Potrebbero piacerti anche
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- Motori A Scoppio - Corso CompletoDocumento35 pagineMotori A Scoppio - Corso CompletoroldoguidoNessuna valutazione finora
- Il Manoscritto Di Cooke Di AnonimoDocumento7 pagineIl Manoscritto Di Cooke Di Anonimogino attaNessuna valutazione finora
- Esercitazione - 6 Progetto Vie CarroponteDocumento4 pagineEsercitazione - 6 Progetto Vie CarroponteroldoguidoNessuna valutazione finora
- NAOS - Traduzione by ZeuHLDocumento110 pagineNAOS - Traduzione by ZeuHLCinabro Zady100% (2)
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- Nuova Bulloneria StrutturaleDocumento77 pagineNuova Bulloneria StrutturaleTurmilan7Nessuna valutazione finora
- Normativa Remi Criteri Dimensionamento 1 0 v2Documento93 pagineNormativa Remi Criteri Dimensionamento 1 0 v2Federico VanniNessuna valutazione finora
- 66 VD Manuale IstruzioniDocumento20 pagine66 VD Manuale IstruzioniRonald HanccoNessuna valutazione finora
- Elettromaule SRL 2013 Ed.1 Apr 2nd 2013Documento174 pagineElettromaule SRL 2013 Ed.1 Apr 2nd 2013Epri Kurniawan100% (1)
- Theory U Exec Sum Italiano PDFDocumento19 pagineTheory U Exec Sum Italiano PDFpiermeNessuna valutazione finora
- Agrati Bulloni - EN 1090-2 - Rev2Documento8 pagineAgrati Bulloni - EN 1090-2 - Rev2LucaRoldoNessuna valutazione finora
- Serraggio Secondo en 1090 2 PDFDocumento6 pagineSerraggio Secondo en 1090 2 PDFPasquale CutriNessuna valutazione finora
- QT3 ProviniDocumento14 pagineQT3 ProviniCristianNessuna valutazione finora
- Bulloneria Adatta A Precarico Prom AcciaioDocumento8 pagineBulloneria Adatta A Precarico Prom AcciaioroldoguidoNessuna valutazione finora
- Valvole PDFDocumento24 pagineValvole PDFkey_maker1984Nessuna valutazione finora
- Faac 700 ManualDocumento13 pagineFaac 700 ManualpgbarkerNessuna valutazione finora
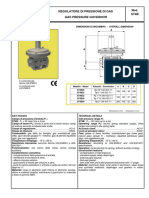
- Gas Regulator ST4BDocumento4 pagineGas Regulator ST4BErwin PutraNessuna valutazione finora
- Utensili Per CrimpaturaDocumento18 pagineUtensili Per CrimpaturaanteoprivatoNessuna valutazione finora
- FlexDocumento337 pagineFlexpepe1bmNessuna valutazione finora
- Catalogo Listino 01Documento120 pagineCatalogo Listino 01civodulNessuna valutazione finora
- Manuale Uso e ManutenzioneDocumento38 pagineManuale Uso e Manutenzionejamess_944060100% (1)
- Reg With SSV ST4B25BMDocumento5 pagineReg With SSV ST4B25BMIshola TaiwoNessuna valutazione finora
- Cei 7-12 PDFDocumento8 pagineCei 7-12 PDFmarvaiahimNessuna valutazione finora
- SIN - UM.036.0 (Manual MJ - 400-450-500-560 - 630-710-800-900)Documento230 pagineSIN - UM.036.0 (Manual MJ - 400-450-500-560 - 630-710-800-900)Julio Julian Valencia HernandezNessuna valutazione finora
- 263-08 - Normative Per La Sicurezza Ossigas - Marco ArzentonDocumento8 pagine263-08 - Normative Per La Sicurezza Ossigas - Marco ArzentonMARIONessuna valutazione finora
- Elenco Norme 2UNI 009Documento19 pagineElenco Norme 2UNI 009N.PalaniappanNessuna valutazione finora
- Equipaggiamenti Di Sicurezza Macchine RallyDocumento23 pagineEquipaggiamenti Di Sicurezza Macchine Rallyarema2013Nessuna valutazione finora
- PV217 PE REV1 07 ST02 Torre FarookDocumento8 paginePV217 PE REV1 07 ST02 Torre FarookvttrlcNessuna valutazione finora
