Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Uni en Iso 10012 2000 Requisiti Per I Processi e Le Apparecchiature Di Misurazione PDF
Caricato da
Anonymous nbPvDoH7iTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Uni en Iso 10012 2000 Requisiti Per I Processi e Le Apparecchiature Di Misurazione PDF
Caricato da
Anonymous nbPvDoH7iCopyright:
Formati disponibili
Sistemi di gestione della misurazione
NORMA ITALIANA Requisiti per i processi e le apparecchiature di UNI EN ISO
misurazione 10012
APRILE 2004
Measurement management systems
Requirements for measurement processes and measuring
equipment
NORMA EUROPEA
CLASSIFICAZIONE ICS 03.120.10; 17.020
SOMMARIO La norma specica i requisiti generali e fornisce la guida per la gestione dei
processi di misurazione e per la conferma metrologica delle apparecchia-
ture per misurazione utilizzate per supportare e dimostrare la conformit ai
requisiti metrologici. Essa specica i requisiti di gestione per la qualit di un
sistema di gestione della misurazione, che pu essere utilizzato da unorga-
nizzazione che esegue misurazioni come parte di un intero sistema di
gestione e per garantire che siano soddisfatti i requisiti metrologici.
RELAZIONI NAZIONALI La presente norma sostituisce la UNI EN 30012-1:1994 e la UNI ISO 10012-2:2001.
RELAZIONI INTERNAZIONALI = EN ISO 10012:2003 (= ISO 10012:2003)
La presente norma la versione ufciale in lingua italiana della norma
europea EN ISO 10012 (edizione aprile 2003) e tiene conto delle corre-
zioni introdotte il 16 luglio 2003.
ORGANO COMPETENTE Commissione "Qualit ed afdabilit"
RATIFICA Presidente dellUNI, delibera del 2 marzo 2004
UNI UNI - Milano
Ente Nazionale Italiano Riproduzione vietata. Tutti i diritti sono riservati. Nessuna parte del presente documento
di Unicazione pu essere riprodotta o diffusa con un mezzo qualsiasi, fotocopie, microlm o altro, senza
Via Battistotti Sassi, 11B il consenso scritto dellUNI.
20133 Milano, Italia
Gr. 8 UNI EN ISO 10012:2004 Pagina I
PREMESSA NAZIONALE
La presente norma costituisce il recepimento, in lingua italiana, del-
la norma europea EN ISO 10012 (edizione aprile 2003 con corre-
zioni del 16 luglio 2003), che assume cos lo status di norma nazio-
nale italiana.
La traduzione stata curata dallUNI.
La Commissione "Qualit ed afdabilit" dellUNI segue i lavori euro-
pei sullargomento per delega della Commissione Centrale Tecnica.
Le norme UNI sono revisionate, quando necessario, con la pubbli-
cazione di nuove edizioni o di aggiornamenti.
importante pertanto che gli utilizzatori delle stesse si accertino di es-
sere in possesso dellultima edizione e degli eventuali aggiornamenti.
Si invitano inoltre gli utilizzatori a vericare lesistenza di norme UNI
corrispondenti alle norme EN o ISO ove citate nei riferimenti normativi.
Le norme UNI sono elaborate cercando di tenere conto dei punti di vista di tutte le parti
interessate e di conciliare ogni aspetto conittuale, per rappresentare il reale stato
dellarte della materia ed il necessario grado di consenso.
Chiunque ritenesse, a seguito dellapplicazione di questa norma, di poter fornire sug-
gerimenti per un suo miglioramento o per un suo adeguamento ad uno stato dellarte
in evoluzione pregato di inviare i propri contributi allUNI, Ente Nazionale Italiano di
Unicazione, che li terr in considerazione, per leventuale revisione della norma stessa.
UNI EN ISO 10012:2004 UNI Pagina II
INDICE
INTRODUZIONE 1
figura 1 Modello di un sistema di gestione della misurazione ....................................................................... 1
1 SCOPO E CAMPO DI APPLICAZIONE 2
2 RIFERIMENTI NORMATIVI 2
3 TERMINI E DEFINIZIONI 2
4 REQUISITI GENERALI 3
5 RESPONSABILIT DELLA DIREZIONE 3
5.1 Funzione metrologica ............................................................................................................................. 3
5.2 Attenzione focalizzata al cliente........................................................................................................ 4
5.3 Obiettivi per la qualit ............................................................................................................................. 4
5.4 Riesame da parte della direzione .................................................................................................... 4
6 GESTIONE DELLE RISORSE 5
6.1 Risorse umane ........................................................................................................................................... 5
6.2 Risorse relative all'informazione ....................................................................................................... 5
6.3 Risorse materiali........................................................................................................................................ 6
6.4 Fornitori esterni .......................................................................................................................................... 7
7 CONFERMA METROLOGICA E REALIZZAZIONE DEI PROCESSI DI
MISURAZIONE 8
7.1 Conferma metrologica ............................................................................................................................ 8
7.2 Processo di misurazione .................................................................................................................... 10
7.3 Incertezza di misura e riferibilit .................................................................................................... 13
8 ANALISI E MIGLIORAMENTO DEL SISTEMA DI GESTIONE DELLA
MISURAZIONE 14
8.1 Generalit................................................................................................................................................... 14
8.2 Audit e monitoraggio ............................................................................................................................ 14
8.3 Controllo delle non conformit ........................................................................................................ 15
8.4 Miglioramento .......................................................................................................................................... 16
figura 2 Processo di conferma metrologica di un'apparecchiatura di misurazione ............................. 17
APPENDICE A VISIONE D'INSIEME DEL PROCESSO DI CONFERMA METROLOGICA
(informativa) 18
APPENDICE ZA RIFERIMENTI NORMATIVI ALLE PUBBLICAZIONI INTERNAZIONALI E
(normativa) PUBBLICAZIONI EUROPEE CORRISPONDENTI 20
BIBLIOGRAFIA 21
UNI EN ISO 10012:2004 UNI Pagina III
UNI EN ISO 10012:2004 UNI Pagina IV
Sistemi di gestione della misurazione
NORMA EUROPEA Requisiti per i processi e le apparecchiature di EN 10012
misurazione
APRILE 2003
Measurement management systems Sostituisce
EN 30012-1:1993
EUROPEAN STANDARD Requirements for measurement processes and measuring
equipment (ISO 10012:2003)
Systmes de management de la mesure
NORME EUROPENNE Exigences pour les processus et les quipements de mesure
(ISO 10012:2003)
Messlenkungssysteme
EUROPISCHE NORM Anforderungen an Messprozesse und Messmittel (ISO 10012:2003)
DESCRITTORI
ICS 03.120.10; 17.020
La presente norma europea stata approvata dal CEN il 25 marzo 2003.
I membri del CEN devono attenersi alle Regole Comuni del CEN/CENELEC
che deniscono le modalit secondo le quali deve essere attribuito lo status di
norma nazionale alla norma europea, senza apportarvi modiche. Gli elenchi
aggiornati ed i riferimenti bibliograci relativi alle norme nazionali corrisponden-
ti possono essere ottenuti tramite richiesta alla Segreteria Centrale oppure ai
membri del CEN.
La presente norma europea esiste in tre versioni ufciali (inglese, francese e
tedesca). Una traduzione nella lingua nazionale, fatta sotto la propria respon-
sabilit da un membro del CEN e noticata alla Segreteria Centrale, ha il me-
desimo status delle versioni ufciali.
I membri del CEN sono gli Organismi nazionali di normazione di Austria,
Belgio, Danimarca, Finlandia, Francia, Germania, Grecia, Irlanda, Islanda,
Italia, Lussemburgo, Malta, Norvegia, Paesi Bassi, Portogallo, Regno Unito,
Repubblica Ceca, Slovacchia, Spagna, Svezia, Svizzera e Ungheria.
CEN
COMITATO EUROPEO DI NORMAZIONE
European Committee for Standardization
Comit Europen de Normalisation
Europisches Komitee fr Normung
Segreteria Centrale: rue de Stassart, 36 - B-1050 Bruxelles
2003 CEN
Tutti i diritti di riproduzione, in ogni forma, con ogni mezzo e in tutti i Paesi, sono
riservati ai Membri nazionali del CEN.
UNI EN ISO 10012:2004 UNI Pagina V
PREMESSA
Il presente documento (EN ISO 10012:2003) stato elaborato dal Comitato Tecnico
ISO/TC 176 "Gestione per la qualit ed assicurazione della qualit" in collaborazione
con il CMC.
Alla presente norma europea deve essere attribuito lo status di norma nazionale, o median-
te pubblicazione di un testo identico o mediante notica di adozione, entro ottobre 2003, e
le norme nazionali in contrasto devono essere ritirate entro ottobre 2003.
Il presente documento sostituisce la EN 30012-1:1993.
In conformit alle Regole Comuni CEN/CENELEC, gli enti nazionali di normazione dei se-
guenti Paesi sono tenuti a recepire la presente norma europea: Austria, Belgio, Danimar-
ca, Finlandia, Francia, Germania, Grecia, Irlanda, Islanda, Italia, Lussemburgo, Malta,
Norvegia, Paesi Bassi, Portogallo, Regno Unito, Repubblica Ceca, Slovacchia, Spagna,
Svezia, Svizzera e Ungheria.
NOTIFICA DI ADOZIONE
Il testo della norma internazionale ISO 10012:2003 stato approvato dal CEN come
EN ISO 10012:2003 senza alcuna modica.
NOTA
I riferimenti normativi alle norme internazionali sono elencati nell'appendice ZA (normativa).
