiornamento o revisione. Per i riferimenti non datati vale l'ultima
edizione della pubblicazione alla quale si fa riferimento (compresi gli aggiornamenti).
UNI 11096 Prove non distruttive - Controlli sullo stato di integrità strutturale di
attrezzature a pressione soggette a scorrimento viscoso a caldo -
Pianificazione ed esecuzione dei controlli, valutazione dei risultati
e documentazione
UNI/TS 11325-1 Attrezzature a pressione - Messa in servizio ed utilizzazione delle
attrezzature e degli insiemi a pressione - Parte 1: Valutazione
dello stato di conservazione ed efficienza delle tubazioni in
esercizio ai fini della riquafificazione periodica d integrità
UNiffS 11325-2 Attrezzature a pressione Messa in servizio ed utilizzazione delle
v
attrezzature e degli insiemi a pressione - Parte 2: Procedura di
valutazione dell'idoneità all'ulteriore esercizio delle attrezzature e
degli insiemi a pressione soggetti a scorrimento viscoso
3 TERMINI E DEFINIZIONI
Ai fini della presente specifica tecnica si applicano i termini e le definizioni di cui alla
UNiffS 11325-2 e i termini e le definizioni seguenti:
3.1 equiparazione del materiali: Procedura mediante la quale un materiale è considerato
equivalente, agli effetti dello scorrimento viscoso, a un altro materiale.
1) Con l'art. 7 c. 1 del Decreto Legislativo N• 7112010 del31/05/2010 convertito con modifiChe nella legge 12212010 del
30/07/2010 le funzioni deii'ISPESL sono state trasferite aii'INAIL.
UNftrS 11325-4:2013 ©UNI Pagina1
3.2 fattore di riduzione di resistenza a scorrimento viscoso per giunti saldati (C,): Fattore di
riduzione delle proprietà meccaniche tempo-dipendenti del materiale per tenere conto di
eventuali riduzioni della resistenza, rispetto al materiale base, in corrispondenza delle
giunzioni saldate.
3.3 temperatura di incrocio alla vita di progetto in regime di scorrimento viscoso ( 7i):
Temperatura ottenuta dall'incrocio delle curve rappresentative di Rpo, 2r (valore tabellare
del carico unitario di scostamento dalla proporzionalità allo 0,2% nella prova di trazione)
e o-RNPsiT (valore tabellare del carico unitario di rottura per scorrimento viscoso per una
durata pari alla vita di progetto), ottenute mediante estrapolazione o interpolazione dei
valori tabellari.
3.4 temperatura di scorrimento viscoso significativo ( 1Q): Temperatura a partire dalla quale
gli effetti dello scorrimento viscoso divengono rilevanti ai fini del degrado delle
caratteristiche meccaniche del componente.
4 METODI PER INDIVIDUARE LE CONDIZIONI DI SCORRIMENTO VISCOSO SIGNIFICATIVO
4.1 Procedura generale per l'individuazione della temperatura di scorrimento viscoso
significativo To
La temperatura di scorrimento viscoso significativo è individuata, nell'ordine, come segue:
a) la temperatura individuata quale significativa dal fabbricante e riportata nel manuale
di uso e manutenzione, per ciascun componente di attrezzature ed insiemi marcati
CE ai fini della direttiva PED operanti in regime di scorrimento viscoso;
b) la temperatura di incrocio 7i, qualora essa sia ottenibile interpolando o estrapolando
i valori disponibili nelle norme di riferimento all'epoca della costruzione;
c) per i materiali definiti dalle norme ASTM/ASME, la temperatura immediatamente
inferiore a quella per la quale la massima tensione ammissibile del materiale è
dipendente dal tempo;
d) per gli acciai non legati definiti dalle norme ASTMIASME, al valore convenzionale
T0 = 400 ac, qualora non in contrasto con le prescrizioni del fabbricante di cui al punto a).
Nota Qualora i dati siano ritenuti maggiormente rispondenti, si può fare riferimento alle edizioni aggiornate delle norme.
In appendice C è riportata la temperatura To per alcuni materiali di uso corrente nel caso VPg=1 00 000 h.
4.2 Effetti del tempo di esercizio
Per tempi di esercizio superiori alla VP5 deve essere tenuto conto del decremento della
temperatura di scorrimento viscoso significativo all'aumentare del tempo di esercizio del
componente oggetto della valutazione.
Gli effetti del tempo di esercizio sulla T0 variano in base al tipo di materiale (acciai ferritici
ed austenitici).
Questo effetto non deve essere tenuto in considerazione per:
acciai legati (ferritìci) e non legati che lavorano a temperatura minore di T0 di almeno
15 oc;
acciai inossidabili austenitici che lavorano a temperatura minore di T0 di almeno 25 ac.
Per altri materiali si deve valutare caso per caso.
4.2.1 Acciai ferritici
Dopo un tempo maggiore di VP5 la temperatura di scorrimento viscoso significativo non è
più T0 ma è la temperatura T1 che risulta dall'eguaglianza:
(20 + log VP5 ) x (T0 + 273) = (20 + log t) x (T1 + 273) (1)
Pertanto la valutazione di vita consumata deve essere effettuata quando:
T~ T1 =a x T0 - b (2)
UNifTS 11325·4:2013 ©UNI Pagina2
dove:
T è la temperatura di esercizio;
a = (20 + log VP5} l (20 + log t);
b =273 x (1 - a);
è il tempo di esercizio in ore.
4.2.2 Acciai austenlticl
In maniera analoga a quanto descritto al punto 4.2.1, la valutazione di vita consumata
deve essere effettuata quando:
T?. T1 =c x T0 - d (3)
dove:
c ={15 + log VP5 ) l (15 + log t);
d = 273 x (1 -c).
4.3 Equiparazione dei materiali
Per i materiali di cui non sono note le caratteristiche meccaniche ad alta temperatura, la
temperatura T0 può essere determinata mediante equiparazione a materiali di proprietà note.
l parametri da utilizzare per l'equiparazione sono la composizione chimica e le
caratteristiche meccaniche a temperatura ambiente (rottura e snervamento). Quando
disponibili possono essere presi In considerazione altri parametri quali la struttura
metallografica, le caratteristiche tecnologiche, lo stato di fornitura e il processo di
fabbricazione.
L.:equiparazione può essere supportata da prove di tipo "small punch" che possono essere
effettuate, a discrezione dell'utillzzatore, su microcampioni prelevati dal materiale esercito.
Nota Per prove di tipo •small punch" ci si può riferire alle procedure riportate nel CEN/CWA 15627.
Nel caso in cui, con l'equiparazione adottata, l'attrezzatura risulti progettata ma non
esercita in regime di scorrimento viscoso, è necessario effettuare comunque, alla
scadenza della VP9 , i controlli previsti nella UNI!TS 11325-2 allo scopo di verificare
l'assenza di fenomeni da scorrimento viscoso e valldare l'equiparazione proposta.
5 METODI PER IL CALCOLO DELLA VITA TEORICA PER SCORRIMENTO VISCOSO
5.1 Generalità
Per il calcolo della vita teorica per scorrimento viscoso sono disponibili i seguenti metodi:
1) costruzione del diagramma bilogaritmico sollecitazione-tempo mediante
master-curve (vedere il punto 5.4);
2) costruzione semplificata del diagramma bilogaritmico sollecitazione-tempo (vedere il
punto 5.5).
Il metodo raccomandato è il metodo 1 mentre, per estrapolazioni temporali limitate, è
applicabile anche il metodo 2.
Nota 1 Altri metodi basati sulrutilizzo di curve disponibili in letteratura (per esempio curve deflnite nella UNI EN ISO 13704) o
basati sul parametro di Larson-Miiler (vedere punto 5.3) senza la costruzione del diagramma bllogaritmico
solledtazione-tempo possono essere applicati per casi specifiCi, qualora ritenuti più aflìdabifi.
Nota 2 Cestrapolazione della vita teorica totale è tollerata all'Interno della stessa decade logaritmica cui appartiene
il valore della sollecitazione a rottura. Pertanto, se si impiega la sollecitazione a rottura a 100 000 h, la vita
teorica totale è limitata a 1 000 000 h.
UNlfrS 11325-4:2013 ©UNI Pagina3
5.2 Fattori di riduzione
5.2.1 Fattori di riduzione della curva media sollecitazione-tempo
A scopo cautelativo la curva media sollecitazione-tempo deve essere ridotta del 20% sino
a ottenere la curva minima. In alternativa è possibile maggiorare la sollecitazione di
esercizio dividendola per un fattore di sicurezza es= 0,8.
5.2.2 Fattori di riduzione della resistenza a scorrimento viscoso per giunti saldati
In mancanza di precise informazioni sul comportamento del giunto in regime di
scorrimento viscoso deve essere assunto, per il fattore di riduzione ero un valore non
maggiore di 0,9.
Il fattore di riduzione della resistenza allo scorrimento viscoso deve essere utilizzato per
componenti in cui sono presenti giunzioni saldate prevalentemente sollecitate da tensioni
normali perpendicolari all'asse della giunzione stessa (per esempio le giunzioni saldate
longitudinali di composizione di un fasciame cilindrico). Il fattore di riduzione può invece
non essere utilizzato in componenti nei quali sono presenti giunzioni saldate sollecitate
prevalentemente da tensioni normali parallele all'asse della giunzione stessa (per
esempio le giunzioni circonferenziali tra tubi privi di saldature longitudinali). In casi
intermedi (per esempio in corrispondenza di aperture o giunzioni tra fasciami cilindrici e
flange, nei quali non è sempre netta la prevalenza della sollecitazione agente in una delle
due direzioni), può essere utilizzato un valore compreso tra 0,9 e 1 del fattore di riduzione,
in relazione, in modo particolare, all'effettiva direzione delle tensioni agenti. La corretta
quantificazione, nell'ambito delle limitazioni sopra riportate, del coefficiente di riduzione
della resistenza allo scorrimento viscoso in corrispondenza di giunzioni saldate è
comunque responsabilità dell'utilizzatore.
5.3 Parametro di Larson-Miller
Ai fini dell'applicazione dei metodi di calcolo presentati ai punti 5.4 e 5.5 si introduce il
parametro di Larson-Miller cosl definito:
PLM (o)= (log t+ C) x (T+ 273) x 1o-a (4)
dove:
PLM è il parametro di Larson-Miller, che correla, a parità di o; temperatura e tempo a rottura;
o; t e T sono rispettivamente la sollecitazione di rottura, il tempo e la temperatura (in
MPa, h e °C);
C è una costante che dipende dal materiale preso in esame.
L'utilizzatore deve selezionare il valore più adeguato, sulla base delle informazioni
disponibili nella letteratura tecnica.
Nota Possibili valori della costante Csono indicati nella API579·1/ASME FFS-1.
In assenza di informazioni relative al materiale considerato è ammesso l'impiego di un
valore pari a 20 per gli acciai ferritici e pari a 15 per gli acciai inossidabili austenitici.
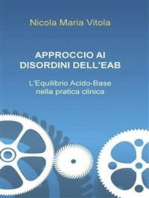
5.4 Metodo 1 - Costruzione del diagramma bilogaritmico sollecitazione-tempo mediante
master-curve
5.4.1 Costruzione della master curve
A partire dai valori di resistenza a scorrimento viscoso relativi al materiale {usualmente
relativi a 100 000 h, O"RI1oooooh/T) e impiegando il parametro di Larson-Miller, si traccia la
curva O"- PLM (vedere figura 1 a titolo di esempio).
Nota Per i valori di resistenza a scorrimento viscoso perì diversi materiali si può fare riferimento a: UNI EN 10028,
UNI EN 10216, Raccolta M lspesl, ecc.
Per il tracciamento della curva si parametrizza PLM con un polinomio di grado n-esimo
nella variabile log (o):
PLM (o)= Bo+ an log" (o) (5)
UNifTS 11325-4:2013 ©UNI Pagina4
dove:
n è un valore intero compreso tra 1 e 3;
i coefficienti ai si determinano con metodi di analisi numerica (per esempio metodo del
minimi quadrati) rispetto ai valori (ufV1ooooom· T, 100 000 h).
figura Esempio di Master Curve per l'acciaio F11 secondo la ASTM A182
Legenda
o ASTM DATA
Curva di interpol azione
X Log (a) (MPa)
Y PLM
y .
20 000
......
