WPS Finali ASME (Tubi-Strutt-Tanks) - Modificate
Caricato da
Belin InversoWPS Finali ASME (Tubi-Strutt-Tanks) - Modificate
Caricato da
Belin InversoSPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec.
No. WPS 1 SS P
Welding Procedure Specification Rev. nr.
(QW - 482) 0
(QW-482)
Lavoro Data
Work ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm.
Client
ABB Approved by: Filled by
PMS
Sheet 1 of 2 Job
20020
Societa: ZAKHEM
Company
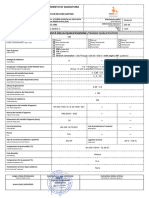
Specifica di saldatura nr. WPS 1 SS P Data 7/8/2009
Welding Procedure Specification Date
Qualifica da Verbale PQR 1 SS Data 6/29/2009
Supporting PQR. nr. Date
Procedimento di saldatura GTAW + SMAW Tipo MANUAL + MANUAL
Welding process Type
GIUNTI (QW - 402)
Joints
Tipo di giunto DI TESTA A "V"/ BUTT WELDED
Joint design 70/75°
Supporto (si) (no) NO
7.72mm
Backing (yes)
Materiale di supporto (tipo) N.A.
Backing material (type)
1.5-2.5mm
X Metallico Metallo non fondente
Metal No fusing metal 2-3mm
Non metallico Altro
No metal Other
MATERIALE BASE (QW - 403)
Base material
P. - Nr. 8 Group Nr. 1 To P. - Nr. 8 Group Nr. 1
Tipo e grado ASTM A 312 Tp 316
Type and grade
A tipo e grado ASTM A 312 Tp 316
To type and grade
Oppure / or
Analisi chimiche e proprietà meccaniche N.A.
Chemical analysis and mechanical property
Ad analisi chimiche e proprietà meccaniche N.A.
To chemical analysis and mechanical property
GAMMA SPESSORI
Thickness range
Metallo base 1,6-15,44 mm Cord. d'angolo UNLIMITED
Base metal Groove Fillet
Gamma diametri 73mm (27/8 ") to ALL Cord. d'angolo UNLIMITED
Diameter range Groove Fillet
Altro SPECIFICHE: ASME Sez. IX
Other Specification: Asme Sez. IX
MATERIALE D'APPORTO (QW - 404)
Filler metal
Spec. Nr. (SFA) 5.,9 (SMAW) 5.4
AWS Nr. (CLASS) ER 316 E316L-15
F - Nr. 6 4
A - Nr. 8 8
Diametro materiale d'apporto 2 mm 2,5 to 3,25
Size of filler metals
Metallo depositato 3,0 4.72
Deposit weld metal
Accoppiamento filo-flusso N.A.
Electrode-flux (class)
Denomin. commerciale flusso N.A.
Flux-trade name
Inserto consumabile N.A.
Consumable insert
Altro
Other
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec. No.
WPS 1 SS P
Welding Procedure Specification Rev. nr.
(QW - 482) (QW-482 Back) 0
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm. 2
Client
ABB Approved by: Filled by
PMS
Sheet 2 of 2 Job
20020
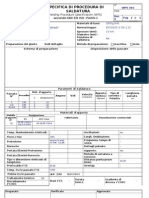
POSIZIONE (QW-405) TRATTAMENTO TERMICO (QW-407)
Position Position
Posizione del cianfrino 5G Campo temperature N.A.
Position of groove Temperature range
Progressione di saldatura Uphill Tempo N.A.
Welding progression Time range
Posizione cordoni d'angolo
Position of fillet
PRERISCALDO (QW-406) GAS PROTETTIVO (QW-408)
Preheat Protective gas
Temp. Preriscaldo min N.A. Composizione percentuale
Preheat temp. Min. Percent composition
Temp. Max di interpasso 150 °C Gas Miscela Portata
Interpass temp. Max Gas Mixture Flow rate
Mantenimento preriscaldo N.A. Protezione ARGON 99,99% 14-15l/min
Preheat maintenance Shielding
Altro Al seguito N.A.
