Potrebbero piacerti anche
- 1 Elementi Strutturali in Acciaio en 1090 VERONA - PPT (Compatibility Mode)Documento32 pagine1 Elementi Strutturali in Acciaio en 1090 VERONA - PPT (Compatibility Mode)sviluppi____Nessuna valutazione finora
- AICQ Spiegazione Della 1090 UNI en 1090Documento3 pagineAICQ Spiegazione Della 1090 UNI en 1090Pippo VenetoNessuna valutazione finora
- IttDocumento3 pagineIttPippo VenetoNessuna valutazione finora
- Linee Guida Direzione LavoriDocumento10 pagineLinee Guida Direzione LavoriSalvatore LombardoNessuna valutazione finora
- Presentazione EN 1090 CNA BolognaDocumento59 paginePresentazione EN 1090 CNA BolognaFrancescoNessuna valutazione finora
- Guida Dichiarazione Conformità Quadri Elettrici BTicino (CEI 17-13)Documento153 pagineGuida Dichiarazione Conformità Quadri Elettrici BTicino (CEI 17-13)Graziano TrainiNessuna valutazione finora
- Procedure Di Controllo Per Le Opere in Carpenteria MetallicaDocumento4 pagineProcedure Di Controllo Per Le Opere in Carpenteria MetallicaSignorinoNessuna valutazione finora
- Materiale Incontro InformativoDocumento11 pagineMateriale Incontro InformativoNicola TomasiNessuna valutazione finora
- EN1090 - Ridotto - ITA Ricevuto Da AQMDocumento47 pagineEN1090 - Ridotto - ITA Ricevuto Da AQMPaolo BertolottiNessuna valutazione finora
- Prontuario Del FerroDocumento112 pagineProntuario Del Ferrogleba77Nessuna valutazione finora
- Ejb110 120Documento2 pagineEjb110 120shakouri1370_8902064Nessuna valutazione finora
- La Marcatura Ce Dei Componenti Strutturali in ACCIAIO SECONDO LA EN 1090-1 e Il CPR 305/2011Documento32 pagineLa Marcatura Ce Dei Componenti Strutturali in ACCIAIO SECONDO LA EN 1090-1 e Il CPR 305/2011Kevin DudleyNessuna valutazione finora
- QAS 026 R Rev06 - Regolamento Attestazioni DirettiveDocumento16 pagineQAS 026 R Rev06 - Regolamento Attestazioni Direttive3834saldNessuna valutazione finora
- UNI en 287 - Prova Per Saldatori AcciaioDocumento39 pagineUNI en 287 - Prova Per Saldatori AcciaiovalvotecnicaNessuna valutazione finora
- Bulloneria Adatta A Precarico Prom AcciaioDocumento8 pagineBulloneria Adatta A Precarico Prom AcciaioroldoguidoNessuna valutazione finora
- 285Documento57 pagine285Salvatore CannataNessuna valutazione finora
- Catalogo Funi in AcciaioDocumento48 pagineCatalogo Funi in AcciaioAndrea TraversoneNessuna valutazione finora
- CPDOC 205 - Regolamento Particolare Masselli e Lastre Con ICMQ ECO - 29072020Documento33 pagineCPDOC 205 - Regolamento Particolare Masselli e Lastre Con ICMQ ECO - 29072020Terziani SRL Terziani SRLNessuna valutazione finora
- CEI82-25 Variante V1Documento42 pagineCEI82-25 Variante V1pierciccioNessuna valutazione finora
- En 1090 - UnsiderDocumento50 pagineEn 1090 - UnsiderAnonymous zxFhXenNessuna valutazione finora
- Standard en 14471Documento4 pagineStandard en 14471atisz333Nessuna valutazione finora
- CPR 1090-1Documento25 pagineCPR 1090-1sviluppi____Nessuna valutazione finora
- En 1090 - UnsiderDocumento50 pagineEn 1090 - UnsiderMario MereniNessuna valutazione finora
- ManualeFPC EN1090-1esempioDocumento37 pagineManualeFPC EN1090-1esempioAlessandro Celuzza100% (2)
- Regolamento UE 305 2011Documento13 pagineRegolamento UE 305 2011EnriPatNessuna valutazione finora
- ManualeFPC EN1090 1esempioDocumento36 pagineManualeFPC EN1090 1esempioAlessandro Celuzza100% (5)
- Edilsider Sas 2012 - CompletoDocumento124 pagineEdilsider Sas 2012 - Completoemanuelefiliberto566Nessuna valutazione finora
- Vasexpansiune 200LDocumento3 pagineVasexpansiune 200LMarius DanciuNessuna valutazione finora
