Potrebbero piacerti anche
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- Formulario Strutture in Acciaio (Metodo S.L.U.)Documento1 paginaFormulario Strutture in Acciaio (Metodo S.L.U.)oggianniNessuna valutazione finora
- Ancoraggi, Giunzioni, Saldature, Giunti MeccaniciDocumento12 pagineAncoraggi, Giunzioni, Saldature, Giunti MeccaniciGiuseppe GentileNessuna valutazione finora
- Lez4 - Unioni BullonateDocumento28 pagineLez4 - Unioni BullonateL_LorenzoNessuna valutazione finora
- 1 Recipienti e Dischi - 5Documento1 pagina1 Recipienti e Dischi - 5taritNessuna valutazione finora
- Prova IdraulicaDocumento13 pagineProva IdraulicaFloriano SalviNessuna valutazione finora
- Tubi e Recipienti in PressioneDocumento11 pagineTubi e Recipienti in PressionelucaNessuna valutazione finora
- (Architettura) Cenci Progettare E Costruire Col LegnoDocumento29 pagine(Architettura) Cenci Progettare E Costruire Col Legnoa81179131Nessuna valutazione finora
- SerbatoiDocumento7 pagineSerbatoiNicolò BozzatoNessuna valutazione finora
- 3 2 Calcolo Degli Spessori Pag 396-405 VetroDocumento8 pagine3 2 Calcolo Degli Spessori Pag 396-405 Vetrojonathan.gelli5153Nessuna valutazione finora
- 8346-La Verifica Di Resistenza A FaticaDocumento37 pagine8346-La Verifica Di Resistenza A Faticalucignolo71Nessuna valutazione finora
- Tesina ParatoiaDocumento16 pagineTesina Paratoiad_u_i_l_i_oNessuna valutazione finora
- 10 - Unioni Bullonate e SaldateDocumento26 pagine10 - Unioni Bullonate e SaldateFabioNessuna valutazione finora
- Scambiatori Di CaloreDocumento24 pagineScambiatori Di CaloreFILIPPONessuna valutazione finora
- Presentazione SolaiDocumento62 paginePresentazione SolaiMarta BarattiniNessuna valutazione finora
- Gasd A.01.20.01.03Documento3 pagineGasd A.01.20.01.03ELNA83Nessuna valutazione finora
- BoccoleDocumento28 pagineBoccoleJames GarciaNessuna valutazione finora
- Progettazione - PILASTRI - NTC 2008Documento5 pagineProgettazione - PILASTRI - NTC 2008aiNessuna valutazione finora
- Exe01 Eserciziario-FonderiaDocumento8 pagineExe01 Eserciziario-FonderiaJessica FosterNessuna valutazione finora
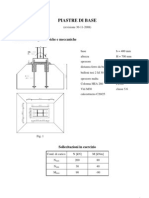
- Piastre Di BaseDocumento11 paginePiastre Di BasecersimoneNessuna valutazione finora
- Tecnica01 Appunti Acciaio 2 Di 3Documento26 pagineTecnica01 Appunti Acciaio 2 Di 3Willi WonkaNessuna valutazione finora
- TF 03Documento8 pagineTF 03Davide AbdelalNessuna valutazione finora
- Travi - Flessione e TaglioDocumento18 pagineTravi - Flessione e TaglioMattia PolottoNessuna valutazione finora
- Piastre Di Base in AcciaioDocumento15 paginePiastre Di Base in AcciaiomariocimoliNessuna valutazione finora
- Profili Sottili - GhersiDocumento40 pagineProfili Sottili - GhersitramaspolinoNessuna valutazione finora
- Strutture in Cemento Armato 2008 v1.5Documento61 pagineStrutture in Cemento Armato 2008 v1.5grandfunk46Nessuna valutazione finora
- Relazione Acciaio FirenzeDocumento164 pagineRelazione Acciaio FirenzeFrancesca PeraNessuna valutazione finora
- Dimensionamento Delle LastreDocumento3 pagineDimensionamento Delle Lastregiondet9922Nessuna valutazione finora
- Dimensionamento Di Un Architrave in Acciaio 2Documento9 pagineDimensionamento Di Un Architrave in Acciaio 2Francesco TrevisanNessuna valutazione finora
- Capitolo 6: Di Estremità Sono Sollecitati A Flessione A Causa DellaDocumento2 pagineCapitolo 6: Di Estremità Sono Sollecitati A Flessione A Causa DellaNicola GiancasproNessuna valutazione finora
- 1464 2015 396 23622 PDFDocumento25 pagine1464 2015 396 23622 PDFAnonymous 1aHRPIIFfINessuna valutazione finora
- Tiranti Di FondazioneDocumento8 pagineTiranti Di FondazioneMaxNessuna valutazione finora
- Lezione18 ImbozzamentoDocumento17 pagineLezione18 ImbozzamentocapspugnaNessuna valutazione finora
- Appunti Costruzioni in Acciaio PDFDocumento93 pagineAppunti Costruzioni in Acciaio PDFmick83_scribdNessuna valutazione finora
- Piastre Di BaseDocumento13 paginePiastre Di Basegfigari1Nessuna valutazione finora
- 74 8 Criteri Di Calcolo Dei PaliDocumento5 pagine74 8 Criteri Di Calcolo Dei Palisysyphus01Nessuna valutazione finora
- 02 01 Idraulica Delle CondotteDocumento26 pagine02 01 Idraulica Delle CondotteArmin van BurenNessuna valutazione finora
- I SOLAI LE ARMATURE - Uniroma3 - ArchitetturaDocumento54 pagineI SOLAI LE ARMATURE - Uniroma3 - ArchitetturaDaniele BernabeiNessuna valutazione finora