UNI EN ISO 10012:2004 UNI Pagina VI
INTRODUZIONE
Un'efcace gestione del sistema di misurazione garantisce che le apparecchiature per
misurazione e i processi di misurazione siano idonei per l'utilizzo previsto. Un tale sistema
gioca un ruolo importante per conseguire gli obiettivi per la qualit del prodotto e gestire
il rischio di ottenere risultati delle misurazioni non corretti. L'obiettivo di un sistema di
gestione della misurazione di gestire il rischio che le apparecchiature per misurazione e
i processi di misurazione potrebbero produrre risultati non corretti che inuenzino la
qualit del prodotto dell'organizzazione. I metodi utilizzati per la gestione del sistema di
misurazione, vanno dalla verica di base dell'apparecchiatura per misurazione all'applica-
zione di tecniche statistiche utilizzate per la tenuta sotto controllo del processo di misura-
zione.
Nella presente norma internazionale, il termine "processo di misurazione" si applica alle
attivit di misurazione delle grandezze siche (ad esempio: nella progettazione, nelle
prove, nella produzione, nel controllo e collaudo).
Alla presente norma internazionale pu essere fatto riferimento:
- da un cliente quando specica i prodotti richiesti;
- da un fornitore quando specica i prodotti offerti;
- da organismi in ambito legislativo e/o regolamentari;
- nel quadro della valutazione e dell'audit del sistema di gestione della misurazione.
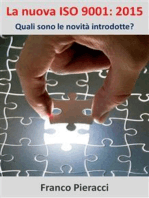
Uno dei principi di gestione stabiliti nella ISO 9000 risiede "nell'approccio per processi".
I processi di misurazione dovrebbero essere considerati come processi specici aventi il
ne di supportare la qualit dei prodotti fabbricati dall'organizzazione. L'applicazione del
modello del sistema di gestione della misurazione applicabile alla presente norma inter-
nazionale mostrato nella gura 1.
gura 1 Modello di un sistema di gestione della misurazione
La presente norma internazionale comprende sia i requisiti, sia la guida per l'attuazione
dei sistemi di gestione delle misurazioni e pu essere utilizzata per migliorare le attivit di
misurazione e la qualit dei prodotti. I requisiti sono scritti in caratteri normali. La guida di
applicazione scritta in carattere corsivo in un riquadro dopo il punto corrispondente.
La guida fornita soltanto per informazione e non deve essere interpretata come
un'aggiunta, una limitazione o una modica di qualunque requisito.
UNI EN ISO 10012:2004 UNI Pagina 1
Le organizzazioni hanno la responsabilit di determinare il livello dei controlli necessari e
di specicare i requisiti del sistema di gestione della misurazione da applicarsi come parte
dell'intero sistema di gestione. Salvo accordi diversi, la presente norma internazionale
non aggiunge, n riduce o sostituisce i requisiti di altre norme.
Il soddisfacimento dei requisiti stabiliti nella presente norma internazionale facilita la
conformit ai requisiti per le misurazioni e il controllo dei processi di misurazione speci-
cati in altre norme (per esempio, nelle ISO 9001:2000 punto 7.6 e ISO 14001:1996
punto 4.5.1).
1 SCOPO E CAMPO DI APPLICAZIONE
La presente norma internazionale specica i requisiti generali e fornisce la guida per la
gestione dei processi di misurazione e della conferma metrologica delle apparecchiature
per misurazione utilizzata per soddisfare e dimostrare la conformit ai requisiti metro-
logici. Essa specica i requisiti di gestione per la qualit applicabili a un sistema di
gestione della misurazione, il quale pu essere utilizzato da un'organizzazione che
esegua misurazioni sia come parte dell'intero sistema di gestione, sia al ne di garantire
che i requisiti metrologici siano soddisfatti.
La presente norma internazionale non intesa per essere utilizzata come un requisito per
dimostrare la conformit con le ISO 9001, ISO 14001 o con ogni altra norma.
Le parti interessate possono concordare di utilizzare la presente norma internazionale
come un elemento per soddisfare i requisiti del sistema di gestione della misurazione
nelle attivit di certicazione.
La presente norma internazionale non intesa come una sostituzione o come
un'aggiunta ai requisiti della ISO/IEC 17025.
Nota Esistono altre norme e guide per trattare particolari fattori che inuenzano i risultati delle misurazioni, quali
dettagli su metodi di misurazione, competenza del personale, confronti interlaboratorio.
2 RIFERIMENTI NORMATIVI
I documenti richiamati di seguito sono indispensabili per l'applicazione del presente
documento. Per i riferimenti datati, si applica solamente l'edizione citata. Per i riferimenti
non datati si applica l'ultima edizione del documento a cui si fa riferimento (compresi gli
aggiornamenti).
ISO 9000:2000 Quality management systems - Fundamentals and vocabulary
VIM:1993 International vocabulary of basic and general terms used in
metrology. Pubblicato congiuntamente da BIPM, IEC, IFCC, ISO,
IUPAC, IUPAP, OIML
3 TERMINI E DEFINIZIONI
Ai ni del presente documento si applicano i termini e le denizioni fornite dalla ISO 9000
e dal VIM, e i seguenti:
3.1 sistema di gestione della misurazione: Insieme di elementi correlati o interagenti
necessari per effettuare la conferma metrologica e il controllo continuo dei processi di
misurazione.
3.2 processo di misurazione: Insieme di operazioni effettuate per determinare il valore di una
grandezza.
3.3 apparecchiatura per misurazione: Strumento di misura, software, campione di misura,
materiale di riferimento o apparato ausiliario, ovvero un'opportuna combinazione di questi,
necessari per realizzare un processo di misurazione.
UNI EN ISO 10012:2004 UNI Pagina 2
3.4 caratteristica metrologica: Caratteristica distintiva che pu inuenzare i risultati della
misurazione.
Nota 1 Un'apparecchiatura per misurazione ha generalmente diverse caratteristiche metrologiche.
Nota 2 Le caratteristiche metrologiche possono essere oggetto di taratura.
3.5 conferma metrologica: Insieme di operazioni richieste per garantire che un'apparec-
chiatura per misurazione sia conforme ai requisiti per l'utilizzazione prevista.
Nota 1 La conferma metrologica generalmente comprende: la taratura e la verica; ogni aggiustamento o riparazione
necessari e la conseguente nuova taratura; il confronto con i requisiti metrologici per l'utilizzo previsto
dell'apparecchiatura; ogni sigillatura ed etichettatura richiesta.
Nota 2 La conferma metrologica non considerata completata ntanto che non sia dimostrata e documentata
l'idoneit per l'utilizzazione prevista dell'apparecchiatura per misurazione.
Nota 3 I requisiti per l'utilizzazione prevista comprendono considerazioni quali il campo di misura, la risoluzione, gli
errori massimi ammessi.
Nota 4 Di regola i requisiti metrologici sono distinti dai requisiti del prodotto e non sono specicati tra questi ultimi.
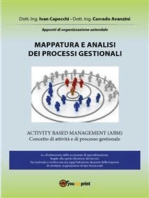
Nota 5 Un diagramma dei processi coinvolti nella conferma metrologica fornito dalla gura 2.
3.6 funzione metrologica: Funzione con responsabilit amministrativa e tecnica per la deni-
zione e attuazione del sistema di gestione della misurazione.
4 REQUISITI GENERALI
Il sistema di gestione della misurazione deve garantire che siano soddisfatti i requisiti
metrologici specicati.
Guida
I requisiti metrologici specificati sono derivati dai requisiti per il prodotto. Questi requisiti
sono necessari sia per le apparecchiature per misurazione sia per i processi di misura-
zione. I requisiti possono essere espressi come errore massimo ammesso, incertezza
ammessa, campo di misura, stabilit, risoluzione, condizioni ambientali, competenza
dell'operatore.
L'organizzazione deve specicare i processi di misurazione e le apparecchiature per
misurazione che sono soggetti alle disposizioni della presente norma internazionale.
Quando si decide lo scopo e il grado di estensione del sistema di gestione della misura-
zione, devono essere presi in considerazione i rischi e le conseguenze di un non soddi-
sfacimento dei requisiti metrologici.
Il sistema di gestione della misurazione comprende il controllo dei processi di misurazione
presi in considerazione e la conferma metrologica delle apparecchiature per misurazione
(vedere gura 2), nonch i necessari processi di supporto. I processi di misurazione
nell'ambito del sistema di gestione della misurazione devono essere controllati
(vedere 7.2). Tutte le apparecchiature per misurazione nell'ambito del sistema di gestione
della misurazione devono essere confermate (vedere 7.1).
Modiche al sistema di gestione della misurazione devono essere in accordo con le
procedure dell'organizzazione.
5 RESPONSABILIT DELLA DIREZIONE
5.1 Funzione metrologica
La funzione metrologica deve essere denita dall'organizzazione. L'alta direzione
dell'organizzazione deve garantire la disponibilit delle risorse necessarie per costituire e
mantenere la funzione metrologica.
UNI EN ISO 10012:2004 UNI Pagina 3
Guida
La funzione metrologica pu essere un singolo dipartimento o essere distribuita
nell'ambito dell'intera organizzazione.
Il responsabile della funzione metrologica deve stabilire, documentare e mantenere il
sistema di gestione della misurazione e provvedere al miglioramento continuo della sua
efcacia.
5.2 Attenzione focalizzata al cliente
Il responsabile della funzione metrologica deve garantire che:
a) i requisiti di misurazione espressi dal cliente siano individuati e trasformati in requisiti
metrologici;
b) il sistema di gestione della misurazione soddis i requisiti metrologici espressi dal
cliente;
c) la conformit ai requisiti specicati espressi dal cliente possa essere dimostrata.
