Potrebbero piacerti anche
- Motore - 1.0L EcoBoost (92kW - 125CV) (B7) - MotoreDocumento42 pagineMotore - 1.0L EcoBoost (92kW - 125CV) (B7) - Motoresuysuy00Nessuna valutazione finora
- Dimensionamento Cilindro OleodinamicoDocumento5 pagineDimensionamento Cilindro Oleodinamicod_u_i_l_i_oNessuna valutazione finora
- Manuale Uso E Manutenzione - Ape Piaggio 175Documento48 pagineManuale Uso E Manutenzione - Ape Piaggio 175CiaoCrossClub Documents67% (3)
- 483 Pfaff 2010 2040 Tiptronic Serv Pts - En.it PDFDocumento123 pagine483 Pfaff 2010 2040 Tiptronic Serv Pts - En.it PDFmaatNessuna valutazione finora
- Informazioni Tecniche Per L'utilizzo - EN 1090-2 - Rev2Documento8 pagineInformazioni Tecniche Per L'utilizzo - EN 1090-2 - Rev2roldoguidoNessuna valutazione finora
- Agrati Bulloni - EN 1090-2 - Rev2Documento8 pagineAgrati Bulloni - EN 1090-2 - Rev2LucaRoldoNessuna valutazione finora
- CuscinettiDocumento68 pagineCuscinettiMarioTodiscoNessuna valutazione finora
- Viti A Ricircolo Di SfereDocumento17 pagineViti A Ricircolo Di SfereFloriano SalviNessuna valutazione finora
- Bulloneria Adatta A Precarico Prom AcciaioDocumento8 pagineBulloneria Adatta A Precarico Prom AcciaioroldoguidoNessuna valutazione finora
- Reg With SSV ST4B25BMDocumento5 pagineReg With SSV ST4B25BMIshola TaiwoNessuna valutazione finora
- Unioni BullonateDocumento23 pagineUnioni BullonateMassimo MoroniNessuna valutazione finora
- Manuale Uso Manutenzione Ponteggioancoraggi Rev2Documento13 pagineManuale Uso Manutenzione Ponteggioancoraggi Rev2andreaNessuna valutazione finora
- Контрольные точкиDocumento32 pagineКонтрольные точкиMasterrNessuna valutazione finora
- 12400-Recipiente in PressioneDocumento12 pagine12400-Recipiente in PressioneMario TirabassiNessuna valutazione finora
- Lezione 23 Ponti (Giunti Bullonati)Documento59 pagineLezione 23 Ponti (Giunti Bullonati)pierpaolorossiNessuna valutazione finora
- Braccio Macchina Escavatrice - CamuraniDocumento22 pagineBraccio Macchina Escavatrice - CamuraniMarco MuratoreNessuna valutazione finora
- 90d MAGNETIC Moteur BR 18 10 04Documento28 pagine90d MAGNETIC Moteur BR 18 10 04Jorge Eliezer Dueñas LarezNessuna valutazione finora
- Gap Sideone NoticeDocumento20 pagineGap Sideone NoticeRafael PinedaNessuna valutazione finora
- Dispense Elementi Costruttivi Delle Macchine - 7 CuscinettiDocumento22 pagineDispense Elementi Costruttivi Delle Macchine - 7 CuscinettirbencicNessuna valutazione finora
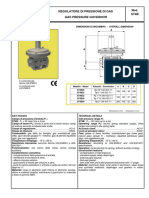
- Gas Regulator ST4BDocumento4 pagineGas Regulator ST4BErwin PutraNessuna valutazione finora
- Reductoare RossiDocumento96 pagineReductoare RossiAnonymous 6EW2MsFbkNessuna valutazione finora
- ChiaveDinamometrica.o Usare Alternativa Bilancia.Documento11 pagineChiaveDinamometrica.o Usare Alternativa Bilancia.Maurizio Bedognetti100% (1)
- 45 Er 55 ErDocumento45 pagine45 Er 55 Erf.alluvioneNessuna valutazione finora
- Instrucciones para El Montaje Martinetes Mecanicos para Husillos Con Recirculacion de Bolas Serie KDocumento52 pagineInstrucciones para El Montaje Martinetes Mecanicos para Husillos Con Recirculacion de Bolas Serie KKarlos MarinoNessuna valutazione finora
- Manuale Di Meccanica (Pdfdrive) - 1074-1336Documento148 pagineManuale Di Meccanica (Pdfdrive) - 1074-1336riccardo gasparottoNessuna valutazione finora
- McsDocumento32 pagineMcsapi-26356646Nessuna valutazione finora
- Valvula RotativaDocumento3 pagineValvula RotativaRAFANessuna valutazione finora
- FREIO K FunzionamentoDocumento10 pagineFREIO K FunzionamentoMauro MiguelNessuna valutazione finora
- Restauro Elementi LigneiDocumento41 pagineRestauro Elementi LigneiFabioNessuna valutazione finora
- Giuliani - Vestizione MC-1Documento58 pagineGiuliani - Vestizione MC-1Lauro BonanniNessuna valutazione finora
- Amply EL34PP 35wDocumento15 pagineAmply EL34PP 35wdisse_detiNessuna valutazione finora
- La Marcatura Ce Delle Strutture Metalliche (Acciaio e Alluminio) Secondo en 1090-1, in Conformita' Al Regolamento (Ue) 305/2011Documento12 pagineLa Marcatura Ce Delle Strutture Metalliche (Acciaio e Alluminio) Secondo en 1090-1, in Conformita' Al Regolamento (Ue) 305/2011bollascribdNessuna valutazione finora