Other Trailing
Al rovescio NITROGEN 99,99% 5-6l/min
Backing
CARATTERISTICHE ELETTRICHE (QW-409) Polarità STRAIGHT DETTAGLI
Electric characteristic Polarity Details
Corrente alternata o continua D.C. Voltaggio 10÷14
AC or DC current Volts (range)
Amperaggio 70÷90 reiforcement max for "Thk"<6,4=
Amps (range) 1,6mm - for "Thk" >6,4=1/3 di "S"
max 3mm
Diam. E tipo elettrodo di tungsteno AWS A 5,12 EWTh2-§ 2,4 (Read Heat)
Tungsten electrode size and type 2 N
Metodo di trasferimento per GMAW N.A.
Mode for metal transfer for GMAW 1
Velocità di avanzamento filo N.A.
Electrode wire feed speed range
TECNICA (QW-410)
Tecnique
Passata tirata o a maglia larga STRING
String or weave band
Dimensione bocchello gas N.A.
Orifice or gas cup size
Pulizia iniziale e tra le passate GRINDIND AN BRUSHING
Initial and interpass cleaning
Metodo di solcatura a rovescio N.A.
Method of back gouging
Oscllazione N.A.
Oscillation
Distanza tubo di contatto e pezzo N.A.
Contact tube to work distance
Passata multpla o singola (per lato) MULTIPASS
Multiple or single pass (for side)
Elettrodo multiplo o singolo SINGLE
Multiple or single electrode
Velocità N.A.
Travel speed (range)
Martellatura N.A.
Peening
Metallo d'apporto Corrente Velocità
Passata Procedimento Filler metal Current Voltaggio avanzamento Altro
Weld layer Process Classe Diametro Polarità Amperaggio Volt range Travel speed Other
Class Diameter Type polar Amp-range range
1 GTAW ER 316 2 D.C./ STRAIGHT 70÷90 10÷14
2 SMAW ER 316-15 2.5 D.C / REVERSE 70÷90 23÷24
N SMAW ER 316-15 2,5 or 3,5 D.C./ REVERSE 60÷110 23÷24
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec.
No. WPS 1 SS P REP
Welding Procedure Specification Rev. nr.
(QW - 482) 0
(QW-482)
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm.
Client
ABB Approved by: Filled by
PMS
Sheet 1 of 2 Job
20020
Societa: ZAKHEM
Company
Specifica di saldatura nr. WPS 1 SS P REP Data 7/8/2009
Welding Procedure Specification Date
Qualifica da Verbale PQR 1 SS REP Data 6/29/2009
Supporting PQR. nr. Date
Procedimento di saldatura GTAW + SMAW Tipo MANUAL + MANUAL
Welding process Type
GIUNTI (QW - 402)
Joints
Tipo di giunto DI TESTA A "V"/ BUTT WELDED 70/75°
Joint design
Supporto (si) (no) NO
7.72mm
Backing (yes)
Materiale di supporto (tipo) N.A.
Backing material (type) 1.5-2.5mm
X Metallico Metallo non fondente 2-3mm
Metal No fusing metal
Non metallico Altro
No metal Other
MATERIALE BASE (QW - 403)
Base material
P. - Nr. 8 Group Nr. 1 To P. - Nr. 8 Group Nr. 1
Tipo e grado ASTM A 312 Tp 316
Type and grade
A tipo e grado ASTM A 312 Tp 316
To type and grade
Oppure / or
Analisi chimiche e proprietà meccaniche N.A.
Chemical analysis and mechanical property
Ad analisi chimiche e proprietà meccaniche N.A.
To chemical analysis and mechanical property
GAMMA SPESSORI
Thickness range
Metallo base 1,6-15,44 mm Cord. d'angolo UNLIMITED
Base metal Groove Fillet
Gamma diametri 73mm (27/8 ") to ALL Cord. d'angolo UNLIMITED
Diameter range Groove Fillet
Altro SPECIFICHE: ASME Sez. IX
Other Specification: Asme Sez. IX
MATERIALE D'APPORTO (QW - 404)
Filler metal
Spec. Nr. (SFA) 5.,9 (SMAW) 5.4
AWS Nr. (CLASS) ER 316 E316L-15
F - Nr. 6 4
A - Nr. 8 8
Diametro materiale d'apporto 2 mm 2,5 to 3,25
Size of filler metals
Metallo depositato 3,0 4.72
Deposit weld metal
Accoppiamento filo-flusso N.A.