- Seminario Strutture EN 1090-1Documento46 pagineSeminario Strutture EN 1090-1davidemolNessuna valutazione finora
- Certificazione Rei Marzo 2012 (Bozza Per Muri e Solai)Documento4 pagineCertificazione Rei Marzo 2012 (Bozza Per Muri e Solai)Vladimiro AlfonsiNessuna valutazione finora
- ETA: Marcatura CE Di Un Prodotto Da CostruzioneDocumento15 pagineETA: Marcatura CE Di Un Prodotto Da CostruzioneClaudio DelainiNessuna valutazione finora
- Indagine Supplementare Secondo Punto 4.4 Della Norma Iso Verifica Ventennale - Piattaforma Aerea Cella Liftel 650 SPJ Matr.Documento40 pagineIndagine Supplementare Secondo Punto 4.4 Della Norma Iso Verifica Ventennale - Piattaforma Aerea Cella Liftel 650 SPJ Matr.Guido BoggiNessuna valutazione finora
- UNI - EN - 10021 - 1995 - Condizioni Tecniche Generali Di Fornitura Per AcciaioDocumento10 pagineUNI - EN - 10021 - 1995 - Condizioni Tecniche Generali Di Fornitura Per Acciaiosimone_pallaoroNessuna valutazione finora
- Certificado Tuv VálvulasDocumento11 pagineCertificado Tuv VálvulasAntonio LopesNessuna valutazione finora
- UNI EN 1504 SintesiDocumento61 pagineUNI EN 1504 SintesiFausto GiovannardiNessuna valutazione finora
- STRUTTURE - Elenco Documenti Da Produrre Per Acciaio Da CarpenteriaDocumento2 pagineSTRUTTURE - Elenco Documenti Da Produrre Per Acciaio Da CarpenteriaGIGINessuna valutazione finora
- La Marcatura CE Prodotti Da Costruzione Passo PassoDocumento24 pagineLa Marcatura CE Prodotti Da Costruzione Passo PassoValerioZucchelliNessuna valutazione finora
- En 10204Documento18 pagineEn 10204Laura Triguero SanchezNessuna valutazione finora
- CE-EU Certification Zincatura A CaldoDocumento49 pagineCE-EU Certification Zincatura A CaldoPippo VenetoNessuna valutazione finora
- Procedura Rilascio CVTDocumento7 pagineProcedura Rilascio CVTLeon CarrNessuna valutazione finora
- Catalogo Completo Elettrovalvole Per Applicazioni GeneraliDocumento56 pagineCatalogo Completo Elettrovalvole Per Applicazioni Generalipippo2378793Nessuna valutazione finora
- Uni 9994Documento4 pagineUni 9994Nicola CrocenziNessuna valutazione finora
- Guce 28 - 6 - 13Documento38 pagineGuce 28 - 6 - 13marcotorriNessuna valutazione finora
- Intertubi - Catalogo 2016Documento180 pagineIntertubi - Catalogo 2016lunatic2000Nessuna valutazione finora
- Accettazione Dei Materiali Secondo NTC2008 Cap 11Documento3 pagineAccettazione Dei Materiali Secondo NTC2008 Cap 11davidemolNessuna valutazione finora
- Tango: Installazione, Uso, ManutenzioneDocumento64 pagineTango: Installazione, Uso, ManutenzioneGabriel DumitraNessuna valutazione finora
- RFI TCAR SF AR 07 008 A - Giunzioni Incollate IsolantiDocumento21 pagineRFI TCAR SF AR 07 008 A - Giunzioni Incollate IsolantiMia MercerNessuna valutazione finora
- EGGA CE Marking Guidance Document ITDocumento12 pagineEGGA CE Marking Guidance Document ITqualitaNessuna valutazione finora
- Memoria Nem BriniDocumento18 pagineMemoria Nem BriniDino PedutoNessuna valutazione finora
- Nota ANCE Sanzioni 305Documento3 pagineNota ANCE Sanzioni 305mattia.secchi88Nessuna valutazione finora
- ER2890Documento2 pagineER2890DA NANessuna valutazione finora
- Manuale Funi PDFDocumento52 pagineManuale Funi PDFGianluca Fontana50% (2)
- Impianti A Pressione - Corso-PED-329 - 14.12.05Documento35 pagineImpianti A Pressione - Corso-PED-329 - 14.12.05bonaccorsokar9802Nessuna valutazione finora
- En 1090 La Marcatura Ce Dei Componenti Strutturali - Icim - Forni PDFDocumento30 pagineEn 1090 La Marcatura Ce Dei Componenti Strutturali - Icim - Forni PDFsergiononsaiNessuna valutazione finora
