Potrebbero piacerti anche
- Manuale Tecnico Del CartongessoDocumento58 pagineManuale Tecnico Del Cartongessohari seldonNessuna valutazione finora
- PDFDocumento16 paginePDFkoolhNessuna valutazione finora
- Centra TuraDocumento2 pagineCentra TuramarcopasottiNessuna valutazione finora
- Contratto Di Concessione Di Vendita Con Esclusiva (Per L'italia)Documento10 pagineContratto Di Concessione Di Vendita Con Esclusiva (Per L'italia)Kojan GorguinpourNessuna valutazione finora
- Manuale MetrologiaDocumento150 pagineManuale Metrologiaboborg8792Nessuna valutazione finora
- Filettature M3-3 PDFDocumento21 pagineFilettature M3-3 PDFsenhaNessuna valutazione finora
- Distinta BaseDocumento38 pagineDistinta BaseMario StaraceNessuna valutazione finora
- Verbale Di Prelievo ClsDocumento1 paginaVerbale Di Prelievo ClsLakeisha RamosNessuna valutazione finora
- FilettatureDocumento21 pagineFilettatureantoniodellisantiNessuna valutazione finora
- La Marcatura CE Delle LampadeDocumento6 pagineLa Marcatura CE Delle LampadeAndrea Ruffini100% (1)
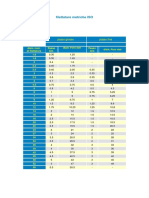
- Tolleranze Sulle Filettature - SitoDocumento4 pagineTolleranze Sulle Filettature - SitomarcopasottiNessuna valutazione finora
- Progettazione Funzionale - L'impatto Della Norma ISO 14405 - IlDocumento13 pagineProgettazione Funzionale - L'impatto Della Norma ISO 14405 - Ilmediterraneo87Nessuna valutazione finora
- Uni en Iso 7073 (Segni Grafici Per Læindicazione Delle Tolleranze) PDFDocumento16 pagineUni en Iso 7073 (Segni Grafici Per Læindicazione Delle Tolleranze) PDFkoolhNessuna valutazione finora
- Dichiarazione Ambientale Di Prodotto (EPD) Delle Materie Prime Seconde o Aggregati Di Origine IndustrialeDocumento12 pagineDichiarazione Ambientale Di Prodotto (EPD) Delle Materie Prime Seconde o Aggregati Di Origine IndustrialeKrishan AcharyaNessuna valutazione finora
- E - Disegno Tecnico - Aggiornamento 2015 PDFDocumento78 pagineE - Disegno Tecnico - Aggiornamento 2015 PDFSandroNessuna valutazione finora
- Il Manuale Uso e Manutenzione Delle MacchineDocumento20 pagineIl Manuale Uso e Manutenzione Delle Macchineing_pm_taNessuna valutazione finora
- Gestione Della ProduzioneDocumento41 pagineGestione Della ProduzionedrypatrickNessuna valutazione finora
- Valutazione Impatto AmbientaleDocumento9 pagineValutazione Impatto Ambientalepascuzzo0% (1)
- Corso IdrantiDocumento64 pagineCorso IdrantipaoleloginNessuna valutazione finora
- Mancanza Dichiarazione Conformità Insiemi MacchineDocumento9 pagineMancanza Dichiarazione Conformità Insiemi MacchineGuglielmo CancelliNessuna valutazione finora
- Strumenti Di Misura e ControlloDocumento11 pagineStrumenti Di Misura e ControlloMAURONessuna valutazione finora
- Stampaggio LamieraDocumento28 pagineStampaggio LamieraEnrico BoeriNessuna valutazione finora
- Uni 7129.01 - 2008 - Eit PDFDocumento64 pagineUni 7129.01 - 2008 - Eit PDFAnonymous tlbroRNessuna valutazione finora
- Qualità e Sicurezza PDFDocumento67 pagineQualità e Sicurezza PDFpaolobegalNessuna valutazione finora
- Filettature PDFDocumento28 pagineFilettature PDFGicuţă Şi Geta Zvîncă100% (1)
- Tolleranze Per Dimensioni Lineari Ed Angolari Prive Di Indicazione Di Tolleranze SpecificheDocumento14 pagineTolleranze Per Dimensioni Lineari Ed Angolari Prive Di Indicazione Di Tolleranze SpecifichekoolhNessuna valutazione finora
- La Reazione Al Fuoco EpsDocumento50 pagineLa Reazione Al Fuoco EpskurtainNessuna valutazione finora
- Arisa - ControventoDocumento3 pagineArisa - Controventoanon_535795456Nessuna valutazione finora
- Guida Pratica all’Acquisto dell’Auto: La strategia vincente per comprare la migliore auto per le tue esigenze, dalla motorizzazione alle formule di acquisto, senza farti influenzare dal venditoreDa EverandGuida Pratica all’Acquisto dell’Auto: La strategia vincente per comprare la migliore auto per le tue esigenze, dalla motorizzazione alle formule di acquisto, senza farti influenzare dal venditoreNessuna valutazione finora
- L8 - Tolleranze DimensionaliDocumento13 pagineL8 - Tolleranze DimensionaliClaudio FerraraNessuna valutazione finora
- Acciai Da CostruzioneDocumento78 pagineAcciai Da CostruzioneandreahankNessuna valutazione finora
- CEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFDocumento26 pagineCEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFmarvaiahimNessuna valutazione finora