Electrode-flux (class)
Denomin. commerciale flusso N.A.
Flux-trade name
Inserto consumabile N.A.
Consumable insert
Altro
Other
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec. No.
WPS 1 SS P REP
Welding Procedure Specification Rev. nr.
(QW - 482) (QW-482 Back) 0
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm. 2
Client
ABB Approved by: Filled by
PMS
Sheet 2 of 2 Job
20020
POSIZIONE (QW-405) TRATTAMENTO TERMICO (QW-407)
Position Position
Posizione del cianfrino 5G Campo temperature N.A.
Position of groove Temperature range
Progressione di saldatura Uphill Tempo N.A.
Welding progression Time range
Posizione cordoni d'angolo
Position of fillet
PRERISCALDO (QW-406) GAS PROTETTIVO (QW-408)
Preheat Protective gas
Temp. Preriscaldo min N.A. Composizione percentuale
Preheat temp. Min. Percent composition
Temp. Max di interpasso 150 °C Gas Miscela Portata
Interpass temp. Max Gas Mixture Flow rate
Mantenimento preriscaldo N.A. Protezione ARGON 99,99% 14-15l/min
Preheat maintenance Shielding
Altro Al seguito N.A.
Other Trailing
Al rovescio NITROGEN 99,99% 5-6l/min
Backing
CARATTERISTICHE ELETTRICHE (QW-409) Polarità STRAIGHT DETTAGLI
Electric characteristic Polarity Details
Corrente alternata o continua D.C. Voltaggio 10÷14
AC or DC current Volts (range)
reiforcement max for "Thk"<6,4= 1,6mm -
Amperaggio 70÷90 for "Thk" >6,4=1/3 di "S" max 3mm
Amps (range)
Diam. E tipo elettrodo di tungsteno AWS A 5,12 EWTh2-§ 2,4 (Read Heat)
Tungsten electrode size and type 2 N
Metodo di trasferimento per GMAW N.A. 1
Mode for metal transfer for GMAW
Velocità di avanzamento filo N.A.
Electrode wire feed speed range
TECNICA (QW-410)
Tecnique
Passata tirata o a maglia larga STRING
String or weave band
Dimensione bocchello gas N.A.
Orifice or gas cup size
Pulizia iniziale e tra le passate GRINDIND AN BRUSHING
Initial and interpass cleaning
Metodo di solcatura a rovescio N.A.
Method of back gouging
Oscllazione N.A.
Oscillation
Distanza tubo di contatto e pezzo N.A.
Contact tube to work distance
Passata multpla o singola (per lato) MULTIPASS
Multiple or single pass (for side)
Elettrodo multiplo o singolo SINGLE
Multiple or single electrode
Velocità N.A.
Travel speed (range)
Martellatura N.A.
Peening
Metallo d'apporto Corrente Velocità
Passata Procedimento Filler metal Current Voltaggio avanzamento Altro
Weld layer Process Classe Diametro Polarità Amperaggio Volt range Travel speed Other
Class Diameter Type polar Amp-range range
1 GTAW ER 316 2 D.C./ STRAIGHT 70÷90 10÷14
2 SMAW ER 316-15 2.5 D.C / REVERSE 70÷90 23÷24
N SMAW ER 316-15 2,5 or 3,5 D.C./ REVERSE 60÷110 23÷24
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec.
No. WPS 2 SS P
Welding Procedure Specification Rev. nr.
(QW - 482) 0
(QW-482)
Lavoro Data
Work ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm.
Client
ABB Approved by: Filled by
PMS
Sheet 1 of 2 Job
20020
Societa: ZAKHEM
Company
Specifica di saldatura nr. WPS 2 SS P Data 7/8/2009
Welding Procedure Specification Date
Qualifica da Verbale PQR 2 SS Data 6/29/2009
Supporting PQR. nr. Date
Procedimento di saldatura GTAW Tipo N.A.
