Potrebbero piacerti anche
- Lez 3 Le Unioni Bullonate e SaldateDocumento41 pagineLez 3 Le Unioni Bullonate e SaldateAnonymous tmRaHhNessuna valutazione finora
- Saldabilità Acciai A Medio Ed Alto CDocumento5 pagineSaldabilità Acciai A Medio Ed Alto Cman88gioNessuna valutazione finora
- FilettatureDocumento9 pagineFilettatureMarioNessuna valutazione finora
- 03 Saldatura e Taglio Ossigas Saf-Fro 53113 Pag 39Documento151 pagine03 Saldatura e Taglio Ossigas Saf-Fro 53113 Pag 39Carlos YañezNessuna valutazione finora
- 90v99001011 Guida Metano ItDocumento34 pagine90v99001011 Guida Metano ItGiuseppe RossiNessuna valutazione finora
- Introduzione Alla Saldatura Sotto Protezione GassosaDocumento11 pagineIntroduzione Alla Saldatura Sotto Protezione Gassosaman88gioNessuna valutazione finora
- 02 - Struttura e Proprietà Dei MetalliDocumento36 pagine02 - Struttura e Proprietà Dei MetalliMako SkyNessuna valutazione finora
- MetalliDocumento18 pagineMetallifabNessuna valutazione finora
- 13a - Saldabilità Acciai Microlegati (2011)Documento52 pagine13a - Saldabilità Acciai Microlegati (2011)Mako SkyNessuna valutazione finora
- LEZ 9 ElettroerosioneDocumento81 pagineLEZ 9 ElettroerosioneAlla NagiNessuna valutazione finora
- ElettroerosioneDocumento4 pagineElettroerosioneFadetwoNessuna valutazione finora
- Saldatura Taglio Elettroerosione PDFDocumento88 pagineSaldatura Taglio Elettroerosione PDFFilippo PanicoNessuna valutazione finora
- Trattamenti Galvanici - Ossidazione Anodica o Anodizzazione AlluminioDocumento5 pagineTrattamenti Galvanici - Ossidazione Anodica o Anodizzazione AlluminioFadetwoNessuna valutazione finora
- Decappaggio e Passivazione Acciaio InoxDocumento0 pagineDecappaggio e Passivazione Acciaio InoxMatteo PeddisNessuna valutazione finora
- Principi Di Protezione CatodicaDocumento7 paginePrincipi Di Protezione CatodicaSamuele FasciaNessuna valutazione finora
- Prove Sui MaterialiDocumento12 pagineProve Sui MaterialiantolamoNessuna valutazione finora
- Saldature, Tig, MigDocumento33 pagineSaldature, Tig, Migmarco mazzolaNessuna valutazione finora
- Designazione AcciaiDocumento78 pagineDesignazione AcciairocarlvodNessuna valutazione finora
- Schede Monografiche OSSIDAZIONE DURADocumento120 pagineSchede Monografiche OSSIDAZIONE DURAjjermanNessuna valutazione finora
- Saldatura MIG MAGDocumento29 pagineSaldatura MIG MAGdante.3dNessuna valutazione finora
- Tesi ElettroerosioneDocumento56 pagineTesi Elettroerosionesikog75150Nessuna valutazione finora
- Verifica Saldatura A Cordone D'angoloDocumento1 paginaVerifica Saldatura A Cordone D'angoloTommaso PasconNessuna valutazione finora
- Trattamenti Termici MassiviDocumento106 pagineTrattamenti Termici MassivicarlonewmannNessuna valutazione finora
- Daikin - Installazione Unità InternaDocumento14 pagineDaikin - Installazione Unità InternaGianluca LeggiNessuna valutazione finora
- Course Support - IT PDFDocumento299 pagineCourse Support - IT PDFSalvatore CannataNessuna valutazione finora
- Acciai Da CostruzioneDocumento78 pagineAcciai Da CostruzioneandreahankNessuna valutazione finora
- Questionario MT-2nd Level - GeneraleDocumento5 pagineQuestionario MT-2nd Level - GeneraleEur-Ing Nicola GalluzziNessuna valutazione finora
- Cat SolareDocumento32 pagineCat SolareDestroier89Nessuna valutazione finora
- UNI EN 12464-1 Illuminazione Luoghi Di LavoroDocumento29 pagineUNI EN 12464-1 Illuminazione Luoghi Di LavoroStefano SquadraniNessuna valutazione finora
- Controlli Con UltrasuoniDocumento6 pagineControlli Con UltrasuoniClaudio Patania100% (1)
- Prova Di Trazione StaticaDocumento56 pagineProva Di Trazione Staticamohammad100% (1)
- Tabelle Conversione AcciaiDocumento1 paginaTabelle Conversione AcciaiStefano SquadraniNessuna valutazione finora
- Catalogo Cancelli ItDocumento28 pagineCatalogo Cancelli ItLuis DTNessuna valutazione finora
- CND Delle SaldatureDocumento18 pagineCND Delle SaldatureandNessuna valutazione finora
- La Marcatura Ce Delle Strutture Metalliche (Acciaio e Alluminio) Secondo en 1090-1, in Conformita' Al Regolamento (Ue) 305/2011Documento12 pagineLa Marcatura Ce Delle Strutture Metalliche (Acciaio e Alluminio) Secondo en 1090-1, in Conformita' Al Regolamento (Ue) 305/2011bollascribdNessuna valutazione finora
- Protezione Sovratensioni BTDocumento20 pagineProtezione Sovratensioni BTniko1075Nessuna valutazione finora