~
15000 ~
~
10 000 ~
"!"-
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 x
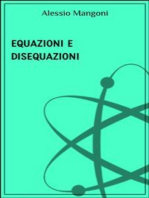
5.4.2 Costruzione del diagramma bllogarltmico
Sulla base della master curve relativa al materiale si traccia l'isoterma, nel diagramma
bilogaritmico sollecitazione-tempo, alla temperatura di esercizio, procedendo come
segue:
fissato un valore di u1 dalla master curve ricavare il corrispondente valore di PLM,;
utilizzando la formula del parametro di Larson-Miller in funzione della temperatura di
esercizio T, ricavare il corrispondente tempo a rottura ~1 ;
ripetere l'operazione per diversi valori di sollecitazione fino all'ottenimento del
diagramma bilogaritmlco;
ottenuta la curva media del diagramma bilogaritmico si ricava la curva minima
applicando la riduzione del 20%.
UNI/TS 11325-4:2013 C UNI Pagina5
figura 2 Esempio di isoterma alla temperatura di esercizio, nel diagramma bilogaritmico sollecitazione-tempo
Legenda
- Curva estrapolata a 521 oc
--o-- Curva delle Sollecitazioni Massime Ammissibili
X Time to rupture (h)
Y Stress (MPa)
y
1 000
, ___ - r - -
....
!
100 ---- ·---- --
t--1-- 1-r-
- -
-
10 000 100 000 1 000 000 x
La figura 2 mostra un esempio di curva (aR/t) media (linea continua), ottenuta dalla
master curve, e la curva minima (linea tratteggiata), ottenuta dalla precedente riducendo
del 20% i valori della sollecitazione a rottura.
5.4.3 Validazione della parametrizzazione
5.4.3.1 Generalità
La parametrizzazione deve essere convalidata a posteriori mediante delle verifiche da
effettuare sulle curve tracciate. La validazione raccomandata è quella tramite i Post
Assessment Tests (PAT) elaborati daii'European Creep Collaborative Committee (ECCC).
Le verifiche (PAT) da effettuare sono descritte nei punti che seguono.
5.4.3.2 PAT 1: Verifica della correttezza fisica della modellazione proposta
1) PAT 1.1: Verifica della corretta descrizione dei punti disponibili da parte dell'isoterma
di cui al punto 5.2.2.
La verifica impone che i valori disponibili sollecitazione/tempo siano correttamente
descritti dalle linee tracciate per quella temperatura (una regola generalmente
utilizzata è quella che i valori forniti debbano trovarsi all'interno dell'area individuata
dal± 20% della isoterma);
2) PAT 1.2: Verifica di anomalie nell'andamento delle suddette curve quali flessi,
intersezioni tra le isoterme, curve a "ricciolo", ecc.
Tale verifica deve essere condotta:
tra Tmin- 25 oc e Tmax + 25 oc
6
da 10 h a 10 h
per a~ 0,8 amln
UNiffS 11325-4:2013 ©UNI Pagina6
dove:
Tmin• Tmax sono rispettivamente la minima e massima temperatura dei punti forniti,
<1m1n è il minimo valore di resistenza a scorrimento viscoso dei punti forniti;
3) PAT 1.3: Verifica dell'andamento dell'esponente di Norton (n), stimato dalla derivata
della curva tracciata nel diagramma bllogaritmico di cui al punto 5.5, come di seguito
indicato:
n=- t5'1og t/ b'log u {6)
Dalla verifica deve risultare:
n> 1,5
5.4.3.3 PAT 2: Verifica statistica della validità della previsione
Il PAT 2 consiste nel confronto tra il tempo effettivo t cui si riferiscono i dati di partenza ed
il tempo t • definito mediante la master curve.
Devono essere verificate tre condizioni:
PAT 2.1 (a): il 98,5% dei dati deve essere compreso all'interno della banda ± 2,5s,
dove s rappresenta la deviazione standard dell'errore commesso;
PAT 2.1 (b): l'inclinazione della curva t5'1ogt *lb'logt deve essere compresa tra 0,78 e 1,22;
PAT 2.1 (c): la linea media è contenuta all'interno della banda ±log2, per ttra 100 h
e 106 h.
Nota Le raccomandazioni ECCC prevedono l'esecuzione del PAT tra 100 h e 105 h; tuttavia, considerate le finalità
per le quali è utilizzata la Master Curve, viene ritenuto opportuno l'ampliamento delrintervallo di riferimento.
Nel caso In cui la "master curve" sia realizzata utilizzando dati riferiti ad un solo valore del
tempo a rottura (per esempio 105 h), è possibile l'esecuzione del solo PAT 2.1 (a).
In appendice B viene proposto un esempio di applicazione del PAT 2.
5.5 Metodo 2 - Costruzione semplificata del diagramma bilogaritmico sollecitazione-tempo
La vita teorica per scorrimento viscoso è detwminata, sulla base delle sollecitazioni
significative presenti, mediante la costruzione, In un diagramma bilogaritmico
tempo-sollecitazione della curva dei carichi di rottura per scorrimento viscoso alla
temperatura considerata.
Le curve sollecitazione-tempo di rottura a temperatura costante, tracciate in un
diagramma bilogaritmico spesso sono rappresentate da linee rette, o possono essere
approssimate a rette relativamente a regioni limitate.
Queste rette sono analiticamente rappresentate nel seguente modo:
tr = m(orn (7}
dove:
tr è il tempo a rottura;
u è la sollecitazione;
m, n sono i parametri dipendenti dal materiale e dalla temperatura.
l parametri m, n sono calcolati noti due punti della curva (u1; t1), (o-2 ; ~)dove t1 e ~ sono
pari a 100 000 h e 200 000 h e 01 e u2 le corrispondenti sollecitazioni a rottura.
Il valore della sollecitazione a rottura a 200 000 h alla temperatura T1, qualora non noto,
è pari alla sollecitazione a rottura a 100 000 h alla temperatura equivalente Tx:
(C+ log200 000) x ( T1 + 273) (S)
273
Tx = (C+ log1 00 000) -
La sollecitazione di rottura alla temperatura equivalente rx
è ricavata per interpolazione
lineare. Detti T'e T" i valori delle temperatura immediatamente superiore e inferiore a Tx,
In corrispondenza delle quali sono note le sollecitazioni a rottura a 100 000 h (o' e o") si ha:
(9)
UNI/TS 11325-4:2013 © UNI Pagina7
Noti i valori delle sollecitazioni a rottura a 100 000 h e 200 000 h alla temperatura
considerata, si può costruire il diagramma bilogaritmico tempo~sollecitazione espresso
analiticamente dalla {7).
Infatti è possibile determinare la costante n:
t
log..!
t2
n "" - - (10}
log a2
0'1
e la costante m:
m= f:2a"2 = t1a"1 (11)
6 METODI SPERIMENTALI PER IL CALCOLO DELLA VITA RESIDUA A SCORRIMENTO
VISCOSO
Quando sono disponibili campioni di materiale esercito, possono essere adottati metodi
sperimentali per il calcolo della vita residua basati sull'impiego dei risultati di prove di
scorrimento viscoso. Tra questi si può utilizzare il "Metodo Omega" la cui procedura è
illustrata in appendice G.
7 METODI PER IL CALCOLO DELLA FRAZIONE DI VITA CONSUMATA PER
DANNEGGIAMENTO COMBINATO SCORRIMENTO VISCOSO • FATICA
Nella valutazione di ulteriore esercibilità di attrezzature in esercizio in regime di
scorrimento viscoso ad alta temperatura sollecitate da carichi ciclici si deve considerare
l'interazione tra il danneggiamento indotto dalla fatica ed il danneggiamento da
scorrimento viscoso. A parità di altre condizioni, infatti, la sollecitazione a fatica può
determinare la riduzione della vita residua del componente esaminato.
L'interazione scorrimento viscoso~fatica può essere significativa in alcuni casi anche per
modesti valori del numero di cicli di carico (per esempio in presenza di severe fasi
transitorie di avviamento/arresto, di accentuati gradienti termici durante la fase stazionaria
dell'esercizio o di giunzioni saldate tra materiali dissimili). ~utilizzatore deve di
conseguenza valutare la necessità di considerare gli effetti dell'interazione tra fatica e
scorrimento viscoso. Il calcolo della frazione di vita consumata per danneggiamento
combinato scorrimento viscoso-fatica deve essere effettuato quando il numero totale di
cicli operativi, nell'ambito dell'esercizio già sostenuto dall'attrezzatura e del periodo di
ulteriore esercibilltà che si intende accordarle, è maggiore di 1 000.
Sulla base delle informazioni sulle condizioni di esercizio dall'attrezzatura, l'utilizzatore
deve definire i cicli operativi che caratterizzano la vita a fatica del componente. Ciascun
ciclo operativo ha inizio in corrispondenza di una significativa variazione di pressione e/o
temperatura e termina in corrispondenza della variazione successiva. Tali variazioni
comprendono, ovviamente, l'avviamento e l'arresto dell'impianto di cui l'attrezzatura in
esame fa parte. Ciascun ciclo è costituito da fasi transitorie (all'inizio ed alla fine) e da una
fase stazionaria centrale. Quest'ultima è caratterizzata da pressione agente e
distribuzione di temperature costante. Le fasi transitorie devono invece essere descritte
definendo l'evoluzione nel tempo di pressione agente e distribuzione di temperature. Per
determinare l'evoluzione della distribuzione di temperature nel tempo può essere
necessaria l'esecuzione di analisi termiche numeriche in regime transitorio.
Per la valutazione di ulteriore esercibilità di attrezzature in pressione sollecitate a fatica e
mantenute in esercizio in regime di scorrimento viscoso devono essere utilizzate
procedure disponibili in letteratura (per esempio: R5 lssue 3, ASME Section 111, API
579-1/ASME FFS-1, TRD 508}.
UNifrS 11325-4:2013 ©UNI Pagina a
La definizione dei dati relativi al comportamento dei materiali (resistenza allo scorrimento
viscoso, resistenza a fatica, riduzione della resistenza allo scorrimento viscoso in
corrispondenza di giunzioni saldate, ecc.), quando non indicati dalle procedure di
valutazione adottate, deve essere effettuata sulla base di dati disponibili in letteratura.
!.:adozione delle procedure previste per il calcolo della frazione di vita consumata per
danneggiamento combinato scorrimento viscoso-fatica integra ma non sostituisce la
valutazione della vita residua dell'attrezzatura in esame per solo scorrimento viscoso
descritta al punto 5.
8 METODI PER LE VERIFICHE DI STABILITA
In corrispondenza di sottospessori rilevati in fase dì controllo deve essere verificata la
stabilità del componente alle sue condizioni di pressione e temperatura di progetto. A tale
scopo si possono utilizzare le formule applicate in fase di progetto facendo riferimento, in
ogni caso, al valore della sollecitazione massima ammissibile secondo il progetto iniziale.
Nella verifica, in luogo dello spessore minimo rilevato, può essere utilizzato uno spessore
convenzionale Se cos) definito:
Sc = Sm·30' {12)
dove:
Sm è il valore medio degli m spessori misurati;
O' è la variabilità relativa degli spessori rispetto al valore medio,
in accordo ai principi generali della UNI/TS 1"1325-1.
9 METODO PER LA DETERMINAZIONE DEGLI INTERVALLI TEMPORALI PER LE
VALUTAZIONI DI ULTERIORE ESERCIBILITÀ SUCCESSIVE ALLA PRIMA
9.1 Detenninazlone deg61ntervalli in base al tempo di esercizio in regime di scorrimento viscoso
Le tempistiche relative alle successive valutazioni si differenziano in funzione della
percentuale di vita in cui l'attrezzatura a pressione è stata esercita in regime di
scorrimento viscoso:
a) attrezzature esercite in regime di scorrimento viscoso per un periodo di tempo
maggiore del 10% di VP6 ;
b) attrezzature esercite in regime di scorrimento viscoso per un periodo di tempo
minore o uguale al 10% della VP6 ;
c) attrezzature mai esercite in regime di scorrimento viscoso.
Qualora VP5 non sia nota, si applica quanto previsto al punto a).
9.1.1 Attrezzature esercite in regime di scorrimento viscoso per un periodo di tempo maggiore del
10% di VP1
Le successive valutazioni di VR devono essere eseguite ad un intervallo di tempo non
maggiore del minore tra i due seguenti:
a) 60% di VR definita all'ultima valutazione;
b) intervallo .1/ di cui al punto 9.4.