Welding process Type
GIUNTI (QW - 402)
Joints
Tipo di giunto DI TESTA A "V"/ BUTT WELDED 70/75°
Joint design
3.05mm
Supporto (si) (no) NO
Backing (yes)
Materiale di supporto (tipo) N.A.
Backing material (type) 1-2mm
X Metallico Metallo non fondente 2-3mm
Metal No fusing metal
Non metallico Altro
No metal Other
MATERIALE BASE (QW - 403)
Base material
P. - Nr. 8 Group Nr. 1 To P. - Nr. 8 Group Nr. 1
Tipo e grado ASTM A 312 Tp 316L
Type and grade
A tipo e grado ASTM A 312 Tp 316L
To type and grade
Oppure / or
Analisi chimiche e proprietà meccaniche N.A.
Chemical analysis and mechanical property
Ad analisi chimiche e proprietà meccaniche N.A.
To chemical analysis and mechanical property
GAMMA SPESSORI
Thickness range
Metallo base 1,6-6,10 mm Cord. d'angolo UNLIMITED
Base metal Groove Fillet
Gamma diametri 73mm (27/8 ") to ALL Cord. d'angolo UNLIMITED
Diameter range Groove Fillet
Altro SPECIFICHE: ASME Sez. IX
Other Specification: Asme Sez. IX
MATERIALE D'APPORTO (QW - 404)
Filler metal
Spec. Nr. (SFA) 5.,9
AWS Nr. (CLASS) ER 316
F - Nr. 6
A - Nr. 12
Diametro materiale d'apporto 2 mm
Size of filler metals
Metallo depositato MAX '3,0mm
Deposit weld metal
Accoppiamento filo-flusso N.A.
Electrode-flux (class)
Denomin. commerciale flusso N.A.
Flux-trade name
Inserto consumabile N.A.
Consumable insert
Altro
Other
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec. No.
WPS 2 SS P
Welding Procedure Specification Rev. nr.
(QW - 482) (QW-482 Back) 0
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm. 2
Client
ABB Approved by: Filled by
PMS
Sheet 2 of 2 Job
20020
POSIZIONE (QW-405) TRATTAMENTO TERMICO (QW-407)
Position Position
Posizione del cianfrino 5G Campo temperature N.A.
Position of groove Temperature range
Progressione di saldatura Uphill Tempo N.A.
Welding progression Time range
Posizione cordoni d'angolo
Position of fillet
PRERISCALDO (QW-406) GAS PROTETTIVO (QW-408)
Preheat Protective gas
Temp. Preriscaldo min N.A. Composizione percentuale
Preheat temp. Min. Percent composition
Temp. Max di interpasso 150 °C Gas Miscela Portata
Interpass temp. Max Gas Mixture Flow rate
Mantenimento preriscaldo N.A. Protezione ARGON 99,99% 14-16l/min
Preheat maintenance Shielding
Altro Al seguito N.A.
Other Trailing
Al rovescio NITROGEN 99,99% 5-6l/min
Backing
CARATTERISTICHE ELETTRICHE (QW-409) Polarità STRAIGHT DETTAGLI
Electric characteristic Polarity Details
Corrente alternata o continua D.C. Voltaggio 10÷14
AC or DC current Volts (range)
Amperaggio 70÷90
Amps (range)
Diam. E tipo elettrodo di tungsteno AWS A 5,12 EWTh2-§ 2,4 (Read Heat) 2
Tungsten electrode size and type
1
Metodo di trasferimento per GMAW N.A.
Mode for metal transfer for GMAW
Velocità di avanzamento filo N.A.
Electrode wire feed speed range
TECNICA (QW-410)
Tecnique
Passata tirata o a maglia larga STRING
String or weave band
Dimensione bocchello gas N.A.
Orifice or gas cup size
Pulizia iniziale e tra le passate GRINDIND AN BRUSHING
Initial and interpass cleaning
Metodo di solcatura a rovescio N.A.
Method of back gouging
Oscllazione N.A.