5.3 Obiettivi per la qualit
Il responsabile della funzione metrologica deve denire e stabilire per il sistema di
gestione della misurazione obiettivi per la qualit valutabili quantitativamente. Devono
essere deniti oggettivi criteri prestazionali e procedure per i processi di misurazione e
per il loro controllo.
Guida
Esempi di obiettivi per la qualit a differenti livelli dell'organizzazione sono i seguenti:
- nessun prodotto non conforme deve essere accettato, nessun prodotto conforme
rifiutato a causa di misurazioni non corrette;
- nessun processo di misurazione deve rimanere in una condizione di fuori controllo
per pi di un giorno, senza che questo venga rilevato;
- tutte le conferme metrologiche devono essere completate nei tempi concordati;
- nessuna registrazione di conferma metrologica deve essere illeggibile;
- tutti i programmi di addestramento tecnico devono essere completati nei tempi
stabiliti;
- il tempo complessivo nel quale un'apparecchiatura per misurazione fuori uso
deve essere ridotto di una percentuale stabilita.
5.4 Riesame da parte della direzione
L'alta direzione dell'organizzazione deve garantire il riesame sistematico del sistema di
gestione della misurazione a intervalli pianicati per garantire la sua continua adegua-
tezza, efcacia e idoneit. L'alta direzione deve garantire che siano disponibili le risorse
necessarie per riesaminare il sistema di gestione della misurazione.
I risultati del riesame da parte della direzione devono essere utilizzati dal responsabile
della funzione metrologica per modicare il sistema come necessario, comprendendo il
miglioramento dei processi di misurazione (vedere punto 8) e il riesame degli obiettivi per
la qualit. I risultati di tutti i riesami e di tutte le azioni adottate devono essere registrati.
UNI EN ISO 10012:2004 UNI Pagina 4
6 GESTIONE DELLE RISORSE
6.1 Risorse umane
6.1.1 Responsabilit del personale
Il responsabile della funzione metrologica deve denire e documentare le responsabilit
di tutto il personale afferente al sistema di gestione della misurazione.
Guida
Queste responsabilit possono essere definite in organigrammi, mansionari e in istru-
zioni di lavoro o procedure.
La presente norma internazionale non esclude l'utilizzo di personale specializzato
esterno alla funzione metrologica.
6.1.2 Competenza ed addestramento
Il responsabile della funzione metrologica deve garantire che il personale coinvolto nel
sistema di gestione della misurazione abbia dimostrato capacit nell'esecuzione dei
compiti assegnati. Deve essere specicata ogni specializzazione richiesta. Il responsabile
della funzione metrologica deve garantire che sia fornito l'addestramento rispondente ad
esigenze identicate, che siano conservate le registrazioni delle attivit di addestramento
e che sia valutata e registrata l'efcacia dell'addestramento. Il personale deve essere reso
consapevole del grado di estensione delle proprie responsabilit e obblighi, nonch
dell'impatto delle proprie attivit sull'efcacia del sistema di gestione della misurazione e
sulla qualit del prodotto.
Guida
La competenza pu essere conseguita mediante istruzione, addestramento ed
esperienza, e pu essere dimostrata mediante prove o verifiche delle prestazioni.
Quando si utilizza personale in fase di addestramento, deve essere fornita una supervi-
sione adeguata.
6.2 Risorse relative all'informazione
6.2.1 Procedure
Le procedure del sistema di gestione della misurazione devono essere documentate per
quanto necessario e validate al ne di garantirne la dovuta attuazione, la coerenza di
applicazione e la validit dei risultati della misurazione.
L'emissione di nuove procedure o la modica di procedure documentate esistenti deve
essere autorizzata e controllata.
Le procedure devono essere aggiornate, disponibili e fornite quando richiesto.
Guida
Le procedure tecniche possono essere basate su codici di buona pratica pubblicati o su
istruzioni scritte del cliente o dei costruttori delle apparecchiature.
6.2.2 Software
Il software utilizzato nei processi di misurazione e nei calcoli dei risultati deve essere
documentato, identicato e controllato per garantirne l'idoneit per il continuo utilizzo.
Il software e ogni relativa revisione, deve essere provato e/o validato anteriormente alla
prima utilizzazione, approvato per l'utilizzazione e archiviato. Le prove devono essere
estese per quanto necessario al ne di garantire risultati di misurazione validi.
UNI EN ISO 10012:2004 UNI Pagina 5
Guida
Il software pu essere in diverse forme, di base, programmabile, o di tipo commerciale.
Il software di tipo commerciale potrebbe non richiedere prove.
Le prove possono comprendere la ricerca di virus, la verifica di algoritmi programmati
dall'utilizzatore o una loro combinazione secondo quanto necessario per conseguire i
risultati di misurazione richiesti.
Il controllo della configurazione del software pu aiutare a mantenere l'integrit e la
validit dei processi di misurazione che utilizzano il software. L'archiviazione pu essere
eseguita creando copie (back-up), archivi esterni o ogni altro mezzo per salvaguardare
i programmi, garantire l'accessibilit e fornire il livello di rintracciabilit necessario.
6.2.3 Registrazioni
Le registrazioni contenenti le informazioni richieste per le operazioni del sistema di
gestione della misurazione devono essere conservate. Procedure documentate devono
garantire l'identicazione, l'archiviazione, la protezione, il recupero, il tempo di conserva-
zione e le modalit di distruzione delle registrazioni.
Guida
Esempi di registrazioni sono i risultati della conferma, i risultati della misurazione, i dati
di acquisto, i dati operativi, i dati concernenti le non conformit, i reclami del cliente,
l'addestramento, le qualifiche o ogni altro dato storico fornito a supporto dei processi di
misurazione.
6.2.4 Identicazione
Le apparecchiature per misurazione e le procedure tecniche utilizzate nel sistema di
gestione delle misurazioni devono essere identicate in modo chiaro, individualmente o
collettivamente. Deve sempre esistere una identicazione dello stato di conferma metro-
logica dell'apparecchiatura. Una apparecchiatura confermata per l'utilizzazione esclusiva-
mente, in uno o pi processi di misurazione particolari, deve essere chiaramente identi-
cata o altrimenti controllata, onde prevenire un utilizzo non autorizzato. Le apparec-
chiature utilizzate nel sistema di gestione delle misurazioni devono essere distinguibili
dalle altre apparecchiature.
6.3 Risorse materiali
6.3.1 Apparecchiature per misurazione
Tutte le apparecchiature per misurazione necessarie per soddisfare i requisiti metrologici
specicati devono essere disponibili e identicate nel sistema di gestione della misura-
zione. Le apparecchiature per misurazione devono trovarsi in uno stato di taratura valido
prima di essere confermate. Le apparecchiature per misurazione devono essere utilizzate
in un ambiente controllato, ovvero in un ambiente le cui propriet caratteristiche siano
note al livello necessario al ne di garantire risultati di misurazione validi. Le apparec-
chiature per misurazione utilizzate per monitorare e registrare le grandezze d'inuenza
devono essere comprese nel sistema di gestione della misurazione.
UNI EN ISO 10012:2004 UNI Pagina 6
Guida
Le apparecchiature per misurazione possono essere confermate per l'utilizzazione in
particolari processi di misurazione, e non essere confermate per l'utilizzazione in altri
processi di misurazione a causa di differenti requisiti metrologici. I requisiti metrologici
delle apparecchiature per misurazione sono derivati da requisiti specificati per il
prodotto o per le apparecchiature da tarare, verificare e confermare.
L'errore massimo ammesso pu essere stabilito dalla funzione metrologica o dal riferi-
mento a specifiche pubblicate dal costruttore delle apparecchiature per misurazione.
Le apparecchiature per misurazione possono essere tarate da un'organizzazione
diversa dalla funzione metrologica che realizza la conferma metrologica.
La caratterizzazione dei materiali di riferimento pu soddisfare le esigenze per una
taratura.
Il responsabile della funzione metrologica deve stabilire, mantenere e utilizzare procedure
documentate per ricevere, manipolare, trasportare, conservare e spedire le apparec-
chiature per misurazione, al ne di prevenire l'utilizzazione non autorizzata, l'utilizzazione
non corretta, il danneggiamento e l'alterazione delle caratteristiche metrologiche. Devono
esistere procedure per il trattamento delle apparecchiature per misurazione quando esse
vengono inserite o rimosse dal sistema di gestione della misurazione.
6.3.2 Ambiente
Le condizioni ambientali richieste per il funzionamento efcace dei processi di misura-
zione coperti dal sistema di gestione della misurazione devono essere documentate.
Le condizioni ambientali che inuenzano le misurazioni devono essere monitorate e
registrate. Le correzioni basate sulle condizioni ambientali devono essere registrate e
applicate ai risultati della misurazione.
Guida
Le condizioni ambientali che influenzano i risultati della misurazione possono
comprendere la temperatura, la velocit di variazione della temperatura, l'umidit, le
condizioni di illuminamento, la vibrazione, il controllo delle polveri, la pulizia, le interfe-
renze elettromagnetiche e altri fattori. I costruttori delle apparecchiature forniscono, di
regola, specifiche che definiscono i campi e i carichi massimi, nonch i limiti delle condi-
zioni ambientali, per un'utilizzazione corretta delle apparecchiature.
