Potrebbero piacerti anche
- UNI en 12831 - Metodo Di Calcolo Carico TermicoDocumento86 pagineUNI en 12831 - Metodo Di Calcolo Carico TermicoStefano Squadrani80% (5)
- Acciai Bonifica Ruote DentateDocumento12 pagineAcciai Bonifica Ruote DentateFrancesco MastroNessuna valutazione finora
- Impianti Meccanici Dispense Dimensionamento PDFDocumento202 pagineImpianti Meccanici Dispense Dimensionamento PDFAnonymous kTLYjoBqNessuna valutazione finora
- 3 Effetti Termici e Qualità Delle Saldature PDFDocumento41 pagine3 Effetti Termici e Qualità Delle Saldature PDFdddddddNessuna valutazione finora
- Creep-Fatica Nei GDVDocumento24 pagineCreep-Fatica Nei GDVNiccolò GiannottiNessuna valutazione finora
- Acciai Inox Difetti SaldatureDocumento17 pagineAcciai Inox Difetti SaldatureUmberto Slurm McKenzie RosiNessuna valutazione finora
- 1era ParteDocumento16 pagine1era ParteGualberto Montaño HuarachiNessuna valutazione finora
- 485 506 x9 1 Aspetti X ItaDocumento22 pagine485 506 x9 1 Aspetti X ItascribddisantoNessuna valutazione finora
- Maurizio LenziDocumento198 pagineMaurizio LenziTerziani SRL Terziani SRLNessuna valutazione finora
- Tubazioni PDFDocumento13 pagineTubazioni PDFLuigiNessuna valutazione finora
- Appunti Tecnica Delle Costruzioni - ArchitetturaDocumento33 pagineAppunti Tecnica Delle Costruzioni - ArchitetturaMatteoNessuna valutazione finora
- 2974 - 10732 - 1862703206 - Stati Limite - SLU - Tensioni NormaliDocumento131 pagine2974 - 10732 - 1862703206 - Stati Limite - SLU - Tensioni NormaliMariaRosaTremiterraNessuna valutazione finora
- Risposta Sismica Di Telai in Calcestruzzo Armato Soggetti A CorrosioneDocumento8 pagineRisposta Sismica Di Telai in Calcestruzzo Armato Soggetti A CorrosioneDaniele Dominic ColluraNessuna valutazione finora
- Acciai Al Boro (12.9 Tra Gli Altri)Documento10 pagineAcciai Al Boro (12.9 Tra Gli Altri)pfontana1Nessuna valutazione finora
- 15 ResilienzaDocumento34 pagine15 Resilienzapaperinik_papNessuna valutazione finora
- Aggiornamento Norme Tecniche Dighe - Testo CoordinatoDocumento56 pagineAggiornamento Norme Tecniche Dighe - Testo CoordinatoSara SerritellaNessuna valutazione finora
- Uni 9858 - Diagnosi StruttureDocumento12 pagineUni 9858 - Diagnosi Struttureandrewzox5Nessuna valutazione finora
- Getti Massivi PDFDocumento18 pagineGetti Massivi PDFroccia1989Nessuna valutazione finora
- T2 Temperatura TermoresistenzeDocumento12 pagineT2 Temperatura TermoresistenzeAndrea CozzolinoNessuna valutazione finora
- Sistema Designazione AcciaiDocumento4 pagineSistema Designazione AcciaiMichele TrevisiolNessuna valutazione finora
- Qualità Sulle Saldature PDFDocumento38 pagineQualità Sulle Saldature PDFUmar FarooqNessuna valutazione finora
- Cei 7-6 PDFDocumento16 pagineCei 7-6 PDFmarvaiahimNessuna valutazione finora
- 04 CCAE DegradoDocumento63 pagine04 CCAE DegradouniversalmenteNessuna valutazione finora
- Acciaio I - 15-12-2008Documento46 pagineAcciaio I - 15-12-2008Ing Peter CucchiNessuna valutazione finora
- III Meeting - 13Documento22 pagineIII Meeting - 13Luca ZammaNessuna valutazione finora
- Il Materiale AcciaioDocumento15 pagineIl Materiale AcciaioFausto DaquartiNessuna valutazione finora
- Manuale Di Saldatura Per Manutenzione - RiparazioneDocumento124 pagineManuale Di Saldatura Per Manutenzione - Riparazioneleonessa77100% (1)
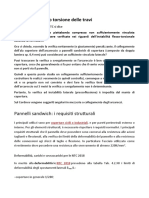
- Instabilità A Flesso Torsione Delle TraviDocumento2 pagineInstabilità A Flesso Torsione Delle TraviFloriano SalviNessuna valutazione finora
- Atecap 02Documento6 pagineAtecap 02Marcello PabaNessuna valutazione finora