Oscillation
Distanza tubo di contatto e pezzo N.A.
Contact tube to work distance
Passata multpla o singola (per lato) MULTIPASS
Multiple or single pass (for side)
Elettrodo multiplo o singolo SINGLE
Multiple or single electrode
Velocità N.A.
Travel speed (range)
Martellatura N.A.
Peening
Metallo d'apporto Corrente Velocità
Passata Procedimento Filler metal Current Voltaggio avanzamento Altro
Weld layer Process Classe Diametro Polarità Amperaggio Volt range Travel speed Other
Class Diameter Type polar Amp-range range
1 GTAW ER 316 2 D.C./ STRAIGHT 70÷90 10÷14 10÷15
2 GTAW ER 316 2 D.C / STRAIGHT 70÷90 10÷14 10÷15
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec.
No. WPS 2 SS P REP
Welding Procedure Specification Rev. nr.
(QW - 482) 0
(QW-482)
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm.
Client
ABB Approved by: Filled by
PMS
Sheet 1 of 2 Job
20020
Societa: ZAKHEM
Company
Specifica di saldatura nr. WPS 2 SS P REP Data 7/8/2009
Welding Procedure Specification Date
Qualifica da Verbale PQR 2 SS REP Data 6/29/2009
Supporting PQR. nr. Date
Procedimento di saldatura GTAW Tipo N.A.
Welding process Type
GIUNTI (QW - 402)
Joints
Tipo di giunto DI TESTA A "V"/ BUTT WELDED 70/75°
Joint design
3.05mm
Supporto (si) (no) NO
Backing (yes)
Materiale di supporto (tipo) N.A.
Backing material (type)
1-2mm
X Metallico Metallo non fondente 2-3mm
Metal No fusing metal
Non metallico Altro
No metal Other
MATERIALE BASE (QW - 403)
Base material
P. - Nr. 8 Group Nr. 1 To P. - Nr. 8 Group Nr. 1
Tipo e grado ASTM A 312 Tp 316L
Type and grade
A tipo e grado ASTM A 312 Tp 316L
To type and grade
Oppure / or
Analisi chimiche e proprietà meccaniche N.A.
Chemical analysis and mechanical property
Ad analisi chimiche e proprietà meccaniche N.A.
To chemical analysis and mechanical property
GAMMA SPESSORI
Thickness range
Metallo base 1,6-6,10 mm Cord. d'angolo UNLIMITED
Base metal Groove Fillet
Gamma diametri 73mm (27/8 ") to ALL Cord. d'angolo UNLIMITED
Diameter range Groove Fillet
Altro SPECIFICHE: ASME Sez. IX
Other Specification: Asme Sez. IX
MATERIALE D'APPORTO (QW - 404)
Filler metal
Spec. Nr. (SFA) 5.,9
AWS Nr. (CLASS) ER 316
F - Nr. 6
A - Nr. 12
Diametro materiale d'apporto 2 mm
Size of filler metals
Metallo depositato MAX '3,0mm
Deposit weld metal
Accoppiamento filo-flusso N.A.
Electrode-flux (class)
Denomin. commerciale flusso N.A.
Flux-trade name
Inserto consumabile N.A.
Consumable insert
Altro
Other
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec. No.
WPS 2 SS P REP
Welding Procedure Specification Rev. nr.
(QW - 482) (QW-482 Back) 0
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm. 2
Client
ABB Approved by: Filled by
PMS
Sheet 2 of 2 Job
20020
POSIZIONE (QW-405) TRATTAMENTO TERMICO (QW-407)
Position Position
Posizione del cianfrino 5G Campo temperature N.A.
Position of groove Temperature range
Progressione di saldatura Uphill Tempo N.A.
Welding progression Time range
Posizione cordoni d'angolo
Position of fillet
PRERISCALDO (QW-406) GAS PROTETTIVO (QW-408)
Preheat Protective gas
Temp. Preriscaldo min N.A. Composizione percentuale
Preheat temp. Min. Percent composition
Temp. Max di interpasso 150 °C Gas Miscela Portata
Interpass temp. Max Gas Mixture Flow rate
Mantenimento preriscaldo N.A. Protezione ARGON 99,99% 14-16l/min
Preheat maintenance Shielding
Altro Al seguito N.A.