- 11 Tolleranze Geometriche ISO APDocumento55 pagine11 Tolleranze Geometriche ISO APtony995Nessuna valutazione finora
- Estratto Slide Corso Direttiva Macchine Ing. Filippo Scopazzo e Ing. Paolo MeregalliDocumento28 pagineEstratto Slide Corso Direttiva Macchine Ing. Filippo Scopazzo e Ing. Paolo MeregalliDino PedutoNessuna valutazione finora
- FT SmerigliatriceDocumento33 pagineFT SmerigliatriceClaudio DelainiNessuna valutazione finora
- Norme Uni en 22768-2-Disegno Tecnico-Tolleranze GeneraliDocumento20 pagineNorme Uni en 22768-2-Disegno Tecnico-Tolleranze GeneralikoolhNessuna valutazione finora
- Cortem Group - Guida Al Mondo ExDocumento82 pagineCortem Group - Guida Al Mondo Exmatteo2009Nessuna valutazione finora
- Allegato V - Carroponte Esterno Spaggiani Rev00 - 00Documento21 pagineAllegato V - Carroponte Esterno Spaggiani Rev00 - 00Guido BoggiNessuna valutazione finora
- UNI-PdR 55 - 2019 PDFDocumento48 pagineUNI-PdR 55 - 2019 PDFlorenzoNessuna valutazione finora
- Decreto Legislativo 152 - 2006 Testo CoordinatoDocumento537 pagineDecreto Legislativo 152 - 2006 Testo CoordinatoedoardoNessuna valutazione finora
- Prove Sui MaterialiDocumento12 pagineProve Sui MaterialiantolamoNessuna valutazione finora
- Indice Manuale Di Lavorazione Della LamieraDocumento14 pagineIndice Manuale Di Lavorazione Della LamieramariomatoNessuna valutazione finora
- La Marcatura CE Prodotti Da Costruzione Passo PassoDocumento24 pagineLa Marcatura CE Prodotti Da Costruzione Passo PassoValerioZucchelliNessuna valutazione finora
- Manuale Uso Alesametri Mitutoyo PDFDocumento3 pagineManuale Uso Alesametri Mitutoyo PDFArzillo SalvatoreNessuna valutazione finora
- L'automazione avanza: la tecnologia e i robot sostituiranno gli esseri umaniDa EverandL'automazione avanza: la tecnologia e i robot sostituiranno gli esseri umaniValutazione: 4 su 5 stelle4/5 (1)
- Energy manager: Una professione vincente al servizio di imprese ed enti pubbliciDa EverandEnergy manager: Una professione vincente al servizio di imprese ed enti pubbliciNessuna valutazione finora
- Relazione Inventor MORRONE NicodemoDocumento56 pagineRelazione Inventor MORRONE Nicodemod_u_i_l_i_oNessuna valutazione finora
- Federmacchine Guida Nuova Direttiva Macchine PDFDocumento300 pagineFedermacchine Guida Nuova Direttiva Macchine PDFDino PedutoNessuna valutazione finora
- Sez. I - Calibri FissiDocumento18 pagineSez. I - Calibri FissisimonecamaNessuna valutazione finora
- Tecnica ProduzioneDocumento125 pagineTecnica Produzioneantoniog68100% (1)
- 9 TolleranzeGeometricheDocumento25 pagine9 TolleranzeGeometricheBrooke CraigNessuna valutazione finora
- Trattamenti Termici Degli Acciai Da Costruzione - Prova Jominy, Tempra e BonificaDocumento85 pagineTrattamenti Termici Degli Acciai Da Costruzione - Prova Jominy, Tempra e BonificaAngelo BeltraminiNessuna valutazione finora
- Controllo Saldature INOXDocumento10 pagineControllo Saldature INOXCkaal74Nessuna valutazione finora
- Catalogo-Unificato VITI BULLONI PDFDocumento120 pagineCatalogo-Unificato VITI BULLONI PDFLuluka Apples0% (1)
- 8 TolleranzeDimensionaliDocumento17 pagine8 TolleranzeDimensionalifelipoNessuna valutazione finora
- 6 - Tolleranze DimensionaliDocumento44 pagine6 - Tolleranze DimensionaliUnunoctioNessuna valutazione finora
- Un Manipolatore Per Prove Dinamiche in Galleria Del Vento Con Hardware-In-The-loop - Analisi Elastodinamica - Analisi e CalcoloDocumento7 pagineUn Manipolatore Per Prove Dinamiche in Galleria Del Vento Con Hardware-In-The-loop - Analisi Elastodinamica - Analisi e CalcoloFrancuzzo DaniliNessuna valutazione finora
- Rappresentazione Del Suono LinguisticoDocumento18 pagineRappresentazione Del Suono LinguisticoLycophronNessuna valutazione finora
- Igiene CantinaDocumento1 paginaIgiene CantinaJulius KugyNessuna valutazione finora
- Il Giorno Di EspiazioneDocumento9 pagineIl Giorno Di EspiazioneValentino FerroNessuna valutazione finora
- Capitolato Sig Ottavio PedaceDocumento2 pagineCapitolato Sig Ottavio PedaceNicola OmbrelloNessuna valutazione finora
- Struttura Primaria Del FustoDocumento6 pagineStruttura Primaria Del FustoAndrea MaselliNessuna valutazione finora
- Dispensa Chirurgia D'urgenzaDocumento107 pagineDispensa Chirurgia D'urgenzaCri Emina0% (1)
- Corso Studi Ecampus Ingegneria IndustrialeDocumento121 pagineCorso Studi Ecampus Ingegneria IndustrialeAndrea RedigoloNessuna valutazione finora