6.4 Fornitori esterni
Il responsabile della funzione metrologica deve denire e documentare i requisiti per i
prodotti e i servizi per il sistema di gestione della misurazione che devono essere approv-
vigionati presso fornitori esterni. I fornitori esterni devono essere valutati e selezionati
sulla base della loro capacit di soddisfare i requisiti documentati. I criteri per la selezione,
il monitoraggio e la valutazione devono essere deniti e documentati e i risultati della
valutazione devono essere registrati. Le registrazioni devono essere mantenute per i
prodotti o i servizi approvvigionati da fornitori esterni.
Guida
Se utilizzato un fornitore esterno per prove o tarature, il fornitore dovrebbe essere in
grado di dimostrare il possesso di competenze tecniche definite da una norma di labora-
torio quale la ISO/IEC 17025. I prodotti e servizi approvvigionati da fornitori esterni
potrebbero richiedere una verifica di conformit a requisiti specificati.
UNI EN ISO 10012:2004 UNI Pagina 7
7 CONFERMA METROLOGICA E REALIZZAZIONE DEI PROCESSI DI MISURAZIONE
7.1 Conferma metrologica
7.1.1 Generalit
La conferma metrologica (vedere gura 2 e appendice A) deve essere progettata e
attuata per garantire che le caratteristiche metrologiche delle apparecchiature per misura-
zione soddisno i requisiti metrologici per i processi di misurazione. La conferma metro-
logica comprende la taratura delle apparecchiature per misurazione e la verica delle
apparecchiature per misurazione.
Guida
La ritaratura delle apparecchiature per misurazione non necessaria se l'apparec-
chiatura gi in uno stato di taratura valido. Le procedure della conferma metrologica
dovrebbero comprendere i metodi per verificare che le incertezze di misura e/o gli errori
delle apparecchiature per misurazione siano contenuti entro limiti ammessi specificati
nei requisiti metrologici.
Le informazioni riguardanti lo stato di conferma metrologica delle apparecchiature per
misurazione devono essere facilmente disponibili per l'operatore, e comprendere
qualsiasi limitazione o requisito speciale.
Le caratteristiche metrologiche delle apparecchiature per misurazione devono essere
idonee per l'utilizzo previsto.
Guida
Esempi di caratteristiche per le apparecchiature per misurazione comprendono:
- campo;
- errore sistematico (bias);
- ripetibilit;
- stabilit;
- isteresi;
- deriva;
- effetti dovuti alle grandezze d'influenza;
- risoluzione;
- discriminazione (soglia);
- errore;
- banda morta.
Le caratteristiche metrologiche delle apparecchiature per misurazione sono fattori che
contribuiscono all'incertezza di misura (vedere 7.3.1), la quale permette il confronto
diretto con i requisiti metrologici con l'obiettivo di stabilire la conferma metrologica.
Dichiarazioni qualitative delle caratteristiche metrologiche quali "accuratezza richiesta
delle apparecchiature per misurazione" dovrebbero essere evitate.
7.1.2 Intervalli di conferma metrologica
I metodi utilizzati per determinare o modicare gli intervalli di conferma metrologica
devono essere descritti in procedure documentate. Gli intervalli di conferma metrologica
devono essere riesaminati e adattati quando necessario al ne di garantire la conformit
continua ai requisiti metrologici specicati.
UNI EN ISO 10012:2004 UNI Pagina 8
Guida
I dati storici di taratura e conferma metrologica nonch il progresso delle conoscenze e
della tecnologia possono essere utilizzati per determinare gli intervalli di conferma
metrologica. Le registrazioni ottenute utilizzando tecniche di controllo statistico dei
processi di misurazione possono essere utilizzate per determinare se modificare o
lasciare inalterati gli intervalli di conferma metrologica.
L'intervallo di taratura pu essere uguale all'intervallo di conferma metrologica (vedere
OIML D10).
Ogni volta che un'apparecchiatura per misurazione non conforme viene riparata, aggiu-
stata o modicata, deve essere riesaminato il relativo intervallo di conferma metrologica.
7.1.3 Controllo della regolazione delle apparecchiature
L'accesso ai mezzi e ai dispositivi di aggiustaggio nelle apparecchiature per misurazione
confermate, la cui messa a punto abbia inuenza sulla prestazione, deve essere sigillato
o altrimenti salvaguardato onde prevenirne modiche non autorizzate. I sigilli o le prote-
zioni devono essere progettati e realizzati in modo tale che le manomissioni siano rilevate.
Le procedure dei processi di conferma metrologica devono comprendere le azioni da
adottare quando i sigilli o le protezioni sono trovati danneggiati, rotti, manomessi o
mancanti.
Guida
Il requisito di apposizione del sigillo non si applica ai sistemi o ai dispositivi di aggiu-
staggio che nell'uso normale devono essere messi a punto dall'utilizzatore senza la
necessit di riferimenti esterni; per esempio, i sistemi di regolazione dello zero.
Dovrebbe essere dedicata speciale attenzione alle tecniche di protezione in scrittura, al
fine di prevenire modifiche non autorizzate di software programmabile e di base.
Le decisioni relative alle apparecchiature per misurazione da sigillare, a quali controlli o
regolazioni dovranno essere sigillati e ai materiali da utilizzare (etichette, saldature, fili,
vernici, ecc.), sono, di regola, lasciate alla funzione metrologica. La realizzazione di un
programma di sigillatura da parte della funzione metrologica dovrebbe essere
documentata. Non tutte le apparecchiature per misurazione si prestano alla sigillatura.
7.1.4 Registrazioni del processo di conferma metrologica
Le registrazioni del processo di conferma metrologica devono essere datate e approvate
da una persona autorizzata per attestare in modo appropriato la correttezza dei risultati.
Le registrazioni del processo di conferma metrologica devono essere conservate e rese
disponibili.
Guida
Il tempo minimo per la conservazione delle registrazioni dipende da molti fattori, tra i
quali i requisiti del cliente, i requisiti derivanti da leggi o regolamenti e le responsabilit
legali del costruttore. Le registrazioni concernenti i campioni di misura possono
richiedere la conservazione a tempo indeterminato.
Le registrazioni del processo di conferma metrologica devono dimostrare che ciascuna
apparecchiatura per misurazione soddisfa i requisiti metrologici specicati.
Le registrazioni devono comprendere quanto necessario:
a) la descrizione e l'identicazione univoca del costruttore dell'apparecchiatura, il tipo,
il numero di serie, ecc.;
b) la data in cui la conferma metrologica stata completata;
c) il risultato della conferma metrologica;
UNI EN ISO 10012:2004 UNI Pagina 9
d) l'intervallo di conferma metrologica assegnato;
e) l'identicazione della procedura di conferma metrologica (vedere 6.2.1);
f) il valore denito per l'errore(gli errori) massimo(i) ammesso(i);
g) le relative condizioni ambientali e una dichiarazione riguardante ogni correzione
necessaria;
h) le incertezze coinvolte nella taratura dell'apparecchiatura;
i) i dettagli di ogni operazione di manutenzione effettuata, quali aggiustaggi, ripara-
zioni o modiche eseguite;
j) ogni limitazione di utilizzo;
k) l'identicazione della(e) persona(e) che esegue(eseguono) la conferma metrologica;
l) l'identicazione della(e) persona(e) responsabile(i) per la correttezza delle informa-
zioni registrate;
m) l'identicazione univoca (per esempio mediante numeri di serie) di ogni certicato e
rapporto di taratura e di altri documenti pertinenti;
n) l'evidenza della riferibilit dei risultati di taratura;
o) i requisiti metrologici per l'utilizzazione prevista;
p) i risultati di taratura ottenuti dopo, e dove richiesto prima di ogni aggiustaggio,
modica o riparazione.
Guida
I risultati di taratura dovrebbero essere registrati in modo che la riferibilit di tutte le
misure possa essere dimostrata e in modo che i risultati di taratura possano essere
riprodotti in condizioni prossime alle condizioni originali.
In alcuni casi incluso nel certificato o nel rapporto di taratura un risultato di verifica, nel
quale viene dichiarato se l'apparecchiatura conforme (o non conforme) a requisiti
specificati.
Le registrazioni possono essere fatte a mano, a macchina, o per mezzo di microfilm, o
di una memoria elettronica o magnetica o con altri mezzi.
L'errore massimo ammesso pu essere stabilito dalla funzione metrologica o dal riferi-
mento a specifiche pubblicate dal costruttore delle apparecchiature per misurazione.
La funzione metrologica deve garantire che soltanto alle persone autorizzate sia
consentito di generare, modicare, emettere o eliminare registrazioni.
7.2 Processo di misurazione
7.2.1 Generalit
I processi di misurazione che fanno parte del sistema di gestione della misurazione
devono essere pianicati, validati, attuati, documentati e controllati. Le grandezze che
inuenzano i processi di misurazione devono essere identicate e considerate.
Le speciche complete di ciascun processo di misurazione devono comprendere l'identi-
cazione di tutte le relative apparecchiature, delle procedure di misurazione, del software
di misurazione, delle condizioni d'uso, delle capacit dell'operatore e di tutti gli altri fattori
che inuenzano l'afdabilit del risultato della misurazione. Il controllo dei processi di
misurazione deve essere eseguito secondo procedure documentate.
Guida
Un processo di misurazione pu essere limitato all'utilizzo di una singola apparec-
chiatura per misurazione.
Un processo di misurazione pu richiedere la correzione dei dati, per esempio a causa
delle condizioni ambientali.
UNI EN ISO 10012:2004 UNI Pagina 10
7.2.2 Progettazione del processo di misurazione
I requisiti metrologici devono essere determinati sulla base dei requisiti del cliente,
dell'organizzazione e di quelli derivanti da leggi o regolamenti. I processi di misurazione
attuati per soddisfare questi requisiti specicati devono essere documentati, validati in
modo appropriato e, se necessario, concordati con il cliente.