Other Trailing
Al rovescio NITROGEN 99,99% 5-6l/min
Backing
CARATTERISTICHE ELETTRICHE (QW-409) Polarità STRAIGHT DETTAGLI
Electric characteristic Polarity Details
Corrente alternata o continua D.C. Voltaggio 10÷14
AC or DC current Volts (range)
Amperaggio 70÷90
Amps (range)
Diam. E tipo elettrodo di tungsteno AWS A 5,12 EWTh2-§ 2,4 (Read Heat) 2
Tungsten electrode size and type
1
Metodo di trasferimento per GMAW N.A.
Mode for metal transfer for GMAW
Velocità di avanzamento filo N.A.
Electrode wire feed speed range
TECNICA (QW-410)
Tecnique
Passata tirata o a maglia larga STRING
String or weave band
Dimensione bocchello gas N.A.
Orifice or gas cup size
Pulizia iniziale e tra le passate GRINDIND AN BRUSHING
Initial and interpass cleaning
Metodo di solcatura a rovescio N.A.
Method of back gouging
Oscllazione N.A.
Oscillation
Distanza tubo di contatto e pezzo N.A.
Contact tube to work distance
Passata multpla o singola (per lato) MULTIPASS
Multiple or single pass (for side)
Elettrodo multiplo o singolo SINGLE
Multiple or single electrode
Velocità N.A.
Travel speed (range)
Martellatura N.A.
Peening
Metallo d'apporto Corrente Velocità
Passata Procedimento Filler metal Current Voltaggio avanzamento Altro
Weld layer Process Classe Diametro Polarità Amperaggio Volt range Travel speed Other
Class Diameter Type polar Amp-range range
1 GTAW ER 316 2 D.C./ STRAIGHT 70÷90 10÷14 10÷15
2 GTAW ER 316 2 D.C / STRAIGHT 70÷90 10÷14 10÷15
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec.
No. WPS 3 S
Welding Procedure Specification Rev. nr.
(QW - 482) 0
(QW-482)
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm.
Client
ABB Approved by: Filled by
PMS
Sheet 1 of 2 Job
20020
Societa: ZAKHEM
Company
Specifica di saldatura nr. WPS 3 S Data 7/8/2009
Welding Procedure Specification Date
Qualifica da Verbale PQR 8 S Data 6/29/2009
Supporting PQR. nr. Date
Procedimento di saldatura SMAW Tipo MANUAL
Welding process Type
GIUNTI (QW - 402)
Joints
Tipo di giunto DI TESTA A "V"/ BUTT WELDED 70/75°
Joint design
Supporto (si) (no) NO
19mm
Backing (yes)
Materiale di supporto (tipo) N.A. 4mm
Backing material (type)
X Metallico Metallo non fondente 2mm
Metal No fusing metal
Non metallico Altro
No metal Other
MATERIALE BASE (QW - 403)
Base material
P. - Nr. SIMILAR 1 Group Nr. SIMILAR 1 To P. - Nr. SIMILAR 1 Group Nr. SIMILAR 1
Tipo e grado UNI EN 10025 S275JR
Type and grade
A tipo e grado UNI EN 10025 S275JR
To type and grade
Oppure / or
Analisi chimiche e proprietà meccaniche N.A.
Chemical analysis and mechanical property
Ad analisi chimiche e proprietà meccaniche N.A.
To chemical analysis and mechanical property
GAMMA SPESSORI
Thickness range
Metallo base Piena pentrazione 5-38 mm Cord. d'angolo N.A.
Base metal Groove Fillet
Gamma diametri Piena pentrazione N.A. Cord. d'angolo N.A.
Diameter range Groove Fillet
Altro SPECIFICHE: ASME Sez. IX
Other Specification: Asme Sez. IX
MATERIALE D'APPORTO (QW - 404)
Filler metal
Spec. Nr. (SFA) 5:10
AWS Nr. (CLASS) E 7018
F - Nr. 4
A - Nr. 1
Diametro materiale d'apporto 3,25 mm
Size of filler metals
Metallo depositato MAX '3,0mm
Deposit weld metal
Accoppiamento filo-flusso N.A.
