Potrebbero piacerti anche
- Analisi Capacità ProcessoDocumento18 pagineAnalisi Capacità Processofrancesco_longo78Nessuna valutazione finora
- Teoria e Metodi Controllo Statistico Processo ProduttivoDocumento22 pagineTeoria e Metodi Controllo Statistico Processo Produttivofandella11Nessuna valutazione finora
- CPK Indici CapacitaDocumento21 pagineCPK Indici Capacitari.paoletto82Nessuna valutazione finora
- Grafico X-R DiapositivasDocumento16 pagineGrafico X-R DiapositivasGeraldina RodriguezNessuna valutazione finora
- PPM Da CPKDocumento11 paginePPM Da CPKcarlo47Nessuna valutazione finora
- 2015-M987 OrdDocumento11 pagine2015-M987 OrdferrariandreaNessuna valutazione finora
- Training Six SigmaDocumento41 pagineTraining Six SigmaenricoNessuna valutazione finora
- 5D TMA As 16 17Documento1 pagina5D TMA As 16 17MarcoNessuna valutazione finora
- Minitab SPCDocumento44 pagineMinitab SPCgick87Nessuna valutazione finora
- Strumenti TQM 2020 03 09 07 31 42Documento72 pagineStrumenti TQM 2020 03 09 07 31 42NoBrandNessuna valutazione finora
- Corso SAP PMDocumento32 pagineCorso SAP PMWiston CastroNessuna valutazione finora
- CER - QAS 070 I - Rev01 - 20230405 - Requisiti Minimi Programmi Didattici PNDDocumento48 pagineCER - QAS 070 I - Rev01 - 20230405 - Requisiti Minimi Programmi Didattici PNDGiuseppe CavallaroNessuna valutazione finora
- 3 - Processi Project ManagementDocumento217 pagine3 - Processi Project ManagementVittorioNessuna valutazione finora
- 5 Pilastri ConoscenzaDocumento1 pagina5 Pilastri ConoscenzaaNessuna valutazione finora
- 07 - Tutorial Minitab - Cap - 04 PDFDocumento16 pagine07 - Tutorial Minitab - Cap - 04 PDFdani7MAUNessuna valutazione finora
- Simulazione TIGADocumento8 pagineSimulazione TIGALuís AzevedoNessuna valutazione finora
- Trasporti e Logistica - Repertorio 2017 Maggio PDFDocumento56 pagineTrasporti e Logistica - Repertorio 2017 Maggio PDFVilla PierisNessuna valutazione finora
- Presentazione Dei ModelliDocumento2 paginePresentazione Dei ModellirjhtyNessuna valutazione finora
- Controlli Statistici CorrettoDocumento42 pagineControlli Statistici Correttorenato.locascioNessuna valutazione finora
- A3 Lean ManagmentDocumento1 paginaA3 Lean ManagmentLucrezia BandiniNessuna valutazione finora
- Verifica UscitaDocumento24 pagineVerifica UscitaJacopo ColabattistaNessuna valutazione finora
- Programma Imp Industriali M 2015Documento2 pagineProgramma Imp Industriali M 2015ManuelLentiNessuna valutazione finora
- Il Sapere ErgotecnicoDocumento2 pagineIl Sapere ErgotecnicoAlessandro GaffuriNessuna valutazione finora
- TesiDocumento38 pagineTesiVINCENZO TODARONessuna valutazione finora
- Controlli AutomaticiDocumento3 pagineControlli AutomaticiDomenico MereuNessuna valutazione finora
- Presentazione Ingegneria Gestionale - 4 Dicembre 2019Documento21 paginePresentazione Ingegneria Gestionale - 4 Dicembre 2019Claudia Andrea UzquedaNessuna valutazione finora
- Corso Controllo Statistico Di Processo SPCDocumento2 pagineCorso Controllo Statistico Di Processo SPCUFFICIO TECNICONessuna valutazione finora
- Strumenti Parte2Documento33 pagineStrumenti Parte2LozorroNessuna valutazione finora
- Corso GESTIONE DELLA QUALITA' pt.1Documento275 pagineCorso GESTIONE DELLA QUALITA' pt.1Tommaso SofiNessuna valutazione finora
- Analisi RAMS e Attività Di Verification & Validation Per Sistema Antincendio Treno ETR675 - ZetalabDocumento4 pagineAnalisi RAMS e Attività Di Verification & Validation Per Sistema Antincendio Treno ETR675 - Zetalabcesare.alcesteNessuna valutazione finora
- Tesina Algoritmo PDFDocumento78 pagineTesina Algoritmo PDFFernando Rodríguez GómezNessuna valutazione finora