- Catalogo Infinity Ita Eng 2014Documento48 pagineCatalogo Infinity Ita Eng 2014JoanaRicardo FigueiredoNessuna valutazione finora
- Tesei Francesca SALDATUREDocumento105 pagineTesei Francesca SALDATUREDaniela FalautoNessuna valutazione finora
- Catalogo Funi in AcciaioDocumento48 pagineCatalogo Funi in AcciaioAndrea TraversoneNessuna valutazione finora
- Pipes For Hydraulic ServomotorsDocumento8 paginePipes For Hydraulic Servomotorsst_calvoNessuna valutazione finora
- SERIE EG15 ... : Elettrovalvole Per Gas Con Attacchi Da 1/2" E Pressione Di Esercizio Fino A 500 MbarDocumento5 pagineSERIE EG15 ... : Elettrovalvole Per Gas Con Attacchi Da 1/2" E Pressione Di Esercizio Fino A 500 MbarTiago PizziNessuna valutazione finora
- Cavi Atex - Uso Corretto Di PressacaviDocumento4 pagineCavi Atex - Uso Corretto Di PressacaviLorenzo VoltaNessuna valutazione finora
- Vademecum Marcatura e Sicurezza Catene Sollevamento Rev. 00 2020 EstrattoDocumento24 pagineVademecum Marcatura e Sicurezza Catene Sollevamento Rev. 00 2020 EstrattoAlessandro GrossiNessuna valutazione finora
- 90d MAGNETIC Moteur BR 18 10 04Documento28 pagine90d MAGNETIC Moteur BR 18 10 04Jorge Eliezer Dueñas LarezNessuna valutazione finora
- Modalità Di Regolazione Ed AttuatoriDocumento52 pagineModalità Di Regolazione Ed AttuatoriAquos78Nessuna valutazione finora
- Giulietta 1.4 Turbo P&D MY10 CNGDocumento8 pagineGiulietta 1.4 Turbo P&D MY10 CNGAnonymous p1ig0zX6p0Nessuna valutazione finora
- Actuatoare Pneumatice VALBIA (TECH CON)Documento86 pagineActuatoare Pneumatice VALBIA (TECH CON)zenogredinaNessuna valutazione finora
- CEI 2-9 1998 Ed. 1.0 Fasc. 4179R - (It) PDFDocumento12 pagineCEI 2-9 1998 Ed. 1.0 Fasc. 4179R - (It) PDFmarvaiahimNessuna valutazione finora
- Infinity Catalogue 2013 LowDocumento48 pagineInfinity Catalogue 2013 LowherrerafaridNessuna valutazione finora
- Topway S: Collettore Di Distribuzione in Acciaio InossidabileDocumento32 pagineTopway S: Collettore Di Distribuzione in Acciaio InossidabilesaleemqaqishNessuna valutazione finora
- CuscinettiDocumento68 pagineCuscinettiMarioTodiscoNessuna valutazione finora
- 7 12 En60889 PDFDocumento9 pagine7 12 En60889 PDFmarvaiahimNessuna valutazione finora
- Catalogo FrentuboDocumento47 pagineCatalogo FrentuboAnonymous zxFhXenNessuna valutazione finora
- Manuale Uso Manutenzione Ponteggioancoraggi Rev2Documento13 pagineManuale Uso Manutenzione Ponteggioancoraggi Rev2andreaNessuna valutazione finora
- SPK Sismico Sprinkler Liv. 0 Modulo A1.1-C - Relazione GeneraleDocumento13 pagineSPK Sismico Sprinkler Liv. 0 Modulo A1.1-C - Relazione Generalek1321Nessuna valutazione finora
- Gap Sideone NoticeDocumento20 pagineGap Sideone NoticeRafael PinedaNessuna valutazione finora
- Rivet TiDocumento3 pagineRivet TivalentininoNessuna valutazione finora
- GiBiDi Manuale PASS PDFDocumento16 pagineGiBiDi Manuale PASS PDFDaniel Fernández SánchezNessuna valutazione finora
- Brochure Tensorex C+Documento6 pagineBrochure Tensorex C+hardeepsingh_08Nessuna valutazione finora
- Scheda Tecnica Collettore 940Documento6 pagineScheda Tecnica Collettore 940atom7-2Nessuna valutazione finora
- C01 01 00 Rev 3Documento14 pagineC01 01 00 Rev 3Salvatore IgnazziNessuna valutazione finora