Gli intervalli temporali di cui sopra debbono essere intesi come numero di ore effettivo di
esercizio. Si deve fissare comunque una data limite per la valutazione successiva,
lpotizzando un esercizio continuo senza interruzioni.
Nel caso l'utilizzatore preveda un esercizio futuro con interruzioni, può indicare nella
relazione finale il numero di ore previste di funzionamento annuo in modo che la data
limite per i successivi controlli tenga conto della previsione di esercizio futuro.
UNI!TS 113254:2013 ©UNI Pagina9
Per tutti i componenti progettati per avere VP5 > 100 000 h, per i quali è stato effettuato il
calcolo della frazione di vita consumata a 100 000 h, la successiva valutazione deve essere
eseguita alla scadenza dell'intervallo temporale individuato come sopra [punti a) e b)].
9.1.2 Attrezzature esercite in regime di scorrimento viscoso per un periodo di tempo minore o
uguale al10% di VP.
Le successive valutazioni di VR devono essere eseguite conformemente a quanto
indicato al punto 9.1.1, considerando che l'intervallo di ricontrollo .lJ./ può essere esteso
sino a un numero di ore pari alla differenza tra VP5 e le ore esercite in regime di
scorrimento viscoso.
9.1.3 Attrezzature mai esercite in regime di scorrimento viscoso
Le successive valutazioni di VR (da eseguire in accordo alla UNI!TS 11325~2} devono
essere eseguite dopo un numero di ore di esercizio pari a VP5 •
9.2 Casi particolari
9.2.1 Periodi di Inoperosità
Poiché le valutazioni devono essere effettuate dopo determinati tempi di eserc1z1o
effettivo, periodi di inoperosità possono estendere i tempi delle valutazioni, purché siano
dimostrati attraverso documenti in possesso dell'utilizzatore o attraverso la disponibilità di
dati di esercizio registrati mediante un sistema automatico di monitoraggio.
9.2.2 Impianti a ciclo continuo
Per i componenti soggetti a scorrimento viscoso di attrezzature o impianti a pressione
tacenti parte di impianti a ciclo continuo, l'utilizzatore può esercire l'impianto fino alla
successiva scadenza per fermata programmata se si abbia evidenza della integrità
strutturale del materiale esercito e se tale scadenza rientra in una tolleranza rispetto
all'intervallo individuato al punto 9.1:
del 20% sempre che, a tale data, la frazione di vita consumata nelle condizioni di
effettivo esercizio non sia maggiore del 60%;
del 1O% sempre che, a tale data, la frazione di vita consumata nelle condizioni di
effettivo esercizio non sia maggiore del 80%.
In ogni caso, tale proroga all'esecuzione dei controlli deve essere documentata
dall'utilizzatore.
9.3 Fattori d'influenza nella determinazione degli intervalli di ricontrollo
Nella determinazione degli intervalli di ricontrollo si devono analizzare gli elementi che
concorrono al danneggiamento dell'apparecchio, tenuto conto degli esiti dei controlli in campo. l
principali fattori che influenzano l'esercizio in sicurezza dell'apparecchio sono i seguenti:
classe del danneggiamento da scorrimento viscoso: tanto più elevata è la.classe del
danneggiamento da scorrimento viscoso riscontrato tanto minore deve essere
l'intervallo di ricontrollo, al fine di monitorare l'evoluzione dello stesso ed evitare
l'insorgere di condizioni critiche;
tipo di saldatura: il danneggiamento da scorrimento viscoso è più o meno critico in
relazione alla tipologia di saldatura sulla quale esso viene è rilevato (vedere
prospetto 0.1 );
parametro estensione controlli (PEC): ad una più alto valore del PEC, definito nella
UNI 11 096, corrisponde un intervallo di ricontrollo più esteso;
monitoraggio in continua dei parametri operativi (p= p( t) e T= T{ t)): l'esistenza di un
sistema automatico di monitoraggio dei parametri operativi (usualmente pressione e
temperatura in funzione del tempo}, fornendo una maggiore affidabilità dei parametri
di esercizio, consente di estendere l'intervallo di ricontrollo.
Per l'utilizzo di tali fattori vedere appendice D.
UNI!TS 11325-4:2013 ©UNI Pagina 10
9.4 Procedura di determinazione degli intervalli di ricontrollo
9.4.1 Fluidi non pericolosi
~intervallo di ricontrollo effettivo (IR} è determinabile come valore minimo tra l'intervallo
valutato dall'utilizzatore (fil ) e il 60% della Vita Residua:
lA =min(Ll/, 60%VR] (13)
L'intervallo Ll/ può essere determinato con la procedura riportata in appendice D.
In presenza di difettosità non riparata, la determinazione dell'intervallo di ricontrollo Ll/
deve essere effettuata mediante procedure del tipo "Fitness for Service".
9.4.2 Fluidi pericolosi
Nel caso di fluidi pericolosi gli intervalli di ricontrollo determinati al punto 9.4.1 devono
essere moltiplicati per un fattore di riduzione in funzione della categoria di conseguenza
relativa all'attrezzatura.
Nota La procedura per la determinazione delle categorie di conseguenza è riportata In appendice E.
l valori del fattori di riduzione sono i seguenti:
prospetto 1 Fattori di riduzione dei tempi di ricontrollo In funzione della categoria di conseguenza relativa
all'attrezzatura
categoria di Fattore di riduzione
conseguenza
1 1
2 0,9
3 0,7 .
·È tuttavia ammessa, sotto la responsabilità dell'utilizzatore, l'adozione di criteri alternativi,
In particolare nel caso in cui la frazione di vita consumata stimata dal calcolo sia
contenuta e/o non siano state riscontrate anomalie o indicazioni di incipiente
danneggiamento per scorrimento viscoso.
RELAZIONE SINTETICA
~appendice F contiene un modello di relazione sintetica per la raccolta dei principali dati
progettuali ed operativi dei componenti oggetto della valutazione di ulteriore esercibilltà
ed i ·risultati dell'analisi effettuata, ivi inclusi i danneggiamenti riscontrati e le prescrizioni
per l'ulteriore esercizio.
UNirrs 11325-4:2013 @UNI Pagina11
APPENDICE A ESTRATIO DEL DECRETO DEL MINISTERO DELLE ATTIVITÀ PRODUTTIVE
(informativa) 1 DICEMBRE 2004, No 329 "REGOLAMENTO RECANTE NORME PER LA MESSA IN
SERVIZIO ED UTILIZZAZIONE DELLE ATTREZZATURE A PRESSIONE E DEGLI
INSIEMI DI CUI ALl:ARTICOLO 19 DEL DECRETO LEGISLAllVO 25 FEBBRAIO 2000, No 93"
A titolo informativo si fornisce un estratto del D.M. No 329/2004. li testo di seguito riportato
non ha alcun valore legale, in quanto solo la pubblicazione della Gazzetta Ufficiale della
Repubblica Italiana ha valore legale.
Il D.M. W 329/2004 è pubblicato nel Supplemento ordinario alla Gazzetta Ufficiale W 22
del 28 gennaio 2005 - Serie Generale.
Art. 12. Verifiche di integrità in occasione delle verifiche periodiche
1} La verifica di integrità consiste nell'ispezione delle varie membratura mediante
esame visivo eseguito dall'esterno e dall'interno, ove possibile, in controlli
spessimetrici ed eventuali altri controlli che si rendano necessari a fronte di
situazioni evidenti di danno.
2) Ove nella rilevazione visiva e strumentale o solamente strumentale si riscontrano
difetti che possono in qualche modo pregiudicare l'ulteriore esercibilità
dell'attrezzatura, vengono intraprese, per l'eventuale autorizzazione da parte del
soggetto preposto, le opportune indagini supplementari atte a stabilire non solo
l'entità del difetto ma anche la sua possibile origine. Ciò al fine di intraprendere le
azioni più opportune di ripristino della integrità strutturale del componente, oppure a
valutarne il grado di sicurezza commisurato al tempo di ulteriore esercibilità con la
permanenza dei difetti riscontrati.
3) Per le attrezzature di cui all'articolo 1 che lavorano in condizioni di regime tali per cui
possono essere significativi fenomeni di scorrimento viscoso, oltre ai controlli di cui
ai commi precedenti, si osservano le prescrizioni tecniche vigenti in materia.
4) Quando l'attrezzatura ha caratteristiche tali da non consentire adeguate condizioni
di accessibilità all'interno o risulta comunque non ispezionabile esaustivamente,
l'ispezione è integrata, limitatamente alle camere non ispezionabilì, con una prova di
pressione a 1.125 volte la pressione PS che può essere effettuata utilizzando un
fluido allo stato liquido.
5) La non completa ispezionabilità può essere conseguente alla presenza, su parti
rappresentative del recipiente, di masse interne o rivestimenti interni o esterni
inamovibili, anche parzialmente, o la cui rimozione risulti pregiudizievole per
l'integrità delle membratura o dei rivestimenti o delle masse stesse.
6) La prova di pressione idraulica può essere sostituita, in caso di necessità e previa
predisposizione da parte dell'utente di opportuni provvedimenti di cautela, con una
prova di pressione con gas (aria o gas inerte) ad un valore di 1,1 volte la pressione
PS. In tale caso dovranno essere prese tutte le misure previste dal decreto del
Presidente della Repubblica 27 aprile 1955, No 547, per tale tipo di collaudo e la
prova deve avere una durata minima di due ore durante le quali deve essere
verificata l'assenza della caduta di pressione.
7) La verifica di integrità per le tubazioni non comporta obbligatoriamente ne' la prova
idraulica ne' la ispezione visiva interna, ma opportuni controlli non distruttivi per
l'accertamento della integrità della struttura.
UNifTS 11325·4:2013 ©UNI Pagina 12
APPENDICE B VERIFICA STATISTICA DELLA VALIDITÀ DELLA MASTER-CURVE- ESEMPIO DI
(informativa) APPLICAZIONE DEL POST ASSESSMENT TEST 2
Nella presente appendice si riporta un esempio di validazione della parametrizzazione
adottata, ai fini del tracciamento della Master Curve.
La validità della previsione, mediante metodo statistico, è stata ottenuta applicando i Post
Assessment Tests dell'ECCe, cosl come indicato al punto 5.4.3. L'esempio è svolto
prendendo in considerazione l'acciaio 1OCrMo9-1 O della UN l EN 10028-2.
La parametrizzazione adottata ha portato, nel caso specifico all'equazione:
y =-1 ,000798 x 103 ~ - 4,265454 x 1cf x+ 2,475489 x 1Q4 (8.1)
graficamente rappresentata in figura 8.1.
figura B.1 "Master Curve" polinomlale
Legenda
X Log10a
Y PLM
y
25000
20 000
2
y = -1,00079BE + 03x - 4,265454E + 02x + 2,475489E + 04
15000
10000~----~----~----~------~----~----~------~~
1,00 1,20 1 ,40 1,60 1,80 2,00 2,20 2,40 x
Confrontando il tempo effettivo t a rottura a una determinata temperatura T e una
sollecitazione cr (prime tre colonne del prospetto 8.1) con il tempo t * calcolato mediante
master curve e relativo al medesimo valore di sollecitazione e temperatura, si ottiene
quanto riportato nel prospetto 8.1.