- Trasmittanza Infissi, Taglio Termico e Vetro Basso Emissivo - La Guida Definitiva Sui Serramenti - BibLus-netDocumento23 pagineTrasmittanza Infissi, Taglio Termico e Vetro Basso Emissivo - La Guida Definitiva Sui Serramenti - BibLus-netPIPPO BAUDONessuna valutazione finora
- Zincatura Fai Da Te by Bunjin62 PDFDocumento21 pagineZincatura Fai Da Te by Bunjin62 PDFschioppoNessuna valutazione finora
- Acciai DesignazioneDocumento23 pagineAcciai DesignazioneDonato PaglionicoNessuna valutazione finora
- 100 - Knauf Scheda Cappotto Termico P321Documento28 pagine100 - Knauf Scheda Cappotto Termico P321ForestieroNessuna valutazione finora
- Guida Alla Protezione CatodicaDocumento10 pagineGuida Alla Protezione CatodicaAlfonzo BadooNessuna valutazione finora
- Saldatura MIG MAGDocumento5 pagineSaldatura MIG MAGdavidemol100% (1)
- Corrosione e Protezione Dei Materiali Metallici Cap 13 PDFDocumento23 pagineCorrosione e Protezione Dei Materiali Metallici Cap 13 PDFAngeloNessuna valutazione finora
- Lavorazioni Non ConvenzionaliDocumento51 pagineLavorazioni Non Convenzionaliman88gioNessuna valutazione finora
- Opel CorsaDocumento237 pagineOpel CorsaDBrewski100% (1)
- L8 - Tolleranze DimensionaliDocumento13 pagineL8 - Tolleranze DimensionaliClaudio FerraraNessuna valutazione finora
- CorrosioneDocumento57 pagineCorrosioneing.paolo.piccoli5379Nessuna valutazione finora
- ZincaturaDocumento22 pagineZincaturaclaudiawowNessuna valutazione finora
- MasterLife WP 1000Documento2 pagineMasterLife WP 1000elfigossNessuna valutazione finora
- Eurocodice 3-1-10 - ITDocumento20 pagineEurocodice 3-1-10 - ITAgliozzoNessuna valutazione finora
- Lavori in QuotaDocumento96 pagineLavori in QuotailovegvNessuna valutazione finora
- UNI 10389 94 - Rendimento CombustioneDocumento31 pagineUNI 10389 94 - Rendimento CombustioneLakeisha RamosNessuna valutazione finora
- Duplex Stainless Steel ItalianDocumento64 pagineDuplex Stainless Steel ItalianAngelo BeltraminiNessuna valutazione finora
- Tabella LegheDocumento1 paginaTabella LegheespairNessuna valutazione finora
- Manuale DifettiDocumento44 pagineManuale Difettiasba100% (1)
- Principi Per Il Bilanciamento Degli Impianti IdroniciDocumento11 paginePrincipi Per Il Bilanciamento Degli Impianti IdroniciDorianaNessuna valutazione finora
- 15913-Quadro Tecnologie Non ConvenzionaliDocumento46 pagine15913-Quadro Tecnologie Non ConvenzionaliDario BenedettiNessuna valutazione finora
- Prevenzione e Protezione Contro Esplosioni - SUVA 2011Documento124 paginePrevenzione e Protezione Contro Esplosioni - SUVA 2011toniposNessuna valutazione finora
- 07.05 - Info - Saldatura Dellacciaio Duro Al Manganese - 2014!06!05Documento2 pagine07.05 - Info - Saldatura Dellacciaio Duro Al Manganese - 2014!06!053834saldNessuna valutazione finora
- O-Ring Appendice Al Catalogo Generale Disc16Documento37 pagineO-Ring Appendice Al Catalogo Generale Disc16StefanoMarilungoNessuna valutazione finora
- La Manutenzione ProgrammataDocumento83 pagineLa Manutenzione ProgrammataStefanoMarilungoNessuna valutazione finora
- Modelli Dinamici StrumentiDocumento32 pagineModelli Dinamici StrumentiStefanoMarilungoNessuna valutazione finora
- Accoppiamenti GALVANICIDocumento27 pagineAccoppiamenti GALVANICIStefanoMarilungoNessuna valutazione finora
- Classificazione e Designazione Degli Acciai - Slides - SitoDocumento19 pagineClassificazione e Designazione Degli Acciai - Slides - SitoStefanoMarilungoNessuna valutazione finora
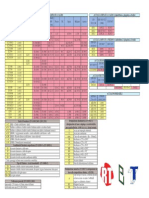
- Equivalent Designation Engineering SteelsDocumento1 paginaEquivalent Designation Engineering SteelsStefanoMarilungoNessuna valutazione finora
- Criteri Di ResistenzaDocumento11 pagineCriteri Di ResistenzaStefanoMarilungoNessuna valutazione finora
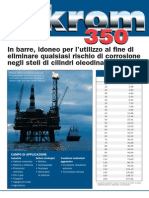
- Nikrom 350Documento2 pagineNikrom 350Alessandro CamozzatoNessuna valutazione finora
- AcciaioDocumento11 pagineAcciaioLuca RossettiNessuna valutazione finora
- Catalog General ISAF 2012Documento16 pagineCatalog General ISAF 2012Danut RusNessuna valutazione finora
- Catalogo COETE 2009Documento19 pagineCatalogo COETE 2009Orlando MartínNessuna valutazione finora
- ClassificazionematerialiDocumento36 pagineClassificazionematerialiIl bis per favoreNessuna valutazione finora
- Ghisa SferoidaleDocumento5 pagineGhisa SferoidaleTommasoDominatoNessuna valutazione finora
- Smalti Loro Teoria ItDocumento11 pagineSmalti Loro Teoria It2008anamNessuna valutazione finora