Per ogni processo di misurazione, gli elementi del processo e i relativi controlli devono
essere identicati. La scelta degli elementi e dei limiti di controllo deve essere effettuata in
funzione del rischio derivante dell'eventuale non conformit ai requisiti specicati. Questi
elementi del processo e questi controlli devono comprendere gli effetti degli operatori,
delle apparecchiature, delle condizioni ambientali, delle grandezze d'inuenza, dei metodi
applicati.
Guida
Nello specificare i processi di misurazione, pu essere necessario determinare:
- quali misurazioni sono necessarie per garantire la qualit del prodotto;
- i metodi di misurazione;
- le apparecchiature richieste per eseguire la misurazione e le relative definizioni;
- le capacit e la qualificazione richieste per il personale che esegue le misurazioni.
I processi di misurazione possono essere validati per confronto con i risultati di altri
processi validati, per confronto con i risultati di altri metodi di misurazione o attraverso
l'analisi continua delle caratteristiche del processo di misurazione.
Il processo di misurazione deve essere progettato per prevenire risultati errati e deve
garantire la pronta rilevazione di anomalie e tempestive azioni correttive.
Guida
Lo sforzo dedicato al controllo del processo di misurazione dovrebbe essere propor-
zionato all'importanza delle misure effettuate ai fini della qualit del prodotto finale
dell'organizzazione. Esempi nei quali un elevato livello nel controllo dei processi di
misurazione appropriato sono: sistemi di misurazione critici o complessi, misurazioni
a garanzia della sicurezza del prodotto, misurazioni che provocherebbero costi elevati
in conseguenza di risultati errati. Un controllo del processo minimale pu invece
risultare adeguato per misurazioni semplici di parti non critiche. Le procedure per il
controllo del processo possono essere redatte in forma generica per apparecchiature
per misurazione e applicazioni assimilabili, quali ad esempio l'utilizzazione di strumenti
manuali per la misurazione di parti prodotte da lavorazioni meccaniche.
L'impatto delle grandezze d'influenza sul processo di misurazione dovrebbe essere
quantificato. Per far ci pu essere necessario progettare ed eseguire esperimenti o
indagini specifiche. Quando non possibile procedere in via sperimentale dovrebbero
essere utilizzati i dati, le specifiche e le avvertenze fornite dal costruttore delle apparec-
chiature.
Le caratteristiche di prestazione richieste per l'utilizzazione prevista dei processi di
misurazione devono essere identicate e quanticate.
UNI EN ISO 10012:2004 UNI Pagina 11
Guida
Le caratteristiche comprendono per esempio:
- incertezza di misura;
- stabilit;
- errore massimo ammesso;
- ripetibilit;
- riproducibilit;
- livello di competenza dell'operatore.
Ulteriori caratteristiche possono risultare importanti per determinati processi di misura-
zione.
7.2.3 Realizzazione del processo di misurazione
Il processo di misurazione deve essere realizzato in condizioni controllate e progettate per
soddisfare i requisiti metrologici.
Le condizioni da controllare devono comprendere:
a) l'utilizzazione di apparecchiature confermate;
b) l'applicazione di procedure di misurazione validate;
c) la disponibilit delle fonti di informazione richieste;
d) il mantenimento delle condizioni ambientali richieste;
e) l'utilizzazione di personale competente;
f) la corretta espressione dei risultati;
g) l'attuazione di un monitoraggio coerente con quanto specicato.
7.2.4 Registrazioni dei processi di misurazione
La funzione metrologica deve mantenere registrazioni per dimostrare la conformit ai
requisiti dei processi di misurazione; tali registrazioni comprendono i seguenti elementi:
a) una completa descrizione dei processi di misurazione attuati, inclusi tutti gli elementi
del processo (quali gli operatori, le apparecchiature per misurazione e i campioni per
controllo), utilizzati e le relative condizioni d'impiego;
b) i dati pertinenti ottenuti dal controllo dei processi di misurazione, incluse tutte le infor-
mazioni relative all'incertezza di misura;
c) ogni azione adottata in conseguenza di dati forniti dal controllo del processo di
misurazione;
d) la(e) data(e) in cui ciascuna attivit di controllo del processo di misurazione stata
eseguita;
e) l'identicazione di ogni pertinente documento di verica;
f) l'identicazione della persona incaricata di fornire l'informazione per le registrazioni;
g) le capacit (richieste e acquisite) del personale.
Guida
Ai fini delle registrazioni, l'identificazione del lotto pu essere adeguata per parti di
consumo utilizzate nel controllo del processo di misurazione.
La funzione metrologica deve garantire che soltanto a persone autorizzate sia concesso
di generare, modicare, emettere ed eliminare registrazioni.
UNI EN ISO 10012:2004 UNI Pagina 12
7.3 Incertezza di misura e riferibilit*)
7.3.1 Incertezza di misura
Per ciascun processo di misurazione coperto dal sistema di gestione della misurazione
(vedere 5.1) deve essere stimata l'incertezza di misura.
Le stime dell'incertezza devono essere registrate. L'analisi delle incertezze di misura deve
essere completata prima della conferma metrologica delle apparecchiature per misura-
zione e prima della validazione del processo di misurazione. Devono essere documentate
tutte le sorgenti note della variabilit della misurazione.
Guida
I concetti coinvolti e i metodi che possono essere utilizzati per combinare le componenti
dell'incertezza e per presentare i risultati sono contenuti nella "Guida all'espressione
dell'incertezza nelle misurazioni" (GUM). possibile utilizzare altri metodi documentati
e accettati**).
possibile che alcune componenti di incertezza siano poco rilevanti rispetto ad altre, e
questa circostanza potrebbe rendere ingiustificata, dal punto di vista tecnico ed
economico, una loro determinazione dettagliata. In tal caso le decisioni e le giustifica-
zioni dovrebbero essere registrate. In tutti i casi, lo sforzo dedicato alla determinazione
e registrazione delle incertezze di misura dovrebbe essere proporzionato all'importanza
dei risultati della misurazione rispetto alla qualit del prodotto dell'organizzazione. Per
tipologie di apparecchiature per misurazione similari, la registrazione delle determina-
zioni dell'incertezza pu assumere la forma di una "dichiarazione generica", con
contributi aggiuntivi per ciascuno dei processi di misurazione.
L'incertezza associata al risultato della misurazione dovrebbe prendere in considera-
zione, tra gli altri contributi, l'incertezza di taratura dell'apparecchiatura per misurazione.
L'utilizzazione appropriata di tecniche statistiche per analizzare i risultati di precedenti
tarature e per valutare i risultati di taratura di altre apparecchiature per misurazione
similari, pu essere d'aiuto nella stima delle incertezze.
7.3.2 Riferibilit
Il responsabile della funzione metrologica deve garantire che tutti risultati di misurazione
siano riferibili ai campioni delle unit SI.
La riferibilit alle unit di misura SI deve essere ottenuta facendo riferimento a un appro-
priato campione primario o a una costante sica naturale il cui valore in termini delle perti-
nenti unit SI sia noto e raccomandato dalla Conferenza Generale dei Pesi e delle Misure
e dal Comitato Internazionale dei Pesi e delle Misure.
In situazioni contrattuali speciche possibile impiegare dei campioni consensuali,
quando vi sia accordo tra le parti e a condizione che non esistano unit SI o costanti
siche naturali riconosciute.
Guida
La riferibilit di regola garantita grazie a laboratori di taratura affidabili, i quali
possiedono la propria riferibilit ai campioni di misura nazionali. Per esempio, un labora-
torio conforme ai requisiti della ISO/IEC 17025 potrebbe essere considerato affidabile.
Gli istituti metrologici nazionali sono responsabili per i campioni nazionali di misura e la
loro riferibilit, anche nei casi in cui il campione nazionale di misura sia detenuto da
organimi diversi dall'istituto metrologico nazionale. I risultati di misurazione possono
essere riferibili attraverso l'istituto metrologico di una nazione diversa dal Paese nel
quale eseguita la misurazione.
I materiali di riferimento certificati possono essere considerati campioni di riferimento.
*) Nota nazionale - Alla data di pubblicazione della presente norma, la riferibilit ai campioni nazionali regolata dalla
legge 11 agosto 1991, n 273 Istituzione del sistema nazionale di taratura (SNT).
**) Nota nazionale - Il documento GUM corrisponde alla UNI CEI ENV 13005.
UNI EN ISO 10012:2004 UNI Pagina 13
Le registrazioni della riferibilit dei risultati di misurazione devono essere conservate per
il tempo richiesto dal sistema di gestione della misurazione, dal cliente o da requisiti
derivanti da leggi o regolamenti.
8 ANALISI E MIGLIORAMENTO DEL SISTEMA DI GESTIONE DELLA MISURAZIONE
8.1 Generalit
La funzione metrologica deve pianicare e attuare il monitoraggio, l'analisi e i migliora-
menti necessari per:
a) garantire la conformit del sistema di gestione della misurazione alla presente
norma internazionale;
b) migliorare in modo continuo il sistema di gestione della misurazione.
8.2 Audit e monitoraggio
8.2.1 Generalit
Per determinare l'idoneit e l'efcacia del sistema di gestione della misurazione, la
funzione metrologica deve utilizzare audit, monitoraggi e altre tecniche, secondo oppor-
tunit.
8.2.2 Soddisfazione del cliente
La funzione metrologica deve monitorare le informazioni relative alla soddisfazione del
cliente in termini di risposta alle esigenze metrologiche espresse dal cliente. Devono
essere specicati i metodi per ottenere e utilizzare queste informazioni.