- Intr - Tipi AcciaiDocumento21 pagineIntr - Tipi AcciaiMarco SalvatoriNessuna valutazione finora
- Acciai Per IngranaggiDocumento11 pagineAcciai Per IngranaggiFrancesco MastroNessuna valutazione finora
- DesignazioneDocumento9 pagineDesignazioneMario RossiNessuna valutazione finora
- PROVA Flessione Rotante2Documento4 paginePROVA Flessione Rotante2Riccardo ChiavegatoNessuna valutazione finora
- RELAZIONE SUI MATERIALI Plinto E70Documento2 pagineRELAZIONE SUI MATERIALI Plinto E70czauri100% (1)
- EN 764-4 PMA ItDocumento2 pagineEN 764-4 PMA ItDaniele CrescimbeniNessuna valutazione finora
- Appunti Acciaio GhersiDocumento51 pagineAppunti Acciaio GhersiDonato PaglionicoNessuna valutazione finora
- Come Calcolare Solai in C.A. Su Lamiera Grecata Collaborante PDFDocumento20 pagineCome Calcolare Solai in C.A. Su Lamiera Grecata Collaborante PDFPier Giuseppe GallettoNessuna valutazione finora
- Trattato MolleDocumento29 pagineTrattato MolleRomano BulgarelliNessuna valutazione finora
- CATALOGO 2013 PIPING PTFE CompletoDocumento68 pagineCATALOGO 2013 PIPING PTFE CompletoVladiNessuna valutazione finora
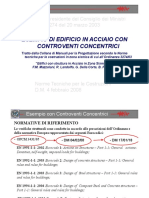
- Esempi Edifici Multipiano in AcciaioDocumento96 pagineEsempi Edifici Multipiano in Acciaioprimiano56Nessuna valutazione finora
- Ad-W2 ItaDocumento8 pagineAd-W2 ItaAnna LancerottoNessuna valutazione finora
- Mohammed Haider Robin - Relazione Della Prova Di Durezza RockwellDocumento8 pagineMohammed Haider Robin - Relazione Della Prova Di Durezza RockwellRobin Mohammed HaiderNessuna valutazione finora
- 13 TrattamentiDocumento10 pagine13 TrattamentiFederico.IoriNessuna valutazione finora
- N - RETE TELERISCALDAMENTO - Rev 04Documento59 pagineN - RETE TELERISCALDAMENTO - Rev 04rovergammaNessuna valutazione finora
- Legami Momento-Curvatura Strutture CalcestruzzoDocumento22 pagineLegami Momento-Curvatura Strutture Calcestruzzoamino222Nessuna valutazione finora
- Le Dighe Hoepli PDFDocumento44 pagineLe Dighe Hoepli PDFvscavelliNessuna valutazione finora
- Designazione AcciaiDocumento10 pagineDesignazione AcciaiDino PedutoNessuna valutazione finora
- Verifica Mensole Tozze CarroponteDocumento6 pagineVerifica Mensole Tozze CarroponteGuido BoggiNessuna valutazione finora
- Durabilità Per WEBDocumento67 pagineDurabilità Per WEBAndrea ZamponiNessuna valutazione finora
- Tensioni ResidueDocumento7 pagineTensioni ResidueUmberto Slurm McKenzie RosiNessuna valutazione finora
- Trattamenti Di Preparazione e Protezione Superficiale AcciaioDocumento9 pagineTrattamenti Di Preparazione e Protezione Superficiale AcciaioPinoScribdNessuna valutazione finora
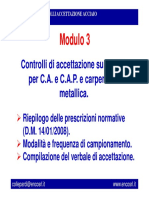
- Controlli Di Accettazione Su Acciaio Per C.A. e C.a.P.Documento42 pagineControlli Di Accettazione Su Acciaio Per C.A. e C.a.P.jypafswoNessuna valutazione finora
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- Relazioni tra la composizione dei licheni epifiti,delle scorzee dell'acqua di scorrimento lungo il troncoDa EverandRelazioni tra la composizione dei licheni epifiti,delle scorzee dell'acqua di scorrimento lungo il troncoNessuna valutazione finora
- En ISO 13790 ItalianaDocumento58 pagineEn ISO 13790 Italianacrn2100% (1)
- Trasmissione Del Calore - Convezione PDFDocumento58 pagineTrasmissione Del Calore - Convezione PDFrobbui80100% (2)
- Principi Di ElettromagnetismoDocumento63 paginePrincipi Di ElettromagnetismoPierpaolo AparoNessuna valutazione finora
- Irritec Flyer Idripcare ItDocumento2 pagineIrritec Flyer Idripcare ItIvanNessuna valutazione finora