UNI/TS 11325-4:2013 ©UNI Pagina13
prospetto 8.1 Confronto tra tempo a rottura effettivo "t" e tempo calcolato mediante la "Master Curve"" t•"
t(h) r(•c) o-(MPa) log1oo- Pu_. /*(h) t*!t
10000 510,0 176,00 2,25 18796 8 764 0,88
10000 520,0 156,00 2,19 19 036 9171 0,92
10000 530,0 138,00 2,14 19 276 9546 0,95
10000 540,0 122,00 2,09 19 516 9804 0,98
10000 550,0 108,00 2,03 19756 9829 0,98
10000 560,0 96,00 1,98 19 996 9494 0,95
10 000 570,0 85,00 1,93 20236 9 230 0,92
10000 580,0 75,00 1,88 20476 8997 0,90
10000 590,0 68,00 1,83 20716 7595 0,76
10000 600,0 61,00 1,79 20956 6694 0,157
100000 470,0 188,00 2,27 18579 109 805 1,10
100 000 480,0 170,00 2,23 16 829 98748 0,99
100 000 490,0 152,00 2,18 19 079 94498 0,94
100 000 500,0 135,00 2,13 19329 92967 0,93
100000 510,0 118,00 2,07 19 579 98909 0,99
100000 520,0 103,00 2,01 19829 103 794 1,04
100 000 530,0 90,00 1,95 20079 106 040 1,06
100 000 540,0 78,00 1,69 20329 110 794 1,11
100 000 550,0 68,00 1,63 20579 109893 1,10
100 000 560,0 58,00 1,76 20829 118624 1,19
100000 570,0 51,00 1,71 21079 108437 1,08
100000 580,0 44,00 1,64 21329 106129 1,06
100 000 590,0 36,00 1,56 21579 101 230 1,01
100 000 600,0 34,00 1,53 21829 82184 0,82
200 000 460,0 186,00 2,27 18 549 259228 1,30
200000 470,0 169,00 2,23 18 802 222698 1'11
200000 ~.o 152,00 2,18 19055 202 785 1,01
200000 490,0 136,00 2,13 19308 188 707 0,94
200 000 500,0 120,00 2,08 19 561 188485 0,94
200 000 510,0 105,00 2,02 19 815 194 087 0,97
200 000 520,0 91,00 1,96 20 068 206 401 1,03
200000 530,0 79,00 1,90 20321 212 461 1,06
200000 540,0 68,00 1,83 20574 223 315 1,12
200000 550,0 58,00 1,76 20827 239214 1,20
200 000 560,0 50,00 1,70 21080 237281 1,19
200 000 570,0 43,00 1,63 21333 232 559 1,16
200 000 580,0 37,00 1,57 21 586 222312 1,11
200000 590,0 32,00 1,51 21 839 203 774 1,02
200000 600,0 28,00 1,45 22092 175330 0,88
Dai dati del prospetto B. t si ricava la deviazione standard:
s = ([:E(Iog 10t-log 10t j~/(ncr1 }}0•5=0,0555 (6.2)
dove nd rappresenta il numero di dati, nel caso In esame pari a 39.
UNVfS 11325-4:2013 @UNI Pagina 14
1tre PAT 2.1 (a), 2.1 (b), 2.1 (c) sono verificati graficamente nelle figure 8.2, 8.3 e 8.4.
figura B.2 PAT 2.1 (a)
Legenda
X log 10t
Y log10t*
y
6
3 4 5 6 x
Il 98,5% dei dati è compreso all'interno della banda ± 2,5s, dove s rappresenta la deviazione
standard dell'errore commesso.
figura 8.3 PAT2.1 (b)
Legenda
X log10t
Y log 10t*
y
6
y= 1,0618x-0,2994
4 ··'
,...-
l.///_.. ./·
3 ~----------------~------------------~------------------~--··
4 5 6 x
L'inclinazione della curva &logt */&logt è compresa tra 0,78 e 1,22.
UNUTS 11325-4:2013 ©UNI Pagina15
figura B.4 PAT 2.1 (c)
Legenda
X log10t
Y log10t*
y
7
1 2 3 4 5 6 7 x
La linea media è contenuta all'interno della banda ±log2, per t tra 100 h e 106 h.
UNI/TS 11325-4:2013 ©UNI Pagina 16
APPENDICE C TEMPERATURA DI SCORRIMENTO VISCOSO SIGNIFICATIVO 10 PER VP5=100 ODO h
(informativa)
Nella presente appendice è riportata la temperatura di scorrimento viscoso significativo a
100 000 h per materiali di attrezzature a pressione in esercizio.
prospetto c.1 Temperatura di scorrimento significativo
..
70 per. alcune lamiere tratta dalla Raccolta M(edizione 1978)
Materiale Norma dl riferimento Tl C) Note
428 Sp<70mm
Fe 360·1 KW UNI5869-75 431 70<Sp<85
435 85<8p<100
414 SP<70mm
Fe41Q-1 KW " 417 70<Sp<85
420 85<Sp<100
Fe46G-1 KW . 410
413
8p< 70mm
70<Sp<85
416 85<Sp<100
Fe 51Q-1 KW . 400
402
Sp<70mm
70<SP<85
405 85<Sp<100
16 Mo3 . 479
481
Sp< 70mm
70<Sp<85
483 85<Sp<100
473 Sp<70mm
Il
16Mo5 476 70<Sp<85
14 Mn Mo 55 . 478
467
85<Sp<100
SP<70mm
488 Sp<70 mm
Il
14CrMo45 489 70<Sp<85
491 85<8p<100
12CrMo910 . 463
466
Sp<70mm
70<Sp<85
471 85<8p<100
17Mn4 OIN 17155·1959 412
19Mn5 " 400
15Mo3 • 480
13CrMo44 . 482
A204A ASTM A 204-74a 454
Il
A204B 454
A204C • 454
Sp =spessore lamiera.
UNI/TS 11325-4:2013 ©UNI Pagina17
prospetto c.2 Temperatura di scorrimento significativo 10 per alcuni tubi traHa dalla Raccolta M (edizione 1978)
Materiale Norma lQ["C) Note
C14 UNI5462·64 412
C18 " 400 7i =397 •c, 70 approssimato a 400 •c
16Mo5
.
" 474
14CrMo3
12 Cr Mo 910 . 496
478
St35.8 DIN 17175·1959 424
St45.8 405
15Mo3 " 475
13CrMo44 " 482
10CrMo910 " 4n
A 106A, 8, C ASTM A 106·75a 400 T; =371 •c, 70 approssimato a 400 •c
A213T2 ASTM A 213·76 482
A213T11 " 482
A213T12 " 482
A213T21 427
A213T22 " 454
A335 P1 ASTM A335 -75 454
A335 P2 " 482
A335P11
." 482
A335P12
. 482
A335 P21
A335 P22 . 454
454
7j = 371 •c, 7(j approssimato a 400 •c
A210GrA1
A210GrC
.
ASTM A 210·76 400
400 7j = 371 •c, 70 approssimato a 400 •c
A 209 T1, T1a ASTM A209·75 454
prospetto c.3 Temperatura di scorrimento significativo 10 per alcuni fucinati traHa dalla Raccolta M(edizione 1978)
Materiale Norma l(j["C) Note
Fe 410 KW UNI7660-n 416
Fe460·1 KW " 408
Fe460-2 KW " 408
Fe510-1 KW " 399
Fe510·2KW " 399
A 10573 ASTM A 105-73 400
A 182 F1 ASTM A 182-74 427
A182 F2 " 454
A182 FS
." 454
A 182 F6
. 399
A182F11
. 482
A162 F12
. 482
A 182 F21
A 182 F22 . 399
427
A336 F1
A336 FS .
ASTM A 338-70a 427
427
A336 F6 " 399
A336 F12
A336 F22
.
" 482
427
A 266 Cl2 ASTM A266·69 400
UNI/TS 11325-4:2013 ©UNI Pagina 18
APPENDICE D PROCEDURA PER LA DETERMINAZIONE DEGLI INTERVALLI DI RICONTROLLO
(informativa)
D.1 Generalità
L:intervallo ,1/ indicato nella formula di cui al punto 9.4 è minimo tra tutti gli intervalli LllgiuntoJ •
relativi a ciascun giunto saldato. Ciascun intervallo LI/giunto 1è determinabile come prodotto
dell'intervallo di riferimento Ll/rif per una serie di coefficienti correttivi fc1:
LI/ = m;n [LI/giunto l)
A/giunto = Alr11Ilfc1 (0.1)
i
dove fc1 è il fattore correttivo i-esimo.
L:intervallo di riferimento Ll/rlf è 50 000 h.
l fattori correttivi si suddividono in fattori correttivi principali e fattori correttivi aggiuntivi
secondo quanto di seguito indicato. l primi tengono in considerazione i fattori d'influenza
indicati al punto 9.3 considerati prioritari, i secondi tengono in considerazione elementi
aggiuntivi la cui influenza sull'intervallo di ulteriore esercizio è da valutarsi di volta in volta.
D.2 lndividuazione dei fattori correttivi primari
0.2.1 Classe del danneggiamento da scorrimento viscoso e tipo di saldatura
Il danneggiamento da scorrimento viscoso è più o meno critico in relazione alla tipologia di
saldatura sulla quale esso viene rilevato. l giunti saldati sono classificati in relazione alla loro
criticità (A: molto bassa, B: bassa, C: media, D: elevata, E: molto elevata) secondo quanto
Indicato nella UNI 11 096. Il fattore correttivo che tiene conto sia del grado di danno da
scorrimento viscoso che della criticità del giunto saldato è determinabile dal prospetto 0 .1.
prospetto 0.1 Fattore correttivo
.
per .danneggiamento da scorrimento viscoso (fcw)
Zona dllndagimfl
A B c D E
1 1,0 1,0 1,0 1,0 1,0
2 0,8 0,7 0,6 0,5 0,4
Grado di
danneggiamento da 3 0,5 a,43 a,31 a,26 a,2
scorrimento Viscosoal
4 0,2 a,16 a,12 a,aa o,a7
5 ac> acl acl acl ocl
a) 1 =Assenza di danneggiamento
2 = Microcavità isolate
3 = Microcavhà orientate
4 = Mlcrocricche
5 =Macrocricche
b) A titolo esemplificativo si riporta la criticità dei giunti saldati per collettori di generatori di vapore:
Criticità Tlpologla saldatura
A Saldature delle parti non a pressione (selle, appoggi, ecc.)
B Saldature fra collettore e troncheHI per serpentlni (diametro esterno tronchet1o <100 mm)
c Saldature fra collettore e grosse penetrazioni per tubi di collegamento (diametro esterno tubo ~100 mm)
D Saldature circonferenziall di oomposizione di coHettori o tubazioni
E Saldature su giunzionllongitudinan
E Materiale base
c) Nel caso di danneggiamento di grado 5 è necessario procedere aUa riparazione immediata
UNI/TS 11325-4:2a13 ©UNI Pagina19
0.2.2 Estensione controlli
L.:intervallo di ricontrollo Li/ è incrementato all'aumentare dell'estensione dei controlli e del
corrispondente parametro PEC, definito nella UNI 11096.
Nel prospetto 0.2 sono riportati i fattori correttivi da applicare in funzione del parametro
PEC applicato.
prospetto 0.2 Fattore correttivo per estensione controlli (fpeJ
PEC
1 2 3 4 5
0,8 0,95 1 1,1 1,2
0.2.3 Monitoraggio in continuo dei parametri operativi (p, t, 1):
L.:esistenza di un sistema automatico di monitoraggio dei parametri operativi è considerato
come elemento prioritario, di sicura utilità, che consente una maggiore affidabilità nella
stima della vita consumata. Ad esso è associato un coefficiente correttivo maggiore
dell'unità come indicato nel prospetto 0.3.
prospetto 0.3 Fattore correttivo per monitoraggio in continuo dei parametri operativi (fcm)
Senza monitoraggio Con monitoraggio
1,2
0.3 lndividuazione dei fattori correttivi aggiuntivi
0.3.1 Considerazioni generali
l fattori correttivi aggiuntivi rivestono carattere facoltativo in relazione alle valutazioni
effettuate in fase di verifica.
In base a considerazioni basate sull'esperienza, sono ulteriori fattori che possono essere
presi in considerazione per la determinazione dell'intervallo di ricontrollo (Li/).