8.2.3 Audit del sistema di gestione della misurazione
La funzione metrologica deve pianicare e condurre audit del sistema di gestione della
misurazione al ne di garantire la continua efcace attuazione e la conformit con i
requisiti specicati. I risultati degli audit devono essere trasmessi alle parti coinvolte
nell'ambito della gestione dell'organizzazione. I risultati di tutti gli audit del sistema di
gestione della misurazione, e di tutti i cambiamenti al sistema, devono essere registrati.
L'organizzazione deve garantire che siano adottate azioni senza indebiti ritardi per
eliminare le non conformit rilevate e le loro cause.
Guida
Gli audit del sistema di gestione della misurazione possono essere eseguiti come parte
degli audit del sistema di gestione dell'organizzazione.
La ISO 19011 fornisce le linee guida per eseguire gli audit di sistemi.
Gli audit dei sistemi di gestione della misurazione possono essere eseguiti dalla
funzione metrologica dell'organizzazione, o da personale a contratto o di terza parte.
I valutatori non dovrebbero valutare le proprie aree di responsabilit.
8.2.4 Monitoraggio del sistema di gestione della misurazione
Nell'ambito dei processi che costituiscono il sistema di gestione della misurazione,
devono essere monitorati, la conferma metrologica e i processi di misurazione. Il monito-
raggio deve essere realizzato con procedure documentate e ad intervalli stabiliti.
Questo deve includere la determinazione di metodi applicabili, includendo tecniche stati-
stiche e il grado di estensione del loro utilizzo.
Il monitoraggio del sistema di gestione della misurazione deve evitare scostamenti dai
requisiti garantendo la pronta rilevazione delle carenze e le azioni tempestive per la loro
correzione. Questo monitoraggio deve essere proporzionato al rischio di un'eventuale non
conformit ai requisiti specicati.
UNI EN ISO 10012:2004 UNI Pagina 14
I risultati del monitoraggio dei processi di misurazione e conferma come pure di ogni
azione correttiva risultante devono essere documentati, al ne di dimostrare che le
misurazioni e i processi di conferma soddisno in modo continuo la conformit ai requisiti
documentati.
8.3 Controllo delle non conformit
8.3.1 Non conformit dei sistemi di gestione delle misurazioni
La funzione metrologica deve garantire la rilevazione di ogni non conformit e deve
adottare azioni immediate.
Guida
Gli elementi non conformi dovrebbero essere identificati al fine di prevenirne un'utilizza-
zione dovuta a inavvertenza.
Possono essere adottate azioni provvisorie [per esempio piani di rientro graduale
(workaround)] fino a quando le azioni correttive non siano state attuate.
8.3.2 Processi di misurazione non conformi
Ogni processo di misurazione che abbia prodotto, o si sospetta abbia prodotto, risultati
non corretti deve essere opportunamente identicato e non deve essere utilizzato n tanto
che non siano adottate azioni appropriate.
Quando si identichi un processo di misurazione non conforme, l'utente del processo
deve determinare le conseguenze potenziali, deve effettuare le correzioni necessarie e
adottare le azioni correttive necessarie.
Un processo di misurazione modicato a causa di una non conformit deve essere
validato prima dell'utilizzazione.
Guida
Lo scadimento di un processo di misurazione a causa, per esempio, del deterioramento
di un campione per controllo o della variazione della competenza dell'operatore, pu
essere rilevata da indicatori post-processo quali
- analisi delle carte di controllo;
- analisi delle carte di tendenza;
- ispezioni susseguenti;
- confronti interlaboratorio;
- audit interni;
- ritorni d'informazione dal cliente.
8.3.3 Apparecchiature per misurazione non conformi
Ogni apparecchiatura per misurazione confermata che , o che si sospetta essere, in uno
dei seguenti stati:
a) essere stata danneggiata;
b) essere stata sovraccaricata;
c) manifestare un malfunzionamento tale da poter invalidare l'utilizzazione prevista;
d) produrre risultati di misurazione non corretti;
e) essere al di fuori del proprio intervallo di conferma metrologica denito;
f) essere stata maneggiata in modo non corretto;
g) avere un sigillo o una protezione rotta o danneggiata;
h) essere stata esposta a grandezze d'inuenza che possono alterarne in modo
negativo l'utilizzazione prevista (per esempio campo elettromagnetico, polvere);
UNI EN ISO 10012:2004 UNI Pagina 15
deve essere rimossa dal servizio, mediante una segregazione sica oppure l'identica-
zione con una etichettatura o marcatura ben visibile. La non conformit deve essere
vericata e deve essere preparato un rapporto di non conformit. Tale apparecchiatura
non deve essere rimessa in servizio no a quando le cause della sua non conformit
siano state eliminate ed essa venga nuovamente confermata.
Le apparecchiature per misurazione non conformi, che non sono riportate alle caratteri-
stiche metrologiche desiderate, devono essere chiaramente marcate o altrimenti identi-
cate. La conferma metrologica di un'apparecchiatura di questo genere per altri utilizzi
deve garantire che il suo stato declassato sia chiaramente visibile e includa l'identica-
zione di tutte le limitazioni d'uso.
Guida
Se impossibile aggiustare, riparare o revisionare l'apparecchiatura trovata essere non
idonea per utilizzazione prevista, un'opzione costituita dal declassamento e/o da una
modifica della sua utilizzazione prevista. Si raccomanda di utilizzare la riclassificazione
con grande cautela poich ne pu derivare una confusione fra le utilizzazioni consentite
a due apparecchiature apparentemente identiche. Questa stessa considerazione si
applica a conferme metrologiche limitate solamente a qualche campo o funzione per
apparecchiature che ne possiedano diverse.
Se l'esito di una verica metrologica prima di qualsiasi aggiustaggio o riparazione indica
che l'apparecchiatura per misurazione non ha soddisfatto i requisiti metrologici, in modo
tale che la correttezza dei precedenti risultati di misurazione possa essere stata compro-
messa, l'utilizzatore dell'apparecchiatura deve determinare le conseguenze potenziali e
adottare le azioni necessarie. Questo pu comportare il riesame del prodotto fabbricato
utilizzando misurazioni effettuate con l'apparecchiatura per misurazione non conforme.
8.4 Miglioramento
8.4.1 Generalit
La funzione metrologica deve pianicare e gestire il miglioramento continuo del sistema di
gestione della misurazione basato sui risultati degli audit, dei riesami da parte della
direzione e di altri fattori pertinenti, come i ritorni d'informazione dai clienti. La funzione
metrologica deve riesaminare e identicare opportunit potenziali per migliorare il sistema
di gestione della misurazione e modicarlo quando necessario.
8.4.2 Azioni correttive
Quando un elemento pertinente del sistema di gestione della misurazione non soddisfa i
requisiti specicati, o quando dati pertinenti mostrano una situazione non accettabile,
devono essere adottate azioni per identicare la causa ed eliminare la discrepanza.
Le soluzioni concernenti i trattamenti e le azioni correttive devono essere vericate prima
di rimettere in servizio il processo di misurazione.
Devono essere documentati i criteri per adottare le azioni correttive.
8.4.3 Azioni preventive
La funzione metrologica deve determinare l'azione (le azioni) per eliminare le cause delle
possibili non conformit delle misurazioni o della conferma, al ne di prevenire che esse
si verichino. Le azioni preventive devono essere appropriate agli effetti dei possibili
problemi. Deve essere stabilita una procedura documentata per denire i requisiti per:
a) determinare le possibili non conformit e le loro cause;
b) valutare l'esigenza di azioni per prevenire il vericarsi di non conformit;
c) determinare e attuare le azioni necessarie;
d) registrare i risultati delle azioni adottate;
e) riesaminare le azioni preventive adottate.
UNI EN ISO 10012:2004 UNI Pagina 16
gura 2 Processo di conferma metrologica di un'apparecchiatura di misurazione
UNI EN ISO 10012:2004 UNI Pagina 17
APPENDICE A VISIONE D'INSIEME DEL PROCESSO DI CONFERMA METROLOGICA
(informativa)
A.1 Introduzione
Il processo di conferma metrologica ha due elementi di ingresso, i requisiti metrologici del
cliente e le caratteristiche metrologiche delle apparecchiature per misurazione, e un
elemento di uscita, lo stato di conferma metrologica delle apparecchiature per misura-
zione.
A.2 Requisiti metrologici del cliente (RMC)
I requisiti metrologici del cliente sono quei requisiti di misurazione specicati dal cliente
come pertinenti per i propri processi di produzione. Essi quindi dipendono dalle speciche
delle variabili da misurare. Pertanto gli RMC includono i requisiti inerenti la verica della
conformit del prodotto alle speciche del cliente, in aggiunta a quelli che derivano dal
controllo del processo di produzione e dei suoi elementi di ingresso. La determinazione e
la specicazione di questi requisiti responsabilit del cliente, bench questa azione
possa essere eseguita per conto del cliente da persona qualicata. Questo spesso
richiede una profonda conoscenza sia dei processi produttivi, sia degli aspetti metrologici.
Gli RMC dovrebbero anche prendere in considerazione il rischio di risultati di misurazione
errati e i conseguenti effetti di tipo organizzativo ed economico. Gli RMC possono essere
espressi in termini di errore massimo ammesso, di limiti funzionali, ecc. Nella formula-
zione degli RMC dovrebbero esserci dettagli sufcienti per consentire agli operatori dei
processi di conferma metrologica di decidere in modo inequivocabile se una particolare
apparecchiatura per misurazione ha, oppure non ha, la capacit di controllare, misurare o
monitorare la variabile o la grandezza specicata secondo l'utilizzazione prevista.
