Potrebbero piacerti anche
- Controllo Qualità Processo SaldaturaDocumento4 pagineControllo Qualità Processo SaldaturagerminNessuna valutazione finora
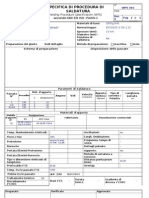
- WPS Form - B - ITADocumento1 paginaWPS Form - B - ITAdavidemol0% (1)
- 02 - Struttura e Proprietà Dei MetalliDocumento36 pagine02 - Struttura e Proprietà Dei MetalliMako SkyNessuna valutazione finora
- Controlli Non Distruttivi IntroduzioneDocumento96 pagineControlli Non Distruttivi IntroduzioneIo Nel100% (1)
- Decappaggio e Passivazione Acciaio InoxDocumento0 pagineDecappaggio e Passivazione Acciaio InoxMatteo PeddisNessuna valutazione finora
- SALDATURE - SimbologiaDocumento5 pagineSALDATURE - SimbologiatrotelloNessuna valutazione finora
- Legno - Uni - 11035-1Documento15 pagineLegno - Uni - 11035-1Alejandro CarosiNessuna valutazione finora
- Procontrol - MANUALE DEI LIQUIDI PENETRANTIDocumento63 pagineProcontrol - MANUALE DEI LIQUIDI PENETRANTIEur-Ing Nicola Galluzzi100% (1)
- Procedure Di Controllo Sulle Saldature PDFDocumento9 pagineProcedure Di Controllo Sulle Saldature PDFPiero SerraNessuna valutazione finora
- Limiti Qualità Per Le Imperfezioni Di SaldaturaDocumento38 pagineLimiti Qualità Per Le Imperfezioni Di SaldaturaAlby King0% (1)
- 3 Effetti Termici e Qualità Delle Saldature PDFDocumento41 pagine3 Effetti Termici e Qualità Delle Saldature PDFdddddddNessuna valutazione finora
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- Saldatura Dei Metalli Uni en Iso 15614-1 2005Documento35 pagineSaldatura Dei Metalli Uni en Iso 15614-1 2005raulfdez100% (1)
- Prontuario Tecnico Sulla SaldaturaDocumento28 pagineProntuario Tecnico Sulla SaldaturaGigiNessuna valutazione finora
- 1 Elementi Strutturali in Acciaio en 1090 VERONA - PPT (Compatibility Mode)Documento32 pagine1 Elementi Strutturali in Acciaio en 1090 VERONA - PPT (Compatibility Mode)sviluppi____Nessuna valutazione finora
- Visual TestingDocumento50 pagineVisual TestingDaniele Di BenedettoNessuna valutazione finora
- Slides Silvano D'Agosta - Guida All'Applicazione Della Norma UNI en ISO 3834Documento57 pagineSlides Silvano D'Agosta - Guida All'Applicazione Della Norma UNI en ISO 3834Dino PedutoNessuna valutazione finora
- Introduzione Alla Saldatura Sotto Protezione GassosaDocumento11 pagineIntroduzione Alla Saldatura Sotto Protezione Gassosaman88gioNessuna valutazione finora
- Alluminio e LegheDocumento12 pagineAlluminio e Leghemodena17980% (1)
- Metallurgia Generale e Della SaldaturaDocumento112 pagineMetallurgia Generale e Della SaldaturaEur-Ing Nicola GalluzziNessuna valutazione finora
- Difettologia Delle SaldatureDocumento18 pagineDifettologia Delle Saldaturemp87_ingNessuna valutazione finora
- Norme Sulle SaldatureDocumento30 pagineNorme Sulle SaldatureCarmine CacchioneNessuna valutazione finora
- Dispense Pau Complete1Documento172 pagineDispense Pau Complete1Alessandro MuragliaNessuna valutazione finora
- UNI 10389 94 - Rendimento CombustioneDocumento31 pagineUNI 10389 94 - Rendimento CombustioneLakeisha RamosNessuna valutazione finora
- Quad Er Notec Nico 1Documento43 pagineQuad Er Notec Nico 1Giuseppe BorgeseNessuna valutazione finora
- Manuale Di Saldatura-Welding ManualDocumento128 pagineManuale Di Saldatura-Welding ManuallorenzoNessuna valutazione finora
- Saldatura MIG MAGDocumento5 pagineSaldatura MIG MAGdavidemol100% (1)
- Metallurgia Della SaldaturaDocumento19 pagineMetallurgia Della Saldaturayuhanda44Nessuna valutazione finora
- 0308 - Metallurgia E Saldabilità Degli Acciai Inossidabili - Istituto Italiano SaldaturaDocumento48 pagine0308 - Metallurgia E Saldabilità Degli Acciai Inossidabili - Istituto Italiano SaldaturaMariantoniettaSpallutoNessuna valutazione finora