- Accettazione Travetti PrefabbricatiDocumento3 pagineAccettazione Travetti PrefabbricatiserafiniNessuna valutazione finora
- Nuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeDa EverandNuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeNessuna valutazione finora
- Ottimizzazione ponderale di una cesta per piattaforma aereaDa EverandOttimizzazione ponderale di una cesta per piattaforma aereaNessuna valutazione finora
- Nuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileDa EverandNuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileNessuna valutazione finora
- PageDocumento4 paginePageFederico.IoriNessuna valutazione finora
- Catalogo Viti ItDocumento276 pagineCatalogo Viti ItFederico.Iori100% (1)
- R.C.2009 - 3Documento113 pagineR.C.2009 - 3Federico.IoriNessuna valutazione finora
- Zincatura A Caldo GuidaDocumento24 pagineZincatura A Caldo GuidaTommaso LeatiNessuna valutazione finora
- PageDocumento4 paginePageFederico.IoriNessuna valutazione finora
- DWN VerDocumento9 pagineDWN VerFederico.IoriNessuna valutazione finora
- Proveraedilizia - It Masterflow 928 Scheda Tecnica PDFDocumento4 pagineProveraedilizia - It Masterflow 928 Scheda Tecnica PDFFederico.IoriNessuna valutazione finora
- PageDocumento4 paginePageFederico.IoriNessuna valutazione finora
- Catalogo Viti ItDocumento276 pagineCatalogo Viti ItFederico.Iori100% (1)
- Prospetto Schoeck Isokorb (3416) 2014-06-06Documento6 pagineProspetto Schoeck Isokorb (3416) 2014-06-06Federico.IoriNessuna valutazione finora
- R.C.2009 - 3Documento113 pagineR.C.2009 - 3Federico.IoriNessuna valutazione finora
- Lamiere Solai 02 PDFDocumento1 paginaLamiere Solai 02 PDFFederico.IoriNessuna valutazione finora
- SDC Parte 3 C PDFDocumento117 pagineSDC Parte 3 C PDFFederico.IoriNessuna valutazione finora
- ST 5302 Ita PDFDocumento1 paginaST 5302 Ita PDFFederico.IoriNessuna valutazione finora
- ST 5302 ItaDocumento1 paginaST 5302 ItaFederico.IoriNessuna valutazione finora
- Lamiere Solai 02 PDFDocumento1 paginaLamiere Solai 02 PDFFederico.IoriNessuna valutazione finora
- Tab TraviDocumento12 pagineTab TraviDavide FerrareseNessuna valutazione finora
- Catalogo Tecnico - Barriere PassiveDocumento42 pagineCatalogo Tecnico - Barriere PassiveFederico.IoriNessuna valutazione finora
- Tab TraviDocumento12 pagineTab TraviDavide FerrareseNessuna valutazione finora
- DWN VerDocumento9 pagineDWN VerFederico.IoriNessuna valutazione finora
- Capitolo 11 PDFDocumento8 pagineCapitolo 11 PDFFederico.IoriNessuna valutazione finora
- Lamiere Solai 02asdgDocumento1 paginaLamiere Solai 02asdgFederico.IoriNessuna valutazione finora
- Sagomario Commerciale Tubi Circolari 10219aDocumento5 pagineSagomario Commerciale Tubi Circolari 10219aFederico.IoriNessuna valutazione finora
- Profilario HEDocumento6 pagineProfilario HEDavid SmithNessuna valutazione finora
- II - Normative UNI en Prodotti in AcciaioDocumento9 pagineII - Normative UNI en Prodotti in AcciaiomarcoruozziNessuna valutazione finora
- Trattamenti Di Preparazione e Protezione Superficiale AcciaioDocumento9 pagineTrattamenti Di Preparazione e Protezione Superficiale AcciaioPinoScribdNessuna valutazione finora
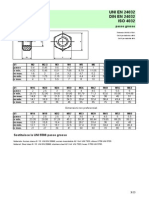
- Dadi Uni en 24032Documento1 paginaDadi Uni en 24032frank_the_bangNessuna valutazione finora
- 13 TrattamentiDocumento10 pagine13 TrattamentiFederico.IoriNessuna valutazione finora
- La Zincatura A Caldo Informazioni SinteticheDocumento32 pagineLa Zincatura A Caldo Informazioni SinteticheFederico.IoriNessuna valutazione finora