Esempio:
Per una operazione critica richiesto che la pressione debba essere controllata tra
200 kPa con una pressione di 250 kPa in un reattore di processo. Questo requisito deve
essere interpretato e tradotto in un insieme di RMC relativi all'apparecchiatura per la
misurazione di pressione. Tali RMC potrebbero essere formulati nel modo seguente:
l'apparecchiatura deve poter misurare un campo di pressione da 150 kPa a 300 kPa, con
un errore massimo ammesso di 2 kPa, un'incertezza di misura di 0,3 kPa (avendo escluso
gli effetti legati al tempo) e una deriva temporale non maggiore di 0,1 kPa in un intervallo
di tempo specicato. Il cliente confronta quindi i suoi RMC con le caratteristiche (sia
esplicite che implicite) specicate da un costruttore di apparecchiature e sceglie lo
strumento e le procedure di misura che meglio li soddisfano. Il cliente pu ad esempio
specicare un particolare manometro del fornitore, avente una classe di accuratezza pari
a 0,5% e un campo di misura da 0 kPa a 400 kPa.
A.3 Caratteristiche metrologiche delle apparecchiature per misurazione (CMA)
Poich le CMA sono spesso determinate mediante la taratura (o pi tarature) e/o l'esecu-
zione di prove, la funzione metrologica nell'ambito del sistema di conferma metrologica
specica e controlla tutte le attivit necessarie. Gli elementi d'ingresso per il processo di
taratura sono l'apparecchiatura per misurazione, un campione di misura e una procedura
che stabilisce le condizioni ambientali. I risultati di taratura dovrebbero includere una
dichiarazione dell'incertezza di misura. Questa una caratteristica importante come
elemento d'ingresso quando viene valutata l'incertezza di misura per il processo di
misurazione nel quale l'apparecchiatura utilizzata. I risultati della taratura possono
essere documentati nell'ambito del sistema di conferma metrologica con ogni metodo
appropriato, per esempio mediante certicati o rapporti di taratura (quando l'esecuzione
UNI EN ISO 10012:2004 UNI Pagina 18
delle tarature afdata a servizi esterni) oppure mediante la registrazione dei risultati
delle tarature (quando queste sono eseguite interamente, nell'ambito della funzione
metrologica dell'organizzazione).
Caratteristiche importanti per le misurazioni, per esempio l'incertezza di misura, non
dipendono soltanto dall'apparecchiatura, ma anche dall'ambiente, dalla specica
procedura di misurazione e qualche volta dalle capacit e dall'esperienza dell'operatore.
Per questo motivo, quando si scelgono le apparecchiature per misurazione al ne di
soddisfare determinati requisiti, molto importante che sia preso in considerazione
l'intero processo di misurazione. Questi aspetti rientrano nelle responsabilit della
funzione metrologica dell'organizzazione, anche se speciche attivit possono essere
eseguite sia dall'organizzazione, sia da una persona idonea qualicata, quale un
metrologo indipendente.
A.4 Verica e conferma metrologica
Dopo la taratura, le CMA sono confrontate con gli RMC prima di confermare l'apparec-
chiatura per l'utilizzazione prevista. Per esempio, l'errore d'indicazione rilevato delle
apparecchiature per misurazione dovrebbe essere confrontato con l'errore massimo
ammesso specicato come un RMC. Se l'errore pi piccolo dell'errore massimo
ammesso, ne consegue che l'apparecchiatura conforme al requisito e pu essere
confermata per l'utilizzazione. Se l'errore risulta maggiore, dovrebbe essere adottata
qualche azione volta a rimuovere la non conformit oppure il cliente dovrebbe essere
informato che l'apparecchiatura non pu essere confermata.
Tale confronto tra CMA e RMC spesso denominato verica (vedere ISO 9000).
Il sistema di conferma metrologica si basa essenzialmente su tali veriche, ma dovrebbe
anche comprendere uno studio dettagliato e un riesame dell'intero processo di misura-
zione, al ne di garantire la qualit delle misurazioni eseguite con l'apparecchiatura in
supporto alla determinazione della conformit di un prodotto ai requisiti del cliente.
Esempio:
Seguendo l'esempio in A.2, si assume che l'errore determinato dalla taratura sia 3 kPa
con una pressione di 200 kPa, con una incertezza di misura di taratura di 0,3 kPa. Quindi
lo strumento non soddisfa il requisito di errore massimo ammesso. Dopo l'aggiustaggio
l'errore determinato dalla taratura 0,6 kPa e l'incertezza nel processo di taratura
0,3 kPa. Lo strumento ora soddisfa il requisito di errore massimo ammesso e l'apparec-
chiatura pu essere confermata per l'utilizzazione, supponendo che sia stata ottenuta
un'evidenza che dimostri la conformit al requisito di deriva temporale. Tuttavia, se lo
strumento era stato sottoposto a un'operazione di riconferma, l'utilizzatore dovrebbe
essere informato dei risultati della prima taratura, poich potrebbero essere necessarie
azioni correttive concernenti la fabbricazione dei prodotti nel periodo di tempo che ha
preceduto il prelievo dello strumento dal suo usuale servizio per avviarlo alle operazioni di
riconferma.
Sia che il processo di verica venga eseguito dall'utilizzatore, oppure dalla funzione
metrologica, i risultati possono essere presentati in un documento di verica, al quale si
aggiungono tutti i certicati o rapporti di taratura, come parte di un protocollo nell'ambito
del sistema di conferma metrologica. La fase nale del sistema di conferma metrologica
la corretta identicazione dello stato dell'apparecchiatura per misurazione, per esempio
mediante una etichettatura, marcatura, ecc. Dopo di ci, le apparecchiature per misura-
zione possono essere utilizzate per la funzione per la quale sono state confermate.
UNI EN ISO 10012:2004 UNI Pagina 19
APPENDICE ZA RIFERIMENTI NORMATIVI ALLE PUBBLICAZIONI INTERNAZIONALI E
(normativa) PUBBLICAZIONI EUROPEE CORRISPONDENTI
La presente norma europea rimanda, mediante riferimenti datati e non, a disposizioni
contenute in altre pubblicazioni. Tali riferimenti normativi sono citati nei punti appropriati
del testo e vengono di seguito elencati. Per quanto riguarda i riferimenti datati, successive
modiche o revisioni apportate a dette pubblicazioni valgono unicamente se introdotte
nella presente norma europea come aggiornamento o revisione. Per i riferimenti non
datati vale l'ultima edizione della pubblicazione alla quale si fa riferimento (compresi gli
aggiornamenti).
Nota Quando una pubblicazione internazionale stata modicata mediante modiche comuni, indicate come
(mod.), si applica la corrispondente EN/HD.
Pubblicazione Anno Titolo EN Anno
ISO 9000 2000 Quality management systems - Fundamentals EN ISO 9000 2000
and vocabulary
UNI EN ISO 10012:2004 UNI Pagina 20
BIBLIOGRAFIA
[1] ISO 3534-1:1993 Statistics - Vocabulary and symbols - Probability and general
statistical terms
[2] ISO 3534-2:1993 Statistics - Vocabulary and symbols - Statistical quality
control
[3] ISO 5725-1 Accuracy (trueness and precision) of measurement methods
and results - General principles and denitions
[4] ISO 5725-2 Accuracy (trueness and precision) of measurement methods
and results - Basic methods for the determination of
repeatability and reproducibility of a standard measurement
method
[5] ISO 5725-3 Accuracy (trueness and precision) of measurement methods
and results - Intermediate measures of the precision of a
standard measurement method
[6] ISO 5725-4 Accuracy (trueness and precision) of measurement methods
and results - Basic methods for the determination of the
trueness of a standard measurement method
[7] ISO 5725-5 Accuracy (trueness and precision) of measurement methods
and results - Alternative methods for the determination of the
precision of a standard measurement method
[8] ISO 5725-6 Accuracy (trueness and precision) of measurement methods
and results - Use in practice of accuracy values
[9] ISO 9001:2000 Quality management systems - Requirements
[10] ISO 9004:2000 Quality management systems - Guidelines for performance
improvements
[11] ISO 19011:2002 Guidelines for quality and/or environmental management
systems auditing
[12] ISO 14001:1996 Environmental management systems - Specication with
guidance for use
[13] ISO/TR 10017:-1) Guidance on statistical techniques for ISO 9001:2000
[14] ISO/TR 13425:1995 Guide for the selection of statistical methods in
standardization and specication
[15] ISO/IEC 17025:1999 General requirements for the competence of testing and
calibration laboratories
[16] GUM:1995 Guide to the expression of uncertainty in measurement.
Published jointly by BIPM, IEC, IFCC, ISO, IUPAC, IUPAP,
OIML
[17] OIML D10:1984 Guidelines for the determination of recalibration intervals of
measuring equipment used in testing laboratories
1) Da pubblicare. (Revisione della ISO/TR 10017:1999).
UNI EN ISO 10012:2004 UNI Pagina 21
UNI
Ente Nazionale Italiano La pubblicazione della presente norma avviene con la partecipazione volontaria dei Soci,
di Unicazione dellIndustria e dei Ministeri.
Via Battistotti Sassi, 11B Riproduzione vietata - Legge 22 aprile 1941 N 633 e successivi aggiornamenti.