- Controlli Con UltrasuoniDocumento6 pagineControlli Con UltrasuoniClaudio Patania100% (1)
- Dispense 2012-2013 Materiali MetalliciDocumento261 pagineDispense 2012-2013 Materiali MetalliciAlessandroAbate0% (1)
- Course Support - IT PDFDocumento299 pagineCourse Support - IT PDFSalvatore CannataNessuna valutazione finora
- Simboli Grafici SaldatureDocumento18 pagineSimboli Grafici SaldatureTommaso PasconNessuna valutazione finora
- A Scuola Con VB2010Documento1.052 pagineA Scuola Con VB2010ClaudioCascielloNessuna valutazione finora
- Libro Della Saldatura - Wb-GenDocumento24 pagineLibro Della Saldatura - Wb-GenMAURONessuna valutazione finora
- Guida Pratica Alla Saldatura1Documento49 pagineGuida Pratica Alla Saldatura1sunny_vx100% (1)
- AICQ Spiegazione Della 1090 UNI en 1090Documento3 pagineAICQ Spiegazione Della 1090 UNI en 1090Pippo VenetoNessuna valutazione finora
- R03Documento16 pagineR03Sting TejadaNessuna valutazione finora
- Duplex Stainless Steel ItalianDocumento64 pagineDuplex Stainless Steel ItalianAngelo BeltraminiNessuna valutazione finora
- Manuale Di Saldatura Per Manutenzione - RiparazioneDocumento124 pagineManuale Di Saldatura Per Manutenzione - Riparazioneleonessa77100% (1)
- 13-CND - 1 (1) Controlli Non DistruttiviDocumento29 pagine13-CND - 1 (1) Controlli Non DistruttivicarlettaNessuna valutazione finora
- Manuale DifettiDocumento44 pagineManuale Difettiasba100% (1)
- Seminario Strutture EN 1090-1Documento46 pagineSeminario Strutture EN 1090-1davidemolNessuna valutazione finora
- Saldature, Tig, MigDocumento33 pagineSaldature, Tig, Migmarco mazzolaNessuna valutazione finora
- Liquidi PenetrantiDocumento52 pagineLiquidi PenetrantidbNessuna valutazione finora
- Test Effettuati Dall'Istituto Italiano Della Saldatura Sui Liquidi Penetranti EliteDocumento7 pagineTest Effettuati Dall'Istituto Italiano Della Saldatura Sui Liquidi Penetranti EliteMohamed FaragNessuna valutazione finora
- TESI - Ultrasuoni X Difetti GhisaDocumento97 pagineTESI - Ultrasuoni X Difetti GhisastancopiuNessuna valutazione finora
- Climatizzazione di edifici con pompe di calore geotermiche. Analisi termodinamica ed economicaDa EverandClimatizzazione di edifici con pompe di calore geotermiche. Analisi termodinamica ed economicaValutazione: 4 su 5 stelle4/5 (1)
- AcciaioDocumento77 pagineAcciaiojessica borrielloNessuna valutazione finora
- Esempi Edifici Multipiano in AcciaioDocumento96 pagineEsempi Edifici Multipiano in Acciaioprimiano56Nessuna valutazione finora
- Acciaio I - 15-12-2008Documento46 pagineAcciaio I - 15-12-2008Ing Peter CucchiNessuna valutazione finora
- 01 - Acciaio MaterialeDocumento28 pagine01 - Acciaio MaterialeMayaNessuna valutazione finora
- Appunti Tecnica Delle Costruzioni - ArchitetturaDocumento33 pagineAppunti Tecnica Delle Costruzioni - ArchitetturaMatteoNessuna valutazione finora
- 13a - Saldabilità Acciai Microlegati (2011)Documento52 pagine13a - Saldabilità Acciai Microlegati (2011)Mako SkyNessuna valutazione finora
- Maurizio LenziDocumento198 pagineMaurizio LenziTerziani SRL Terziani SRLNessuna valutazione finora
- Lezione 9 Strutture (Materiale Acciaio Da Conglomerato Cementizio) BN 2013Documento60 pagineLezione 9 Strutture (Materiale Acciaio Da Conglomerato Cementizio) BN 2013valerio losiNessuna valutazione finora
- Controllo Sui LaminatiDocumento32 pagineControllo Sui LaminatiPierpaolo AparoNessuna valutazione finora
- InsiemeDocumento2 pagineInsiemeRidwan ImaduddinNessuna valutazione finora