- Collegamenti Filettati HTTP Corsiadistanza Polito ItDocumento28 pagineCollegamenti Filettati HTTP Corsiadistanza Polito ItantoniodellisantiNessuna valutazione finora
- Instruction Manual FS8DDocumento12 pagineInstruction Manual FS8DJarvy AgudeloNessuna valutazione finora
- Instruction Manual F20Documento39 pagineInstruction Manual F20Jarvy AgudeloNessuna valutazione finora
- ATV900 Getting Started IT NHA61724 01Documento4 pagineATV900 Getting Started IT NHA61724 01joseodelgado17Nessuna valutazione finora
- Verifica Aste Acciaio Assiale e FlessioneDocumento270 pagineVerifica Aste Acciaio Assiale e FlessionemsNessuna valutazione finora
- Appunti Vibrazioni TorsionaliDocumento12 pagineAppunti Vibrazioni Torsionalid4v1d3-1Nessuna valutazione finora
- Procedura e Inizializzazioni Stacco Frizione Cambio MMTDocumento20 pagineProcedura e Inizializzazioni Stacco Frizione Cambio MMTFrenk BralaNessuna valutazione finora
- RG/2MT... - FRG/2MT... : Ce-51aq647Documento32 pagineRG/2MT... - FRG/2MT... : Ce-51aq647aminstegNessuna valutazione finora
- INST MGK2 x-IT-GBDocumento8 pagineINST MGK2 x-IT-GBJAMESNessuna valutazione finora
- 8 Bearings MaintenanceDocumento2 pagine8 Bearings MaintenanceAristideNessuna valutazione finora
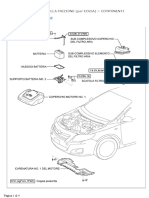
- Giulietta 1.4 Turbo P&D MY10 CNGDocumento8 pagineGiulietta 1.4 Turbo P&D MY10 CNGAnonymous p1ig0zX6p0Nessuna valutazione finora
- PST2209001 - Calcolo Est18Documento27 paginePST2209001 - Calcolo Est18Stefano Babai MancinNessuna valutazione finora
- Man Ce Ita 1Documento24 pagineMan Ce Ita 1FelipeNessuna valutazione finora
- 6091807a - RXDocumento76 pagine6091807a - RXIgnacio LopezNessuna valutazione finora
- Relazione-Lato-1 - 2 - 3 - 4 PonteggioDocumento151 pagineRelazione-Lato-1 - 2 - 3 - 4 PonteggioPala2014Nessuna valutazione finora
- Fornitura e Posa Gres CeramicoDocumento12 pagineFornitura e Posa Gres Ceramicoing.leonardo.indellicatiNessuna valutazione finora
- Catalogo Valvulas DireccionalesDocumento132 pagineCatalogo Valvulas DireccionalesJonathan LuceroNessuna valutazione finora
- Centrifuga 4235Documento22 pagineCentrifuga 4235DanieleNessuna valutazione finora
- Instruction - MXV Calpeda Pump PDFDocumento100 pagineInstruction - MXV Calpeda Pump PDFzeljko100% (1)
- Utensili Per CrimpaturaDocumento18 pagineUtensili Per CrimpaturaanteoprivatoNessuna valutazione finora
- Limitador de Torque - STROMAGDocumento9 pagineLimitador de Torque - STROMAGjeferson clecioNessuna valutazione finora
- Prove Per La Determinazione Dei Moduli Di Deformazione EngDocumento9 pagineProve Per La Determinazione Dei Moduli Di Deformazione EngteedNessuna valutazione finora
- M 458 NPNV M248 NPNV 09 09 22 1Documento1 paginaM 458 NPNV M248 NPNV 09 09 22 1slamdunkelevenNessuna valutazione finora
- Bruciatore Di Gasolio Öl-Gebläsebrenner Brûleur Fioul Domestique Light Oil Burner StookoliebranderDocumento64 pagineBruciatore Di Gasolio Öl-Gebläsebrenner Brûleur Fioul Domestique Light Oil Burner Stookoliebrandernicolas lahayeNessuna valutazione finora
- Vademecum Marcatura e Sicurezza Catene Sollevamento Rev. 00 2020 EstrattoDocumento24 pagineVademecum Marcatura e Sicurezza Catene Sollevamento Rev. 00 2020 EstrattoAlessandro GrossiNessuna valutazione finora
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- DISPENSA 2 DistribuzioniDocumento26 pagineDISPENSA 2 DistribuzioniPasquale CutriNessuna valutazione finora
- Turbo Expander BrochureDocumento8 pagineTurbo Expander BrochurePasquale CutriNessuna valutazione finora
- ASCO CentrifugheDocumento16 pagineASCO CentrifughePasquale CutriNessuna valutazione finora
- Bulloneria A Serraggio Controllato ItDocumento11 pagineBulloneria A Serraggio Controllato ItPasquale CutriNessuna valutazione finora
- Il Materiale Acciaio PDFDocumento15 pagineIl Materiale Acciaio PDFPasquale CutriNessuna valutazione finora
- Presentazione en 1090-2 RINADocumento22 paginePresentazione en 1090-2 RINAPasquale CutriNessuna valutazione finora
- Tabelle Resistenze ChimicheDocumento37 pagineTabelle Resistenze ChimichePasquale CutriNessuna valutazione finora
- Esercitazione Sap2000Documento16 pagineEsercitazione Sap2000antonello75Nessuna valutazione finora