Electrode-flux (class)
Denomin. commerciale flusso N.A.
Flux-trade name
Inserto consumabile N.A.
Consumable insert
Altro
Other
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec. No.
WPS 3 S
Welding Procedure Specification Rev. nr.
(QW - 482) (QW-482 Back) 0
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm. 2
Client
ABB Approved by: Filled by
PMS
Sheet 2 of 2 Job
20020
POSIZIONE (QW-405) TRATTAMENTO TERMICO (QW-407)
Position Position
Posizione del cianfrino 1G+4G Campo temperature N.A.
Position of groove Temperature range
Progressione di saldatura N.A. Tempo N.A.
Welding progression Time range
Posizione cordoni d'angolo
Position of fillet
PRERISCALDO (QW-406) GAS PROTETTIVO (QW-408)
Preheat Protective gas
Temp. Preriscaldo min N.A. Composizione percentuale
Preheat temp. Min. Percent composition
Temp. Max di interpasso 200 °C Gas Miscela Portata
Interpass temp. Max Gas Mixture Flow rate
Mantenimento preriscaldo N.A. Protezione N.A.
Preheat maintenance Shielding
Altro Al seguito
Other Trailing
Al rovescio N.A.
Backing
CARATTERISTICHE ELETTRICHE (QW-409) Polarità STRAIGHT DETTAGLI
Electric characteristic Polarity Details
Corrente alternata o continua D.C. Voltaggio 23÷24
AC or DC current Volts (range)
Amperaggio 70÷90 2 2-n
Amps (range)
Diam. E tipo elettrodo di tungsteno N.A.
Tungsten electrode size and type
Metodo di trasferimento per GMAW N.A. 3R-nR
1 3R
Mode for metal transfer for GMAW
Velocità di avanzamento filo N.A.
Electrode wire feed speed range
TECNICA (QW-410)
Tecnique
Passata tirata o a maglia larga WEAVE-STRING
String or weave band
Dimensione bocchello gas N.A.
Orifice or gas cup size
Pulizia iniziale e tra le passate GRINDIND AN BRUSHING
Initial and interpass cleaning
Metodo di solcatura a rovescio N.A.
Method of back gouging
Oscllazione N.A.
Oscillation
Distanza tubo di contatto e pezzo N.A.
Contact tube to work distance
Passata multpla o singola (per lato) MULTIPASS
Multiple or single pass (for side)
Elettrodo multiplo o singolo SINGLE
Multiple or single electrode
Velocità N.A.
Travel speed (range)
Martellatura N.A.
Peening
Metallo d'apporto Corrente Velocità
Passata Procedimento Filler metal Current Voltaggio avanzamento Altro
Weld layer Process Classe Diametro Polarità Amperaggio Volt range Travel speed Other
Class Diameter Type polar Amp-range range
1 SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
2 SMAW E 7018 3.25 D.C / REVERSE 70÷90 23÷24
2-n SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
3R SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
3-Nr SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec.
No. WPS 3 S REP
Welding Procedure Specification Rev. nr.
(QW - 482) 0
(QW-482)
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm.
Client
ABB Approved by: Filled by
PMS
Sheet 1 of 2 Job
20020
Societa: ZAKHEM
Company
Specifica di saldatura nr. WPS 3 S REP Data 7/8/2009
Welding Procedure Specification Date
Qualifica da Verbale PQR 8 S REP Data 6/29/2009
Supporting PQR. nr. Date
Procedimento di saldatura SMAW Tipo MANUAL
Welding process Type
GIUNTI (QW - 402)
Joints
70/75°
Tipo di giunto DI TESTA A "V"/ BUTT WELDED
Joint design
Supporto (si) (no) NO
19mm
Backing (yes) 4mm
Materiale di supporto (tipo) N.A.