0.3.2 Affidabilità della previsione di vita
Il fattore correttivo affidabilità della previsione di vita spesa è da considerare se risultati di
calcoli e controlli non risultano congruenti {prospetto 0.4).
prospetto 0.4 Fattore correttivo per affidabilità della previsione (Ice)
Previsione non affidabile Previsione affidabile
0,9
0.3.3 Vita consumata
Il fattore correttivo vita consumata è da considerare quando la vita consumata è prossima
al 100% (prospetto 0.5).
prospetto o.s Fattore correttivo per vita consumata (fcv)
VC> 90% VC~90%
0,9
UNifTS 11325-4:2013 ©UNI Pagina20
0.3.4 Classe di rischio dell'apparecchio
Il fattore correttivo classe di rischio è da considerare quando la classe di rischio
dell'apparecchio2l è inferiore a IV (prospetto D.6}.
prospetto o.s Fattore correttivo per classe di rischio dell'apparecchio (fcc)
Classe IV Classe l, Il, 111
1,1
0.3.5 Ore di esercizio
Il fattore correttivo ore di eserc1z1o è da considerare quando le ore di esercizio
dell'apparecchio sono superiori a 350 000 h (prospetto 0 .7).
prospetto 0.7 Fattore correttivo per ore di esercizio (Ice}
OE> 350000 h OE ~350000 h
0,95
0.3.6 Proprietà del materiale
Il fattore correttivo proprietà del materiale è da considerare quando le proprietà del
materiale a scorrimento viscoso non sono note ma vengono equiparate a quelle di un altro
materiale esistente (prospetto 0 .8).
prospetto o.B Fattore correttivo per proprietà del materiale (lçp)
Materiale di proprietà a Materiale di proprietà a
scorrimentoviscoso non note ed scorrimento viscoso
equiparate ad altro materiale tabulate
0,95
0.3.7 Stabilità della previsione
Il fattore correttivo affidabilità della previsione di vita spesa è da considerare quando il
grado di danno non mostra mutamenti rispetto all' intervallo precedente (prospetto D.9).
prospetto 0.9 Fattore correttivo per stabilità della previsione (fcprev)
Se il danno mostra Se il grado di danno non
evoluzione rispetto mostra mutamenti rispetto
aP'intervallo precedente all'Intervallo precedente
1'1
2) Classi da l a IV secondo la Direttiva PED (Direttiva 97/23/CE in materia di attrezzature a pressione).
UNifTS 11325-4:2013 @UNI Paglna21
APPENDICE E DETERMINAZIONE DELLE CATEGORIE DELLE CONSEGUENZE
(informativa)
E.1 Generalità
La procedura descritta nella presente appendice è adottata per stabilire l'entità delle
conseguenze a rottura del componente esaminato in relazione alla natura del fluido in
esso contenuto.
~approccio è focalizzato esclusivamente alle conseguenze sulle persone e non sul danno
ambientale.
E.2 Simboli, abbreviazioni e unità di misura
q numero di combustibilità
q numero di tossicità
he kJ/kg entalpia specifica di combustione
ke, ke, kv,
kp, kq, ~. fattori di correzione
Nt indice di infiammabilità
Nt indice dì tossicltà
Nr Indice di reattività
MF fattore materiale
Ed MJ energia d'espansione dovuta all'esplosione
m kg massa
mt kg massa di sostanza tossica
Pabs bar pressione assoluta
Pw bar pressione di esercizio
t9w o c temperatura di esercizio
tJ, o c flashpolnt
t\,a o c boìling point
3
MAC mg/m concentrazione in aria massima accettabile respirata da un
soggetto umano esposto giornalmente per otto ore al giorno e per
cinque giorni a settimana.
E.3 Determinazione delle categorie di pericolosità della sostanza ·
1 recipienti sono suddivisi in categorie di pericolosità in base alla natura e alla quantità
della sostanza in essi contenuti.
In figura E.1 è riportato il diagramma che determina la categoria di pericolosità della
sostanza contenuta; esso è applicato per:
ciascuna sostanza la cui massa è maggiore del 5% la massa totale del sistema;
ciascuna sostanza estremamente tossica nel sistema (Nt>4).
La categoria di pericolosità. del sistema è data dalla categoria più alta determinata per le
singole sostanze contenute nell'apparecchio.
UNI!TS 11325-4:2013 C UNI Paglna22
figura E.1 Diagramma di flusso del processo di determinazione delle categorie di pericolosità della sostanza
SI si
SI SI
Categoria 3
Per la determinazione del numeri di tosslcità e combustibilità si adottano le seguenti
espressioni:
C1 =1,6 x MF x {1,5+~+ky+~+kq) (E.1)
{E.2)
Il fattore materiale (MF), è una misura del rilascio potenziale di energia a temperatura e
pressione ambiente; è valutato a partire dalla reattività e dall'infiammabilità della sostanza
ed ha un valore compreso tra 1 e 40.
Nel prospetto E.1 3l vengono forniti i valori di MF valutati a partire dalle caratteristiche
chimico-fisiche delle sostanze e dai valori di N1 e Nr.
prospetto E.1 Valori del fattore sostanza
Uqukiogas N,
o 1 2 3 4
Af
Non combustibile o 1 14 24 29 40
~ >93,3 •c 1 4 14 24 29 40
37,a ·c<~ ~3,3 ·c 2 10 14 24 29 40
22,a ·c<~ ~37.a ·c o
3 3 16 16 24 29
~~.a •c e ~~ >37,8 •c
~~.a oc e l\.a~ 37,8 •c 4 21 21 24 29 40
l valori di N1 sono dedotti dal prospetto E.2.
3) Sull'argomento vedere anche DPCM 31 .3.89.
UNIITS 11325-4:2013 © UNI Paglna23
prospetto E.2 Valori di A{
Intervallo A(
mg/m3 1()() 5 M4C o
50 mg/m ~ MAC< 100 lll!Ym
3 3
1
20 mg/m s MAC<50 ~m
3 3
2
5 mgtmS s MAC< 20 mglm3 3
1 mglm s MAC < 5 m~
3 3
4
3
MAC<1 mglm 5
E.4 Determinazione dei fattori correttivi
Il Fattore temperatura (/co} è cosl determinato:
ki} = 0,6 per sostanza con t?w > z\,a;
leo = 0,25 per sostanza con f?w > ~;
~ =O negli altri casi.
Il Fattore pressione (kp} è cosl determinato:
kp = 0,57 log (pw + 1}. (E.3)
Il Fattore quantità (kq) è cosl determinato:
kq =0,001 ~ x (m x hc)0•305 . (E.4)
dove m è riferita alla sostanza considerata presente nel sistema; il fattore ha un
limite superiore pari a 2,5, ed un limite inferiore pari a 0,3.
Il Fattore vuoto (k,) è cosl determinato:
k, =0,75 per Pabs< 1 bar; (E.5)
k, = o negli altri casi. (E.6)
E.S Determinazione delle categorie delle conseguenze
La categoria delle conseguenze è determinata sulla base della categoria di pericolosità
della sostanza precedentemente valutata, prendendo in considerazione gli effetti
dell'esplosione fisica e della possibilità di danno rispetto all'area circostante l'ubicazione
dell'impianto.
Il diagramma che segue determina la categoria della conseguenza da impiegare nella
determinazione degli intervalli di ricontrollo per:
ciascuna sostanza la cui massa supera del 5% la massa totale del sistema;
ciascuna sostanza estremamente tossica nel sistema (N1>4);
ciascun compartimento o camera dell'attrezzatura in pressione.
UNVTS 11325-4:2013 C UNI Paglna24
f~gura E.2 Diagramma di flusso del processo di determinazione delle categorie delle conseguenze
si
SI
NO
SI
NO NO
SI
NO
si
CateflOrla Categoria
cooseguc~a c2 conseguenza C 3
UNI/TS 11325-4:2013 @UNI Pagina25
APPENDICE F MODELLO DI RELAZIONE SINTETICA
(normativa)
Di seguito sono fornite le informazioni minime da riportare nella relazione sintetica. 11
modello è fornito a titolo di esempio.
1) ANALISI PRELIMINARE
DATI PAINCIPAl.J
Matricola: Tlpo:
Luogo di Installazione: Azienda:
Temp di progetto ("C}: Pressione di progetto:
Numero di ore di effettivo esercizio: al
Ore di esercizio In regime di scorrimento viscoso:
Numero di cicli (awiamentVspegrVInenti, ecc.) da caldo jda tiepido jda freddo
Categoria di rischio dell'apparecchio secondo la PED
Fluido contenuto
STORIA D'ESERCIZIO
Anno di costruzione: Anno di entrata in servizio:
Incidenti ONo OSi Numero complessivo: Numero riguardanti componentlin scorrimento viscoso:
Riparazioni ONo OSi Numero complessivo: Numero riguardanti componenti In scorrimento viscoso:
Modifiche ONo O Sì Numero complessivo: Numero riguardanti componenti in scorrimento viscoso:
Divieti d'uso ONo OSi Numero complessivo:
Le misure Intraprese (Interventi di ripristino, riparazioni, modifiche) sono giudicate idonee per l'u~eriore esercizio, in OSI
IO No
sicurezza, del componente:
PRECEDENTI PRATICHE DI VITA RESIDUA
Num8f'o 01 02 03 04 05 06
Ore di eserclzlo
al (data)
Vrta Consumala
Ore u~eriore esercizio
ELENCO DEl COMPONENTI ESERCiTI IN REGIME DI SCORRIMENTO VISCOSO
N" Componente Membratura Materiale Tesercizio Tgsconìmerto Ore di esercizio Frazione di vita
viscoso spesa
siglHialtM>
1
2
3
4
5
6
7
8
UNIITS 11325-4:2013 C UNI Pagina26
(Continua)
Componenti non rilevanti ai fini della sicurezza
Sono presenti tubi di scambio termico contenuti all'interno di un fasciame o di una camera di combustione di resistenza
adeguata?
IDNo DSi
Note:
2) EQUIVALENZE dei MATERIALI
Indicare, per 1 materiali di cui non sono note le caratteristiche a scorrimento viscoso, le equiparazioni proposte
Caratteristiche meccaniche Composizione chimica
Rs Rm A% c Mn Si Cr Mo s p
Materiale impiegato
Materiale equivalente
Note:
3) CONTROLLI
Tlpologla ed Estensione del controlli
Componente VT VTE PT MT UT UTS DM RT ET HT ST STE Estensione
controlli PECal b)
1 D D D D D D D D D D o D
2 D D D D D D D o D D D D
3 o D D D o o D D D D D D
4 o D D D o D D D D D D o
5 D D D D D o D D D D D D
6 D D D D D D D D D o D D
7 D D D D D D D D D D D o
8 o o D D D o o o D D D o
a) Per legenda vedere UNI11096.
b) t.:estensione minima del controllo suUe varie parti del componente (saldature e materiale base) è giudicata: PEC5 (Elevata), PEC4 (Alta),
PEC3 (Buona), PEC2 (Media), PECi (Sufficiente} secondo UNI11096.
- l controlli effettuati corrispondono al piano presentato? O NO OSI
(Se la risposta è NO indicare motivazione}
- Tutti gli esami di base previsti nella UNI11096 sono stati effettuati? ONO OSI
(Se la risposta è NO indicare motivazione)
• Se sono presenti collettori multipli indicare Unumero di collettori esaminati
- Elencare eventuali prove distruttive eseguite
- Sono stati incrementati i controlli a seguito dei difetti riscontrati? O NO OSi
Note:
UN VTS 11325-4:2013 ©UNI Pagina27
(Continua)
4) DIFETTOLOGIA
Componente Difetti NDT
Tipo Posizione Origine Estensione Riparazione Tecnica di controllo utilizzata Estensione %del controllo sulla
per la rilevazione lipologia di giunto interessato
Prol Lungh Modalità PT, MT, UTS
Note:
5) DANNO DA CREEP E DEGRADO MICflOSTRUTIURALE (UNI11096)
COmponente Posizione Grado di Grado di danno da Riparazione Numero di repliche effettuate
degrado scorrimento viscoso sulla tipologia di giunto
microstrutturale interessato
Note:
6) SOTTOSPESSORI
Componente Posizione Entità (mm) Verifica UTS rumero di sezioni UTS punti per sezione
Note:
UNI!TS 11325-4:2013 ©UNI Pagina28
(Continua}
7) CALCOLI E VALUTAZIONI FINAU
Mecca ni1>ml di darmo
Sono presenti reazlonl significative indotte dal resto dell'impianto ONo OSI
È presente fatica oligociclica ONo O Sì
È presente corrosione ONo OSI
È presente erosione ONo DSl
Valori numerlcl
Indicare il valore del fattore di riduzione della resistenza a scorrimento viscoso sui giunti saldati
Indicare il valore dell'efficienza di saldatura adottata in progetto
Spessori Impiegati: O nominali O misurati
Norme utilizzate
Indicare rilerimento di provenienza dati a scorrimento viscoso (Raccolta M, ASME, ecc.)