- System Identification ToolboxDocumento36 pagineSystem Identification ToolboxfdadfNessuna valutazione finora
- Economia Dei Sistemi Produttivi 11 Gestione Della Produzione3Documento30 pagineEconomia Dei Sistemi Produttivi 11 Gestione Della Produzione3Cesare MancinelliNessuna valutazione finora
- M0 - 01 - Traccia Per Lo Svolgimento Del Caso StudioDocumento12 pagineM0 - 01 - Traccia Per Lo Svolgimento Del Caso StudioMichele BovomiNessuna valutazione finora
- Domande Teoriche OM1Documento21 pagineDomande Teoriche OM1Alessandro ScarpaNessuna valutazione finora
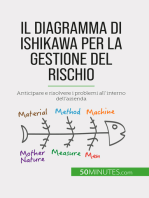
- Il diagramma di Ishikawa per la gestione del rischio: Anticipare e risolvere i problemi all'interno dell'aziendaDa EverandIl diagramma di Ishikawa per la gestione del rischio: Anticipare e risolvere i problemi all'interno dell'aziendaNessuna valutazione finora
- Guia Tecnica Metrologia. SENADocumento19 pagineGuia Tecnica Metrologia. SENACarlosEstebanPerezNessuna valutazione finora
- 2 Programmazione Delle Risorse UmaneDocumento13 pagine2 Programmazione Delle Risorse UmaneSalvatore D'arpaNessuna valutazione finora
- Modalità D'accesso Corso Di Laurea in Ingegneria Gestionale - Università Di RomaDocumento1 paginaModalità D'accesso Corso Di Laurea in Ingegneria Gestionale - Università Di RomaLeonardo FerrignoNessuna valutazione finora
- Manutenzione PredittivaDocumento8 pagineManutenzione PredittivaClaudior59Nessuna valutazione finora
- s09 Plant Layout ADocumento25 pagines09 Plant Layout AFrancesco SpinellaNessuna valutazione finora
- Cartula SenatiDocumento8 pagineCartula SenatiSegundo TeranNessuna valutazione finora
- CP e CPKDocumento6 pagineCP e CPKUmer FarooqNessuna valutazione finora
- Mantenimiento IiDocumento5 pagineMantenimiento Iialex rengifoNessuna valutazione finora
- Modello Relazione Di Laboratorio FINALEDocumento5 pagineModello Relazione Di Laboratorio FINALEAlfredo TramentozziNessuna valutazione finora
- IMPIANTIDocumento25 pagineIMPIANTIMario Rossi100% (1)
- Appunti LeanDocumento92 pagineAppunti LeanDieterNessuna valutazione finora
- MRP Capacità Finita InfinitaDocumento59 pagineMRP Capacità Finita Infinitacuz796184Nessuna valutazione finora
- 06 - IM 13 - Centralizzazione e FrazionamentoDocumento18 pagine06 - IM 13 - Centralizzazione e FrazionamentoSCARMANIZENessuna valutazione finora
- Testo StatisticaDocumento92 pagineTesto StatisticamariorossiNessuna valutazione finora
- Tesi Di Laurea DoeDocumento37 pagineTesi Di Laurea DoeGiuseppe LovecchioNessuna valutazione finora
- Manuale-Calcolo CM CMKDocumento102 pagineManuale-Calcolo CM CMKtestNessuna valutazione finora
- La Supply Chain Come Sistema Complesso AdattivoDocumento5 pagineLa Supply Chain Come Sistema Complesso AdattivoKnowledge ExchangeNessuna valutazione finora
- Capitolo 3Documento26 pagineCapitolo 3Erica CrivellettoNessuna valutazione finora
- Rapporto Tecnico Sul Campionamento Del CompostDocumento58 pagineRapporto Tecnico Sul Campionamento Del CompostMark Foster Jr.Nessuna valutazione finora
- Capitolo 3Documento26 pagineCapitolo 3Erica CrivellettoNessuna valutazione finora
- Calcolo CM CMK 01Documento9 pagineCalcolo CM CMK 01testNessuna valutazione finora
- Il metodo Six Sigma: Aumentare la qualità e la coerenza della vostra attivitàDa EverandIl metodo Six Sigma: Aumentare la qualità e la coerenza della vostra attivitàNessuna valutazione finora
- Mappatura del flusso di valore: Ridurre gli sprechi e massimizzare l'efficienzaDa EverandMappatura del flusso di valore: Ridurre gli sprechi e massimizzare l'efficienzaNessuna valutazione finora