- Dispense Costruzione Di Macchine Vol.1 - AndornoDocumento211 pagineDispense Costruzione Di Macchine Vol.1 - AndornoAnonymous f3iGLjx100% (1)
- 5 Punzonamento Piastre PDFDocumento32 pagine5 Punzonamento Piastre PDFEmanuele MastrangeloNessuna valutazione finora
- Tolleranze Di LavorazioneDocumento19 pagineTolleranze Di LavorazioneAlexandru MariusNessuna valutazione finora
- Nodi Uniroma Dettagliata Con EsempiDocumento13 pagineNodi Uniroma Dettagliata Con EsempiJohnathon TalleyNessuna valutazione finora
- RECIPIENTIDocumento48 pagineRECIPIENTISaverio AffusoNessuna valutazione finora
- Dimensionamento Di Uno Stampo Di PressocolataDocumento38 pagineDimensionamento Di Uno Stampo Di PressocolatapincoNessuna valutazione finora
- Cementazione A Bassa PressioneDocumento12 pagineCementazione A Bassa Pressionemp87_ingNessuna valutazione finora
- Esercitazione 2013-2014 - Mathcad Plinto AltoDocumento8 pagineEsercitazione 2013-2014 - Mathcad Plinto AltoPaoloNessuna valutazione finora
- N 9&10-15 UTI-Materiali Per CondotteDocumento102 pagineN 9&10-15 UTI-Materiali Per CondottemariaNessuna valutazione finora
- Il DimensionamentoDocumento18 pagineIl DimensionamentoAndreaRaviolaNessuna valutazione finora
- Machelettr 0-7 PDFDocumento83 pagineMachelettr 0-7 PDFMarco Gassani0% (1)
- Mcap2 MotoriDocumento68 pagineMcap2 MotoriLoredana MateaNessuna valutazione finora
- Motore Sincrono e AsincronoDocumento3 pagineMotore Sincrono e Asincronofpiccoli_4Nessuna valutazione finora
- Azionamenti Elettrci - Università FerraraDocumento29 pagineAzionamenti Elettrci - Università Ferrarafpiccoli_4Nessuna valutazione finora
- Metodi Raffreddamento Motore Elettrico - ICDocumento3 pagineMetodi Raffreddamento Motore Elettrico - ICfpiccoli_4Nessuna valutazione finora
- Mcap2 MotoriDocumento68 pagineMcap2 MotoriLoredana MateaNessuna valutazione finora
- Allemanda - Wikipedia PDFDocumento1 paginaAllemanda - Wikipedia PDFfpiccoli_4Nessuna valutazione finora
- Corrente (Danza) - WikipediaDocumento2 pagineCorrente (Danza) - Wikipediafpiccoli_4Nessuna valutazione finora
- Temperatura Percepita in UfficioDocumento3 pagineTemperatura Percepita in Ufficiofpiccoli_4Nessuna valutazione finora
- Aria (Musica) - WikipediaDocumento3 pagineAria (Musica) - Wikipediafpiccoli_4Nessuna valutazione finora
- Bourrée - WikipediaDocumento3 pagineBourrée - Wikipediafpiccoli_4Nessuna valutazione finora
- Proprietà Delle PianteDocumento12 pagineProprietà Delle Piantefpiccoli_4Nessuna valutazione finora
- Fantasia (Musica) - WikipediaDocumento1 paginaFantasia (Musica) - Wikipediafpiccoli_4Nessuna valutazione finora
- Allemanda - Wikipedia PDFDocumento1 paginaAllemanda - Wikipedia PDFfpiccoli_4Nessuna valutazione finora
- Il Pianoforte Da Concerto STEINWAY & SONS - ManualeDocumento1 paginaIl Pianoforte Da Concerto STEINWAY & SONS - Manualefpiccoli_4Nessuna valutazione finora
- Torta Pan Di Stelle - AgrodolceDocumento1 paginaTorta Pan Di Stelle - Agrodolcefpiccoli_4Nessuna valutazione finora
- Cambiare Il LiquidoDocumento1 paginaCambiare Il LiquidoRighini RaffaeleNessuna valutazione finora
- Tango - SPARTITO PDFDocumento1 paginaTango - SPARTITO PDFfpiccoli_4Nessuna valutazione finora
- SISTEMA SILENT - Quiet Time GT2 Mini V5Documento2 pagineSISTEMA SILENT - Quiet Time GT2 Mini V5fpiccoli_4Nessuna valutazione finora
- Iso 9001 2015 Guidance Document Ita - tcm16-52634Documento16 pagineIso 9001 2015 Guidance Document Ita - tcm16-52634Sapio De MarcoNessuna valutazione finora
- Tango - SPARTITO PDFDocumento1 paginaTango - SPARTITO PDFfpiccoli_4Nessuna valutazione finora
- Tango - SpartitoDocumento1 paginaTango - Spartitofpiccoli_4Nessuna valutazione finora
- Certificato 2.2: Istruttoria CertificatiDocumento5 pagineCertificato 2.2: Istruttoria Certificatifpiccoli_4Nessuna valutazione finora
- Vivi Consapevole n.54 PDFDocumento148 pagineVivi Consapevole n.54 PDFfpiccoli_4Nessuna valutazione finora
- Moody InerziaDocumento1 paginaMoody Inerziafpiccoli_4Nessuna valutazione finora
- 01.serie PDP Tipo A-IDocumento12 pagine01.serie PDP Tipo A-Ifpiccoli_4Nessuna valutazione finora
- Primo SoccorsoDocumento12 paginePrimo Soccorsofpiccoli_4Nessuna valutazione finora
- Volano 1Documento9 pagineVolano 1fpiccoli_4Nessuna valutazione finora
- Volano 1Documento9 pagineVolano 1fpiccoli_4Nessuna valutazione finora