Indicare la durata delle prove da culle sigma a 100 000 h sono estrapolate
Indicare norma calcolo sollecitazione di esercizio (VSRNSG, ASME, TRD ecc.}
Valutazioni particolari
Sono state effettuate valutazioni del tipo FFS in presenza di difetti ONo OSI
Sono stati effettuati calcoli agli elementi finiti ONo OSI
Esistono lncongruenze tra risultati di calcoli e controlli ONo OSl
(Se la risposta è Sì indicarne le motivazioni)
Intervalli di controllo e considerazioni finali
Tipo di procedura RBI per la determinazione intervalli di ricontrollo O qualitativa
O semi.quantitatlva
O quantltativa
Ore di u~eriore esercizio prescritte
Prescrizioni particolari per l'esercizio. (monitoraggio, manutenzione, declassamento delle condizioni di bollo, variazioni delle condizioni di
processo, ecc.)
Azioni correttive da intraprendere {sostituzioni, riparazioni, ecc.)
Ricontrollo entro:
Note:
UNI!rS 11325-4:2013 ©UNI Pagina29
Legenda
Tipologia del difetto Codice
Crk:ca lineare superficiale T1
Cricca circonferenziale superficiale T2
Cricche in profondità T3
Microcricche T4
Cavità T5
Mlcrocavità orientate T6
Mlcrocavità isolate T7
Inclusioni T8
Mancanza di penetrazione T9
Sottospessori T10
Crateri di corrosione T11
Posizione del difetto Codice
Materiale base fasciame P1
Materiale base fondi P2
Materiale base tronchetti P3
Estradosso eu rve P4
Saldatura fascìame/tronchettl PS (ZF) - ?6 (ZTA)
Saldatura fasciame/fondi P7 (ZF) - P8 (ZTA)
saldatura longitudinale fasciame P9 (ZF) - P1 O(ZTA)
Saldatura circonferenziale fasciame P11 (ZF) - P12 (ZTA)
Saldatura !Woltubo P13 (ZF)- P14 (ZTA)
Saldatura pezzi speciali P15 (ZF)- P16 (ZTA)
Origine del d~etto Codice
Originario di saldatura 01
Fatica termica 02
Fatica meccanica 03
Creep 04
Sollecitazioni esterne (linee, appoggi) 05
Corrosione 06
Dimensioni del difetto Codice
Lunghezza (mm)
L<S Ll
5<L<10 L2
10<L<20 L3
20<l<30 L4
30<L<40 L5
L>40 L6
Difetti microscopici L7
UNI!rS 11325-4:2013 C UNI Paglna30
Legenda (Continua)
Profondità
P<1 01
1<P<2 02
2<P<3 03
3<P<4 04
4<P<5 05
..
5<P<20 D6
P>20 07
Difetti microscopici 08
Difetti da scorrimento viscoso Grado
Nessun difetto 1
Cavità isolate 2
Cavità orientate 3
Mlcrocricche 4
Macrocricche 5
Riparazioni
Nessuna riparazione R1
Molatura R2
Ricarica R3
Rifacimento saldatura (parziale) R4
Rifacimento saldatura (totale, rimozione ZTA) R5
Sottospessori Verifica
Spessore Inferiore a nominale ma superiore al minimo di calcolo Sì
Inferiore al minimo di calcolo No
Degrado mlcrostrutturale Codice
Ferrite e peri~e lamellare A
Inizio di sferoidlzzazione, precipitazione di carburi a bordo grano B
Stadio intermedio di sferoidizzazione, la perlite ha Iniziato la c
sferoidizzazione ma lamelle sono ancora evidenti
Sferoidizzazione completa, ma i carburi sono ancora raggruppati nei loro D
grani perlitici originari
Carburi omogeneamente dispersi (nessuna traccia della struttura E
precedente ferrltlcalperlitica)
Caiburi omogeneamente dispersi, ma alcuni carburi sono cresciuti tramite F
coalescenza
UNirrS 11325-4:2013 @UNI Paglna 31
Legenda {Continua)
Membrature Tipo apparecchio
Fasciame Generatore di vapore
Fondo Forno per oIii minerali
Bocchello Reattore
Tronchetto Preriscaldatore acqua di alimento
Flangia Scambiatore
Riduzione Recipiente in pressione (In generale)
Peuo speciale
Componente Eventuale descrizione (testo)
Collettore SH SH1, SH2, ecc
Colettore RH RH1, RH2, ecc
Barilotto PVP, ecc.
Tubazioni di collegamento Tra .......e ........
Sezione radiante (forni)
Sezione convettiva (forni)
Recipiente
UNIITS 11325-4:2013 C UNI Paglna32
APPENDICE G INDICAZIONI PER LA STIMA DELLA VITA RESIDUA MEDIANTE PROVE DI
(informativa) SCORRIMENTO VISCOSO SU MATERIALE ESPOSTO ALL'ESERCIZIO, ESEGUITE
SECONDO L'APPROCCIO "METODO OMEGA"
G.1 ·Generalità
Nella presente appendice sono indicate le principali indicazioni per l'utilizzo dell'approccio
"Omega Method" nella stima della vita residua di attrezzature in servizio in regime di
scorrimento viscoso, mediante l'esecuzione di prove di laboratorio su campioni di
materiale esposto all'esercizio. L.:approcclo "Omega Method", sviluppato a partire dalla
seconda metà degli anni '80, è stato recepito dall'ultima edizione dello standard API
579-1/ASME FFS-1, pubblicato nel 2007, che ne presenta una dettagliata descrizione
(Part 1O- Annex F).
Mediante l'opportuna definizione del programma sperimentale, l'approccio "Omega
Method" permette di valutare la vita residua anche nel caso di attrezzature per le quali non
è disponibile un'accurata registrazione nel tempo dei dati di esercizio (pressione e
temperatura). Per molti materiali di comune impiego nelle applicazioni a temperatura
elevata, inoltre, è possibile evitare di estendere fino alla rottura le prove di scorrimento
viscoso, consentendo di conseguenza di formulare la stima di vita residua in tempi
contenuti, senza tuttavia pregiudicare l'affidabilità della valutazione.
L:approccio "Omega Method" può infine rappresentare un utile strumento di indagine ed
approfondimento nei casi in cui l'adozione della procedura tradizionale di valutazione
della vita residua determini risultati eccessivamente cautelativi, in contrasto con l'esito dei
controlli non distruttivi e degli esami metallografici.
G.2 La descrizione del comportamento del materiale in regime di scorrimento viscoso
mediante l'approccio "Omega"
Secondo l'approccio "Omega", l'evoluzione nel tempo delia deformazione per scorrimento
viscoso è descritta dall'equazione:
É(t) = 1 ;;; n ec
8 (G.1)
eo 1 - OÈot
in cui:
eo è la velocità di incremento della deformazione che il materiale presenta al termine
della fase di "scorrimento viscoso primario" (che viene posto come istante "zero"
iniziale);
È( t) è la velocità di incremento della deformazione nel generico istante t;
n è un parametro adimensionale, funzione della tensione agente, della temperatura di
esposizione e del materiale considerato;
Ec è la deformazione per scorrimento viscoso accumulata all'istante t (è trascurata la
deformazione per scorrimento viscoso accumulata durante la fase di scorrimento
viscoso primario).
Sulla base di tale modello, la rottura per scorrimento viscoso si verifica quando la velocità
di incremento della deformazione tende a infinito; il tempo teorico a rottura è quindi
definito dall'equazione:
1
lA=-. {G.2)
neo
Nel caso in cui venga stimata la velocità di incremento della deformazione all'istante t, la
vita residua a partire dall'istante t stesso è definita dall'equazione:
1
tR- t=-.- (G.3)
neo( t)
UNI!rS 11325-4:2013 ©UNI Pagina33
Sia per n sia per E( t) è possibile adottare una rappresentazione parametrica polinomiale,
simile al tradizionale approccio di Larson Miller:
n
.
PLMsR = [logE(t) + A0 (t)] T= -L Ak(logu) k-1 {G.4)
K 1
n
PLM0 = [logn- 8 0 ] T= -L Bk(logcryk-
1
(G.5)
K• 1
in cui u rappresenta la tensione agente e T (in K) la temperatura di esposizione. 1
coefficienti Ak e BK sono correlati al materiale impiegato; Ao(t) è inoltre dipendente
dall'istante t considerato.
In prove che presentino una significativa accelerazione della deformazione per
scorrimento viscoso è infine possibile stimare il valore di n mediante la relazione:
lnÉ =ilEç + lnÈo (G.6)
G.3 Programma sperimentale
G.3.1 Equipaggiamento per l'esecuzione delle prove di scorrimento viscoso
!.:equipaggiamento utilizzato per le prove di scorrimento viscoso dovrebbe consentire
l'esecuzione delle prove stesse In accordo alla UNI EN ISO 204, che costituisce il riferimento
per la conduzione del programma sperimentale. Dovrebbe inoltre prevedere la possibilità di
rilevare e registrare con periodicità opportuna (in ogni caso non maggiore di 30'):
la temperatura imposta al saggio di prova;
la deformazione per scorrimento viscoso del saggio di prova, misurata secondo l
criteri della UNI EN ISO 204.
Il sistema di rilevazione della deformazione dovrebbe essere in grado di apprezzare
velocità di incremento della deformazione stessa sufficientemente contenute, fino a
5x1 o-6 h' 1. È opportuno sottolineare che quanto maggiore è la sensibilità del sistema di
rilevazione, tanto più è possibile contenere il divario tra le condizioni di prova (tensione
agente e temperatura) e le effettive condizioni di esercizio dell'attrezzatura considerata, a
tutto vantaggio dell'affidabilità della valutazione.
!.!influenza dell'ossidazione sui risultati sperimentali può in alcuni casi essere significativa,
per esempio quando vengono previste elevate temperature di prova e/o le dimensioni del
saggio sono particolarmente contenute. Per quanto trascurare tali effetti sia in generale
cautelativo, nel caso in cui il ruolo dell'ossidazione sia quantitativamente rilevante può
essere opportuna l'adozione di un equipaggiamento che consenta l'esecuzione della
prova in atmosfera inerte.
È infine raccomandata l'adozione di dispositivi in grado di evitare irregolarità e/o
Interruzioni nell'erogazione della corrente elettrica. La ripresa di una prova che abbia
subito un'interruzione dovrebbe in generale essere evitata.
G.3.2 Prelievo dei saggi, numero di prove e condizioni di prova
l saggi per l'esecuzione delle prove dovrebbero in generale essere prelevati dalle
posizioni dell'attrezzatura in cui le condizioni di esercizio (tensione agente e temperatura
di esposizione) sono maggiormente severe. Questa prescrizione non dovrebbe in
particolare essere derogabile nel caso in cui il programma sperimentale sia finalizzato alla
stima della vita residua di attrezzature di cui non è disponibile la registrazione nel tempo
delle condizioni di esercizio.
Per quanto non sia possibile escluderlo a priori, l'utilizzo dell'approccio Omega su saggi
prelevati in corrispondenza di giunzioni saldate (cross~welcf) non è attualmente definito in
norme tecniche e/o pubblicazioni. Le prescrizioni della presente appendice si riferiscono
pertanto all'esecuzione di prove su saggi prelevati in materiale base.
UNifTS 11325-4:.2013 ©UNI Pagina34
La direzione di prelievo del saggio (rispetto alle direzioni principali dello stato di tensione
che caratterizza l'esercizio) non esercita una particolare influenza sul risultati della prova.
In generale è opportuno il prelievo del saggio in modo tale che il relativo asse
longitudinale coincida con la direzione della tensione principale massima, purché le
dimensioni del saggio rispettino le limitazioni indicate dalla UNI EN ISO 204. Se tale
condizione non è soddisfatta è ammessa l'adozione di una direzione di prelievo differente.
Il programma sperimentale raccomandato nella presente appendice prevede due
differenti tipologie di prova:
prove finalizzate alla determinazione di È( t) ;
prove finalizzate alla determinazione di n..
Per la prima tipologia dovrebbe essere eseguito un numero minimo di cinque prove,
eseguite in condizioni quanto più possibile prossime a quelle di esercizio. Tensione
agente e temperatura di esposizione devono essere definite, In generale, sulla base dei
criteri seguenti:
i valori di tensione dovrebbero coprire un intervallo sufficientemente ampio da
consentire la descrizione della relazione tra È( t) e O"mediante l'equazione (G.4); tale
intervallo, nel contempo, dovrebbe comprendere o essere ragionevolmente
prossimo alla tensione effettivamente agente nelle condizioni di esercizio, in modo
tale da garantire sufficiente attendibilità all'estrapolazione dei risultati;
la temperatura di prova non dovrebbe superare il minore tra i due valori seguenti:
temperatura massima di esercizio dell'attrezzatura più 70 °C,
temperatura massima di impiego prevista per il materiale dalla norma utilizzata
per la progettazione e la fabbricazione dell'attrezzatura.