- Controllo Delle Saldature Nel Settore AutomotiveDocumento2 pagineControllo Delle Saldature Nel Settore AutomotiveLucasNessuna valutazione finora
- Crimping PDFDocumento51 pagineCrimping PDFGiusNessuna valutazione finora
- Crimping PDFDocumento51 pagineCrimping PDFGiusNessuna valutazione finora
- PALO P80 H.500 Rapporto Di ProvaDocumento16 paginePALO P80 H.500 Rapporto Di ProvaGuido BoggiNessuna valutazione finora
- Dimensionamento Cilindro OleodinamicoDocumento5 pagineDimensionamento Cilindro Oleodinamicod_u_i_l_i_oNessuna valutazione finora
- 1 Articolo - La Qualifca Dei Saldatori - La Nuova ISO 9606-1 PDFDocumento6 pagine1 Articolo - La Qualifca Dei Saldatori - La Nuova ISO 9606-1 PDFHassanSobohNessuna valutazione finora
- Manual Etatron PKX Ma A LDocumento68 pagineManual Etatron PKX Ma A LfranciscornaNessuna valutazione finora
- Lincoln Classificazione Materiali D'apportoDocumento90 pagineLincoln Classificazione Materiali D'apportoroldoguidoNessuna valutazione finora
- ISO 19001 7 - Calveri-Cibien - 14-09-2018Documento59 pagineISO 19001 7 - Calveri-Cibien - 14-09-2018roldoguidoNessuna valutazione finora
- Calcolo R Fuoco Quaderni Progettazione Strutturale 02Documento18 pagineCalcolo R Fuoco Quaderni Progettazione Strutturale 02roldoguidoNessuna valutazione finora
- Accredia ISO 15614Documento1 paginaAccredia ISO 15614roldoguidoNessuna valutazione finora
- Parte 1 - Prove Non DistruttiveDocumento23 pagineParte 1 - Prove Non DistruttiveroldoguidoNessuna valutazione finora
- Bulloneria Per Carpenteria UPIVEBDocumento13 pagineBulloneria Per Carpenteria UPIVEBroldoguidoNessuna valutazione finora
- Ec1 4Documento168 pagineEc1 4roldoguidoNessuna valutazione finora
- LAT - Ambrogio - Splendor Paternae GloriaeDocumento1 paginaLAT - Ambrogio - Splendor Paternae GloriaeMac ProfNessuna valutazione finora
- Collaudo Di Un Manometro Mediante L'apparecchio Di AmslerDocumento3 pagineCollaudo Di Un Manometro Mediante L'apparecchio Di AmslerBruce Marshall50% (2)
- Le Impedenze Di Casse e AmplificatoriDocumento3 pagineLe Impedenze Di Casse e AmplificatorimariopetraccaNessuna valutazione finora
- Informativa Piano Di Emergenza Esterno Per Ilva Ed Eni Di TarantoDocumento13 pagineInformativa Piano Di Emergenza Esterno Per Ilva Ed Eni Di TarantoLuigi OlivaNessuna valutazione finora
- Tesi Lobietti Roberto PDFDocumento113 pagineTesi Lobietti Roberto PDFManuel Di RaimondoNessuna valutazione finora
- Cata Listino Idea 2018Documento155 pagineCata Listino Idea 2018CommercialeNessuna valutazione finora
- Test Psicologico PWBDocumento9 pagineTest Psicologico PWBapi-400865122Nessuna valutazione finora
- LA BUFALA DEGLI INTEGRATORI DI COLLAGENE: FUNZIONANO? - ILoveRemunniDocumento24 pagineLA BUFALA DEGLI INTEGRATORI DI COLLAGENE: FUNZIONANO? - ILoveRemunnijeremy89Nessuna valutazione finora
- Garmin Elettronica 10-2006Documento28 pagineGarmin Elettronica 10-2006api-3835557Nessuna valutazione finora
- Guia Ingenieria Parte 2Documento92 pagineGuia Ingenieria Parte 21enero1990ggmNessuna valutazione finora
- M2 MiniDocumento8 pagineM2 Minivictorramos77Nessuna valutazione finora
- Catalogo RF ComponentsDocumento215 pagineCatalogo RF ComponentsAntonio DiazNessuna valutazione finora