20133 Milano, Italia
Potrebbero piacerti anche
- La nuova ISO 9001: 2015: Come adeguare il Sistema di Gestione per la Qualità certificato (in modo pratico e senza rischi)Da EverandLa nuova ISO 9001: 2015: Come adeguare il Sistema di Gestione per la Qualità certificato (in modo pratico e senza rischi)Valutazione: 4 su 5 stelle4/5 (1)
- Vademecum Per Sistemi Integrati SSS SgaDocumento48 pagineVademecum Per Sistemi Integrati SSS Sgasuper pippoNessuna valutazione finora
- Linee Guida GeneraliDocumento11 pagineLinee Guida GeneralioslatNessuna valutazione finora
- Uni en 13509Documento36 pagineUni en 13509Danilo Infantino100% (1)
- Uni 11224 2011Documento30 pagineUni 11224 2011Anonymous 7QpTAoNessuna valutazione finora
- En 12464Documento42 pagineEn 12464pietro_sNessuna valutazione finora
- Check List Verifica Conformità Ed Adeguamento SGQ ISO 9001:2015Documento22 pagineCheck List Verifica Conformità Ed Adeguamento SGQ ISO 9001:2015xyalfaxyzNessuna valutazione finora
- Calibri CorsoioDocumento5 pagineCalibri CorsoioMondo UtopicoNessuna valutazione finora
- UNI EN ISO 9004-2009 ItalianoDocumento49 pagineUNI EN ISO 9004-2009 ItalianoVilla Pieris100% (1)
- Saldatura Dei Metalli Uni en Iso 15614-1 2005Documento35 pagineSaldatura Dei Metalli Uni en Iso 15614-1 2005raulfdez100% (1)
- Uni en Iso 14001 2015 - ItaDocumento36 pagineUni en Iso 14001 2015 - ItaangbelmoNessuna valutazione finora
- ISO 17025 - Requisiti TecniciDocumento74 pagineISO 17025 - Requisiti TecniciDaniele RavaNessuna valutazione finora
- UNI en 12464-1 - Luce e Illuminazione - Illuminazione Dei Posti Di Lavoro in InternoDocumento42 pagineUNI en 12464-1 - Luce e Illuminazione - Illuminazione Dei Posti Di Lavoro in Internopippo2kNessuna valutazione finora
- Le Misure Dimensionali (Taratura)Documento35 pagineLe Misure Dimensionali (Taratura)maxNessuna valutazione finora
- Uni 11035-3Documento20 pagineUni 11035-3Niko86Nessuna valutazione finora
- Gestione Della ProduzioneDocumento41 pagineGestione Della ProduzionedrypatrickNessuna valutazione finora
- Linea Guida Per L'applicazione Delle Novità Della Norma UNI EN ISO 9001:2015Documento31 pagineLinea Guida Per L'applicazione Delle Novità Della Norma UNI EN ISO 9001:2015colellamicheleNessuna valutazione finora
- Uni en 10025-1995Documento73 pagineUni en 10025-1995Francesco Livio100% (2)
- Procontrol - MANUALE DEI LIQUIDI PENETRANTIDocumento63 pagineProcontrol - MANUALE DEI LIQUIDI PENETRANTIEur-Ing Nicola Galluzzi100% (1)
- Qualità e Sicurezza PDFDocumento67 pagineQualità e Sicurezza PDFpaolobegalNessuna valutazione finora
- Le Misure Dimensionali PDFDocumento30 pagineLe Misure Dimensionali PDFLoredana MagdaNessuna valutazione finora
- Check List ISO 9001-2015Documento58 pagineCheck List ISO 9001-2015bollascribdNessuna valutazione finora
- Manuale Uso Alesametri Mitutoyo PDFDocumento3 pagineManuale Uso Alesametri Mitutoyo PDFArzillo SalvatoreNessuna valutazione finora
- Norme Uni en 22768-2-Disegno Tecnico-Tolleranze GeneraliDocumento20 pagineNorme Uni en 22768-2-Disegno Tecnico-Tolleranze GeneralikoolhNessuna valutazione finora
- Uni 9052 - 87Documento19 pagineUni 9052 - 87Stefano Negri100% (1)
- CEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFDocumento26 pagineCEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFmarvaiahimNessuna valutazione finora
- Strumenti Di Misura e ControlloDocumento11 pagineStrumenti Di Misura e ControlloMAURONessuna valutazione finora
- Uni en Iso 3746 1997 (Acustica - Determinazione Dei Liuvelli Di Potenza Sonora Delle Sorgenti Di Rumore Mediante Pressione Sonora)Documento40 pagineUni en Iso 3746 1997 (Acustica - Determinazione Dei Liuvelli Di Potenza Sonora Delle Sorgenti Di Rumore Mediante Pressione Sonora)Armond KurtiNessuna valutazione finora
- TaraturaDocumento18 pagineTaraturaeliotsboweNessuna valutazione finora
- Uni en 13383 2006-1Documento41 pagineUni en 13383 2006-1lollazzo100% (1)
- Verbale Di Prelievo ClsDocumento1 paginaVerbale Di Prelievo ClsLakeisha RamosNessuna valutazione finora
- 02 - Incertezza Calibri PDFDocumento89 pagine02 - Incertezza Calibri PDF1960skyNessuna valutazione finora
- ZincaturaDocumento7 pagineZincaturaslowmosquitoNessuna valutazione finora
- Uni 7131Documento26 pagineUni 7131gcusiNessuna valutazione finora
- Presentazione Evento Bolzano Iso 13849 1Documento41 paginePresentazione Evento Bolzano Iso 13849 1netbucioNessuna valutazione finora
- Norme UNIDocumento4 pagineNorme UNIVIBANessuna valutazione finora
- Controllo Qualità Processo SaldaturaDocumento4 pagineControllo Qualità Processo SaldaturagerminNessuna valutazione finora
- Come Integrare Iso 9001 e Iso 14001Documento17 pagineCome Integrare Iso 9001 e Iso 14001Alessio Michele SavocchioNessuna valutazione finora
- Uni en 619 - 2004Documento73 pagineUni en 619 - 2004StefanoNessuna valutazione finora
- UNI ISO 4527 2006 NichelaturaDocumento57 pagineUNI ISO 4527 2006 NichelaturaUmar FarooqNessuna valutazione finora
- UNI en ISO 19011-2012-DifferenzeDocumento40 pagineUNI en ISO 19011-2012-DifferenzeNiccolò GilardoniNessuna valutazione finora
- Cei en 61010-2-091Documento32 pagineCei en 61010-2-091seve75Nessuna valutazione finora
- Estratto Gratuito La Nuova ISO 9001 2015 Per Riorganizzare Finalmente Azienda Per ProcessiDocumento17 pagineEstratto Gratuito La Nuova ISO 9001 2015 Per Riorganizzare Finalmente Azienda Per ProcessiDario PaolettiNessuna valutazione finora
- Norme Sulle SaldatureDocumento30 pagineNorme Sulle SaldatureCarmine CacchioneNessuna valutazione finora
- Uni 898-1 ItDocumento34 pagineUni 898-1 Itbelumat850% (1)
- Slides UNI EN ISO 3834 PDFDocumento57 pagineSlides UNI EN ISO 3834 PDFnz578427Nessuna valutazione finora
- Manuale Per I Lavori in QuotaDocumento34 pagineManuale Per I Lavori in QuotaTurva SystemsNessuna valutazione finora
- Kpi AziendaliDocumento48 pagineKpi AziendaliMauro TallutoNessuna valutazione finora
- Normativa UNI en 10305Documento2 pagineNormativa UNI en 10305frank_the_bangNessuna valutazione finora
- Uni 10779 Luglio 2007Documento37 pagineUni 10779 Luglio 2007stancopiuNessuna valutazione finora
- La nuova ISO 9001: 2015 Quali sono le novità introdotte?Da EverandLa nuova ISO 9001: 2015 Quali sono le novità introdotte?Valutazione: 3 su 5 stelle3/5 (1)
- Linee Guida Per Gli Audit Dei Sistemi Di Gestione Per La Qualità E/o Di Gestione AmbientaleDocumento38 pagineLinee Guida Per Gli Audit Dei Sistemi Di Gestione Per La Qualità E/o Di Gestione Ambientalel_47654558Nessuna valutazione finora
- UNI 11224 2007 IT Antincendio PDFDocumento22 pagineUNI 11224 2007 IT Antincendio PDFAlessandro VeroneseNessuna valutazione finora
- UNI11224 - 2019 Impianti Di Rivelazione FumoDocumento46 pagineUNI11224 - 2019 Impianti Di Rivelazione FumoNicola CrocenziNessuna valutazione finora
- UNI EN ISO 13786 - 2001 - Caratteristiche Termiche DinamicheDocumento24 pagineUNI EN ISO 13786 - 2001 - Caratteristiche Termiche DinamicheGiuseppeNessuna valutazione finora
- Uni 11235Documento42 pagineUni 11235zefiro15100% (1)
- Tubi Per Impianti Civili Ed Industriali PDFDocumento24 pagineTubi Per Impianti Civili Ed Industriali PDFLudovicoVicoNessuna valutazione finora
- Protocollo Modbus Ecoserial3 Ita Ver3 6 BOLDROCCHI ITALIADocumento30 pagineProtocollo Modbus Ecoserial3 Ita Ver3 6 BOLDROCCHI ITALIAAldair MezaNessuna valutazione finora
- Catalog 33 - Precision Tool Catalog (Lo-Res)Documento580 pagineCatalog 33 - Precision Tool Catalog (Lo-Res)Roberto OrtegaNessuna valutazione finora
- Catalogo 2015Documento26 pagineCatalogo 2015CarloDoimoNessuna valutazione finora
- W100Documento2 pagineW100Emerson GarciaNessuna valutazione finora
- Come Creare Un PDF CompilabileDocumento2 pagineCome Creare Un PDF CompilabileBrianNessuna valutazione finora