Considerati i cnteri sopra descritti, le combinazioni tensione-temperatura dovrebbero
essere selezionate in modo tale da garantire che il sistema di rllevazione della
deformazione adottato dall'equipaggiamento di prova sia in grado di apprezzare il
corrispondente valore di è( f) •
Durante la prova è opportuno monitorare con adeguata periodicità (almeno ogni 48 h} il
valore della velocità di incremento della deformazione. Nella fase iniziale della prova la
velocità di incremento della deformazione decresce fino ad attestarsi su un valore minimo,
per evidenziare quindi un progressivo incremento nella fase successiva. A questo punto la
prova può essere interrotta: Il valore minimo della velocità di incremento della
deformazione determinato sperimentalmente costituisce il valore di È( t) corrispondente
alle condizioni di prova adottate.
L:esecuzione delle prove appartenenti alla seconda tipologia non è necessaria nel caso in
cui i valori di .Q per il materiale considerato siano indicati dalla API 579-1/ASME FFS-1
(Annex F). In tale circostanza, la determinazione sperimentale di .Q può essere condotta
per confermare l'attendibilità dei dati riportati dalla API 579-1/ASME FFS·1; a tale scopo
può essere sufficiente l'esecuzione di due prove. Nel caso in cui l valori di .Q non siano
disponibili è invece raccomandabile l'esecuzione di almeno cinque prove. Per la
definizione della tensione agente e della temperatura di prova dovrebbero essere adottati
gli stessi criteri descritti per la determinazione di è( t) .
La determinazione di n sulla base dei dati sperimentali (deformazione per scorrimento
viscoso e velocità di incremento della deformazione) è condotta mediante l'adozione
dell'equazione (G.6) della presente appendice. Dovrebbe essere segnalato che l'utilizzo
dell'equazione (G.6) comporta in generale la necessità di ottenere valori di deformazione
per scorrimento viscoso non inferiori a 5%+ 10%: la durata della prova è di conseguenza
significativamente superiore a quella necessaria per la determinazione di è( t) . Questo
aspetto dovrebbe essere opportunamente considerato nella definizione del programma
sperimentale.
UNIJTS 11325-4:2013 C UNI Pagina35
G.3.3 Elaborazione dei dati, stima della vita residua e documentazione finale
n
l valori di È( t) e ottenuti sperimentalmente dovrebbero essere interpolati utilizzando le
rappresentazioni parametriche definite dalle equazioni (G.4) e (G.5). Nel caso in cui li
materiale in esame sia incluso tra quelli considerati dalla API 579-1/ASME FFS-1, è
possibile utilizzare i coefficienti Ak (per ~1} e Bk indicati in Annex F determinando il solo
valore A0(t ).
Mediante le equazioni (G.4) e (G.5} sono determinati i valori di È( t) e n corrispondenti
alle condizioni di esercizio dell'attrezzatura ed è di conseguenza possibile (mediante
l'utilizzo dell'equazione (G.3), la stima della vita residua. A tale scopo dovrebbe essere
utilizzata la procedura indicata nella parte 10 della AP1579-1/ASME FFS-1, in cui:
i dati necessari per la valutazione (pressione e temperatura massima di esercizio,
spessore delle membratura, evoluzione nel tempo degli effetti di
ossidazione/corrosione ecc.) sono definiti con gli stessi criteri previsti per la
valutazione tradizionale;
la tensione di calcolo è ottenuta dividendo il valore corrispondente alla pressione
massima di esercizio per il coefficiente di sicurezza C8 = 0,8 e, ove necessario, per il
coefficiente C, di riduzione della resistenza a scorrimento viscoso in corrispondenza
di giunzioni saldate.
Oltre ad una dettagliata relazione sulla procedura adottata per l'interpolazione dei dati
sperimentali e la stima della vita residua, è raccomandabile, per quanto attiene il
programma sperimentale, produrre la documentazione seguente:
descrizione sintetica dell'equipaggiamento adottato per l'esecuzione della prova;
descrizione della geometria del saggio;
indicazione delle condizioni di prova (carico applicato e valore corrispondente della
tensione agente, temperatura di prova};
diagramma della registrazione della temperatura di prova per ciascuna delle
termocoppie posizionate sul saggio;
diagramma dell'evoluzione nel tempo della deformazione per scorrimento viscoso.
UNI!TS 11325-4:2013 ©UNI Paglna36
APPENDICE Z PUNTI DELLA PRESENTE SPECIFICA TECNICA RIGUARDANTI l REQUISITI DEL D.M.
(informativa) N° 329/2004
La presente specifica tecnica è stata elaborata nell'ambito di un incarico conferito all'UNI
dal Ministero delle attività produttive ed è di supporto ai requisiti del Decreto del Ministero
delle attività produttive 1 dicembre 2004, No 329 "Regolamento recante norme per la
messa in servizio ed utilizzazione delle attrezzature a pressione e degli insiemi di cui
all'articolo 19 del decreto legislativo 25 febbraio 2000, No 93".
AVVERTENZA: Altre disposizioni legislative possono essere applicabili ai prodotti che
rientrano nello scopo e campo di applicazione della presente specifica tecnica.
Qualora la presente specifica tecnica sia approvata dalle autorità competenti, la
conformità ai punti indicati nel prospetto Z.1 conferisce, entro i limiti del suo scopo e
campo di applicazione (punto 1), una presunzione di conformità·ai requisiti specifici del
D.M. No 329/2004.
prospetto z.1 Confronto fra il D.M. N" 329/2004 e la presente specifica tecnica
Punti della presente Contenuto Articoli del D.M.
specifica tecnica N" 329/2004
Tutti Attrezzature che lavorano in condizioni di regime tali per cui possono Art. 12, comma 3
essere signiftcativi fenomeni di scorrimento viscoso.
UNI/TS 11325·4:2013 ©UNI Pagina37
BIBLIOGRAFIA
[1] UNI EN 10028 (serie} Prodotti piani di acciai per recipienti a pressione
[2] UNI EN 10216 (serie) Tubi senza saldatura di acciaio per impieghi a pressione -
Condizioni tecniche di fornitura
[3] UNI EN 12952-4 Caldaie a tubi d'acqua ed installazioni ausiliarie - Parte 4:
Calcolo della durata di vita prevedibile di caldaie in esercizio
(4] UNI EN 12953·3 Caldaie a tubi da fumo - Parte 3: Progettazione e calcolo
delle parti in pressione
[5] UNI EN 14127 Prove non distruttive • Misurazione dello spessore mediante
ultrasuoni
[6] UNI EN ISO 204 "Materiali metallici • Prova di scorrimento uniassiale in
tensione - Metodo di prova"
[7] UNI EN ISO 13704 Industrie del petrolio, petrolchimiche e del gas naturale -
Calcolo dello spessore dei tubi dei riscaldatori nelle
raffinerie di petrolio
[8] UNI/TS 11325-1 Attrezzature a pressione • Messa In servizio ed
utilizzazione delle attrezzature e degli insiemi a pressione -
Parte 1: Valutazione dello stato di conservazione ed
efficienza delle tubazioni in esercizio ai fini della
riqualificazione periodica d'integrità
[9] UNI 11373 Prove non distruttive - Qualificazione e certificazione del
personale addetto alle prove non distruttive - Applicazione
della UNI EN 473 al personale addetto alle repliche
metallografiche su attrezzature a pressione soggette a
scorrimento viscoso
[10] UNI11374 Prove non distruttive - Esame metallografico per replica su
attrezzature a pressione soggette a scorrimento viscoso a caldo
[11] DPCM 31/3/89 Applicazione dell'art. 12 del D.P.R. 17 maggio 1988, N° 175,
concernente rischi rilevanti connessi a determinate attività
industriali. (G.U. 21 aprile 1989, W 93)
[12] Raccolta M Specificazioni tecniche applicative del Decreto ministeriale
21 novembre 1972 riguardanti l'impiego dei materiali nella
costruzione degli apparecchi a pressione (ed. 1978
aggiornata al 31/01/1982)
[13] API 579-1/ASME FFS-1 "Fitness-For-Service", Part 10 "Assessment of
components operating in the creep range"
[14] ASME Section III"Rules for Construction of Nuclear Facility Components", Division
1, Subsection NH "Ciass 1 Components in Elevated Temperature Service"
[15] CEN Workshop Agreement CWA 15627 "Small punch test method for metallic materials"
[16] ECCC Recommendations Vol. 5: "Guidance for the assessment of creep rupture,
creep straln and stress relaxatlon data". European Creep Collaborative Committee
[17] R5 "Assessment procedure for the high temperature response of
structures" lssue 3, Vol. 2/3 "Creep-Fatigue Crack lnitiation
Procedure for Defect-Free Structures" - British Energy
Generation Ltd
[18] The Omega Method • An Engineering Approach to Lite Assessment" (M. Prager,
Journal of Pressure Vessel Technology, August 2000, Vol. 122)
[19] TRD 508 Zusatzliche PrOfung an Bauteilen, berechnet mit
zeitabhàngigen Festigkeitswerten (pubblicazione del
Comitato Tedesco Generatori di Vapore; titolo in inglese:
"TRD 508 - Additional Test On Components - Methods for
the Calculation of Components Having Time-Dependent
Design Strength Values")
[20] ASTM A 182 Standard Specification for Forged or Rolled Alloy and
Stainless Steel Pipe Flanges, Forged Fittlngs, and Valves
and Parts for High·Temperature Service
UNI!TS 113254 :2013 ©UNI Pagina38
UNI
Ente Nazionale Italiano Riproduzione vietata • Legge 22 aprile 1941 N" 633 e successivi aggiornamenti.
di Unificazione
Via Sannio, 2
20137 Milano, Italia
Potrebbero piacerti anche
- Nuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeDa EverandNuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeNessuna valutazione finora
- UNI11224 - 2019 Impianti Di Rivelazione FumoDocumento46 pagineUNI11224 - 2019 Impianti Di Rivelazione FumoNicola CrocenziNessuna valutazione finora
- Nuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileDa EverandNuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileNessuna valutazione finora
- Uni TS 11325-2Documento20 pagineUni TS 11325-2diego tagliabueNessuna valutazione finora
- Uni 11224 2011Documento30 pagineUni 11224 2011Anonymous 7QpTAoNessuna valutazione finora
- Le attività occasionali nelle imposte sui redditi dell’ordinamento giuridico italiano. Analisi comparata della tassazione del collezionista in Italia e all’estero.Da EverandLe attività occasionali nelle imposte sui redditi dell’ordinamento giuridico italiano. Analisi comparata della tassazione del collezionista in Italia e all’estero.Nessuna valutazione finora
- UNI 11224 2007 IT Antincendio PDFDocumento22 pagineUNI 11224 2007 IT Antincendio PDFAlessandro VeroneseNessuna valutazione finora
- Terminologia ragionata della medicina cinese classica e moderna | Unità 4: Il qì 气 (氣)Da EverandTerminologia ragionata della medicina cinese classica e moderna | Unità 4: Il qì 气 (氣)Nessuna valutazione finora
- Uni10832-99 Serbatoi GPLDocumento22 pagineUni10832-99 Serbatoi GPLluca di pasqualeNessuna valutazione finora
- Terminologia ragionata della medicina cinese classica e moderna | Unità 5: Fisiologia di sangue e fluidiDa EverandTerminologia ragionata della medicina cinese classica e moderna | Unità 5: Fisiologia di sangue e fluidiNessuna valutazione finora
- 00ZP-D41-7306 RevDocumento28 pagine00ZP-D41-7306 RevUsman ArifNessuna valutazione finora
- Valutazione CLS in OperaDocumento25 pagineValutazione CLS in OperaMarco ConsortiNessuna valutazione finora
- Ottimizzazione ponderale di una cesta per piattaforma aereaDa EverandOttimizzazione ponderale di una cesta per piattaforma aereaNessuna valutazione finora
- Misuratore Scarico Di Terra SIRIUS87 - IT - 1-03Documento88 pagineMisuratore Scarico Di Terra SIRIUS87 - IT - 1-03Angelo MazzolaNessuna valutazione finora
- 28120-R03 Penetrant Testing (PT)Documento11 pagine28120-R03 Penetrant Testing (PT)Vidal Choque N.Nessuna valutazione finora
- Uni en Iso 10012 2000 Requisiti Per I Processi e Le Apparecchiature Di Misurazione PDFDocumento28 pagineUni en Iso 10012 2000 Requisiti Per I Processi e Le Apparecchiature Di Misurazione PDFAnonymous nbPvDoH7i50% (2)
- Esame Con Particelle Magnetiche (MT) Metodo Di Controllo e Criteri Di AccettabilitàDocumento11 pagineEsame Con Particelle Magnetiche (MT) Metodo Di Controllo e Criteri Di AccettabilitàJaikoNessuna valutazione finora
- Univ1993 4 3 2002 EitDocumento32 pagineUniv1993 4 3 2002 EitNicola TunziNessuna valutazione finora
- R03Documento11 pagineR03sviluppi____Nessuna valutazione finora
- Linea Guida Qualificazione FRP - 5 2019Documento35 pagineLinea Guida Qualificazione FRP - 5 2019B6956Nessuna valutazione finora
- Progettazione e Installazione: Design and InstallationDocumento14 pagineProgettazione e Installazione: Design and InstallationGiulia srlNessuna valutazione finora
- UNI ISO 2859-3 (Italiano)Documento22 pagineUNI ISO 2859-3 (Italiano)fabiano_projetoNessuna valutazione finora
- Capitolato Anas (2008)Documento37 pagineCapitolato Anas (2008)Simone GuarnacciaNessuna valutazione finora
- Uni1604144 EitDocumento3 pagineUni1604144 Eitsal wildeNessuna valutazione finora
- Uni 11104 2016Documento32 pagineUni 11104 2016Nicola ChioccarelloNessuna valutazione finora
- ENEA Certificati Bianchi (Luglio 2014)Documento163 pagineENEA Certificati Bianchi (Luglio 2014)Giuseppe Gentile100% (1)
- HT Vega74Documento60 pagineHT Vega74g.marsegliaNessuna valutazione finora
- Dimensionamento e Verifica Di Opere IdraulicheDocumento50 pagineDimensionamento e Verifica Di Opere IdraulicheAngela RossoniNessuna valutazione finora
- Cei Iec 60848 (1997) (Cei 3-35) PDFDocumento44 pagineCei Iec 60848 (1997) (Cei 3-35) PDFvsimongNessuna valutazione finora
- La Soppressione Dei Transitori Di Tensione PDFDocumento231 pagineLa Soppressione Dei Transitori Di Tensione PDFStefano BarbieriNessuna valutazione finora
- VepralDocumento60 pagineVepralWwf MarsicaNessuna valutazione finora
- Cei 62Documento26 pagineCei 62gandalf92Nessuna valutazione finora
- Uni 11235Documento42 pagineUni 11235zefiro15100% (1)
- Uni9165 Condotte Gas Fino A 5 Bar ProgDocumento28 pagineUni9165 Condotte Gas Fino A 5 Bar Progluca di pasqualeNessuna valutazione finora
- Uni 9494-2 - 2012Documento52 pagineUni 9494-2 - 2012Carlos GirelaNessuna valutazione finora
- IMPIANTI AERAZIONE UNI - 10339 - Del - 081017 PDFDocumento94 pagineIMPIANTI AERAZIONE UNI - 10339 - Del - 081017 PDFOlindo MattognoNessuna valutazione finora
- M050Documento142 pagineM050Mauricio Ariel H. OrellanaNessuna valutazione finora
- 28115-R06 Non Destructive Tests On Welded StructuresDocumento7 pagine28115-R06 Non Destructive Tests On Welded StructuresVidal Choque N.Nessuna valutazione finora
- Manuale MetrologiaDocumento150 pagineManuale Metrologiaboborg8792Nessuna valutazione finora
- REG-ON-MDR Rev 5Documento44 pagineREG-ON-MDR Rev 5giacomoNessuna valutazione finora
- CEI 64 14 V1 C. 1265 Inchiesta PubblicaDocumento116 pagineCEI 64 14 V1 C. 1265 Inchiesta PubblicaStauNessuna valutazione finora
- EN 764-5 Documentazione Di Conformità e Di Controllo Dei MaterialiDocumento16 pagineEN 764-5 Documentazione Di Conformità e Di Controllo Dei MaterialiAlin TomozeiNessuna valutazione finora
- Libro Daniele Navi GlioDocumento100 pagineLibro Daniele Navi Gliofacu_falaNessuna valutazione finora
- Manutenzione Manutenzione Criteri Di Progettazione Della Manutenzione UNI 10366Documento18 pagineManutenzione Manutenzione Criteri Di Progettazione Della Manutenzione UNI 10366Valerio Di LorenzoNessuna valutazione finora
- UNI TS 11300-4 (2012) Utilizzo Di Energie Rinnovabili Per La ClimatizzazioneDocumento130 pagineUNI TS 11300-4 (2012) Utilizzo Di Energie Rinnovabili Per La ClimatizzazionebanhinpbbwdegaebtnNessuna valutazione finora
- Micra 5 Low Nox Installazione e Manutenzione 0020266130 00 1398278Documento44 pagineMicra 5 Low Nox Installazione e Manutenzione 0020266130 00 1398278Valter BNessuna valutazione finora
- CNR dt207 r1 2018Documento425 pagineCNR dt207 r1 2018Mario Lo GiudiceNessuna valutazione finora
- UNI TS 11300 1 2014 PDF 1 20Documento20 pagineUNI TS 11300 1 2014 PDF 1 20GiuseppeNessuna valutazione finora
- Uni TS 11300-1 2014 PDFDocumento76 pagineUni TS 11300-1 2014 PDFluigicorvagliaNessuna valutazione finora
- Uni 11353.00 - 2010 - EitDocumento20 pagineUni 11353.00 - 2010 - EitvabaNessuna valutazione finora
- Istruzioni D Uso: Edizione 07.2005Documento35 pagineIstruzioni D Uso: Edizione 07.2005Carlos Roberto SantosNessuna valutazione finora
- Linee Guida Per Gli Audit Dei Sistemi Di Gestione Per La Qualità E/o Di Gestione AmbientaleDocumento38 pagineLinee Guida Per Gli Audit Dei Sistemi Di Gestione Per La Qualità E/o Di Gestione Ambientalel_47654558Nessuna valutazione finora
- Cei 64-13Documento60 pagineCei 64-13gandalf92Nessuna valutazione finora
- Uni 10779Documento24 pagineUni 10779Peng LuNessuna valutazione finora
- Manuale ColdirettiDocumento321 pagineManuale ColdirettiPaolo GeiNessuna valutazione finora
- Manuale Uso E Manutenzione Per La Cabina Di Verniciatura: Istruzione OriginaleDocumento30 pagineManuale Uso E Manutenzione Per La Cabina Di Verniciatura: Istruzione Originaleloris.xNessuna valutazione finora
- UNI EN ISO 13786 - 2001 - Caratteristiche Termiche DinamicheDocumento24 pagineUNI EN ISO 13786 - 2001 - Caratteristiche Termiche DinamicheGiuseppeNessuna valutazione finora
- 00 SISMICA 2009-10 Rev1.0Documento4 pagine00 SISMICA 2009-10 Rev1.0anpiccioloNessuna valutazione finora
- CPM9-Mecc 2435650Documento62 pagineCPM9-Mecc 2435650albertoterrNessuna valutazione finora
- Modellazione Del Processo Costruttivo Per Fasi Di Ponti A Conci Prefabbricati: Strategia Di Precompressione e Analisi Dei Fenomeni ViscosiDocumento31 pagineModellazione Del Processo Costruttivo Per Fasi Di Ponti A Conci Prefabbricati: Strategia Di Precompressione e Analisi Dei Fenomeni ViscosiFranco BontempiNessuna valutazione finora
- Castelli: Fondazioni Su PaliDocumento56 pagineCastelli: Fondazioni Su Palihal9000.1969Nessuna valutazione finora
- Prova Scritta - 3 Feb 2020Documento2 pagineProva Scritta - 3 Feb 2020dkxkeoxxkxkNessuna valutazione finora
- Knauf - Manuale IsolamentoTermico PDFDocumento76 pagineKnauf - Manuale IsolamentoTermico PDFmattosellNessuna valutazione finora
- Pandini-Mazzolani - Normativa Sismica Per Costruzioni in AcciaioDocumento13 paginePandini-Mazzolani - Normativa Sismica Per Costruzioni in AcciaioforrobyNessuna valutazione finora
- Lezioni Di Fisica 1: Daniele Sette Adriano Alippi Andrea BettucciDocumento22 pagineLezioni Di Fisica 1: Daniele Sette Adriano Alippi Andrea BettucciRaffaele Sag.Nessuna valutazione finora
- VAM-J IdownloadDocumento25 pagineVAM-J IdownloadIl Complotto Il ComplottoNessuna valutazione finora
- IMT 8 Impianti ConcentratoriDocumento31 pagineIMT 8 Impianti Concentratoricefa84Nessuna valutazione finora
- Modellazione Danneggiamento Da Creep PDFDocumento172 pagineModellazione Danneggiamento Da Creep PDFgiovanniNessuna valutazione finora
- Anatomia della Coscienza Quantica: La fisica dell'auto-guarigioneDa EverandAnatomia della Coscienza Quantica: La fisica dell'auto-guarigioneValutazione: 4.5 su 5 stelle4.5/5 (3)
- Nuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileDa EverandNuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileNessuna valutazione finora
- La medicina di santa Ildegarda: Per tutti i giorni e per tutta la famiglia.Da EverandLa medicina di santa Ildegarda: Per tutti i giorni e per tutta la famiglia.Valutazione: 5 su 5 stelle5/5 (2)
- Medicina Olistica Energetica: Guarire percorrendo una strada alternativa alla scienzaDa EverandMedicina Olistica Energetica: Guarire percorrendo una strada alternativa alla scienzaValutazione: 5 su 5 stelle5/5 (1)
- La comunicazione strategica nelle professioni sanitarieDa EverandLa comunicazione strategica nelle professioni sanitarieNessuna valutazione finora
- REIKI TRADIZIONALE GIAPPONESE primo e secondo livelloDa EverandREIKI TRADIZIONALE GIAPPONESE primo e secondo livelloNessuna valutazione finora
- Approccio ai disordini dell'EAB: L'Equilibrio Acido-Base nella pratica clinicaDa EverandApproccio ai disordini dell'EAB: L'Equilibrio Acido-Base nella pratica clinicaNessuna valutazione finora
- Elettrotecnica Generale: Circuiti Elettrici in Regime StazionarioDa EverandElettrotecnica Generale: Circuiti Elettrici in Regime StazionarioNessuna valutazione finora
- Biologia quantistica e Cronobiologia fasciale osteopaticaDa EverandBiologia quantistica e Cronobiologia fasciale osteopaticaNessuna valutazione finora
- Elettrotecnica | Passo dopo passo: Fondamenti, componenti & circuiti spiegati per principiantiDa EverandElettrotecnica | Passo dopo passo: Fondamenti, componenti & circuiti spiegati per principiantiNessuna valutazione finora
- Simbologia Massonica Vol.I: Simbologia e Tradizione esoterica liberomuratoriaDa EverandSimbologia Massonica Vol.I: Simbologia e Tradizione esoterica liberomuratoriaNessuna valutazione finora
- Biologia quantica: Viaggio ai confini della guarigioneDa EverandBiologia quantica: Viaggio ai confini della guarigioneNessuna valutazione finora
- Anatomia della Guarigione: I sette principi della Nuova Medicina IntegrataDa EverandAnatomia della Guarigione: I sette principi della Nuova Medicina IntegrataValutazione: 5 su 5 stelle5/5 (2)
- Il Grande Dizionario della MetaMedicina: Guarire interpretando i messaggi del corpoDa EverandIl Grande Dizionario della MetaMedicina: Guarire interpretando i messaggi del corpoNessuna valutazione finora
- Morfologia Dentale: La forma come fondamenta della modellazione sequenziale dall'analogico al digitaleDa EverandMorfologia Dentale: La forma come fondamenta della modellazione sequenziale dall'analogico al digitaleNessuna valutazione finora
- Nuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeDa EverandNuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeNessuna valutazione finora