Backing material (type)
2mm
X Metallico Metallo non fondente
Metal No fusing metal
Non metallico Altro
No metal Other
MATERIALE BASE (QW - 403)
Base material
P. - Nr. SIMILAR 1 Group Nr. SIMILAR 1 To P. - Nr. SIMILAR 1 Group Nr. SIMILAR 1
Tipo e grado UNI EN 10025 S275JR
Type and grade
A tipo e grado UNI EN 10025 S275JR
To type and grade
Oppure / or
Analisi chimiche e proprietà meccaniche N.A.
Chemical analysis and mechanical property
Ad analisi chimiche e proprietà meccaniche N.A.
To chemical analysis and mechanical property
GAMMA SPESSORI
Thickness range
Metallo base Piena pentrazione 5-38 mm Cord. d'angolo N.A.
Base metal Groove Fillet
Gamma diametri Piena pentrazione N.A. Cord. d'angolo N.A.
Diameter range Groove Fillet
Altro SPECIFICHE: ASME Sez. IX
Other Specification: Asme Sez. IX
MATERIALE D'APPORTO (QW - 404)
Filler metal
Spec. Nr. (SFA) 5:10
AWS Nr. (CLASS) E 7018
F - Nr. 4
A - Nr. 1
Diametro materiale d'apporto 3,25 mm
Size of filler metals
Metallo depositato MAX '3,0mm
Deposit weld metal
Accoppiamento filo-flusso N.A.
Electrode-flux (class)
Denomin. commerciale flusso N.A.
Flux-trade name
Inserto consumabile N.A.
Consumable insert
Altro
Other
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec. No.
WPS 3 S REP
Welding Procedure Specification Rev. nr.
(QW - 482) (QW-482 Back) 0
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm. 2
Client
ABB Approved by: Filled by
PMS
Sheet 2 of 2 Job
20020
POSIZIONE (QW-405) TRATTAMENTO TERMICO (QW-407)
Position Position
Posizione del cianfrino 1G+4G Campo temperature N.A.
Position of groove Temperature range
Progressione di saldatura N.A. Tempo N.A.
Welding progression Time range
Posizione cordoni d'angolo
Position of fillet
PRERISCALDO (QW-406) GAS PROTETTIVO (QW-408)
Preheat Protective gas
Temp. Preriscaldo min N.A. Composizione percentuale
Preheat temp. Min. Percent composition
Temp. Max di interpasso 200 °C Gas Miscela Portata
Interpass temp. Max Gas Mixture Flow rate
Mantenimento preriscaldo N.A. Protezione N.A.
Preheat maintenance Shielding
Altro Al seguito
Other Trailing
Al rovescio N.A.
Backing
CARATTERISTICHE ELETTRICHE (QW-409) Polarità STRAIGHT DETTAGLI
Electric characteristic Polarity Details
Corrente alternata o continua D.C. Voltaggio 23÷24
AC or DC current Volts (range)
Amperaggio 70÷90 2 2-n
Amps (range)
Diam. E tipo elettrodo di tungsteno N.A.
Tungsten electrode size and type
Metodo di trasferimento per GMAW N.A. 3R-nR
1 3R
Mode for metal transfer for GMAW
Velocità di avanzamento filo N.A.
Electrode wire feed speed range
TECNICA (QW-410)
Tecnique
Passata tirata o a maglia larga WEAVE-STRING
String or weave band
Dimensione bocchello gas N.A.
Orifice or gas cup size
Pulizia iniziale e tra le passate GRINDIND AN BRUSHING
Initial and interpass cleaning
Metodo di solcatura a rovescio N.A.
Method of back gouging
Oscllazione N.A.
Oscillation
Distanza tubo di contatto e pezzo N.A.
Contact tube to work distance
Passata multpla o singola (per lato) MULTIPASS
Multiple or single pass (for side)
Elettrodo multiplo o singolo SINGLE
Multiple or single electrode
Velocità N.A.
Travel speed (range)
Martellatura N.A.
Peening
Metallo d'apporto Corrente Velocità
Passata Procedimento Filler metal Current Voltaggio avanzamento Altro
Weld layer Process Classe Diametro Polarità Amperaggio Volt range Travel speed Other
Class Diameter Type polar Amp-range range
1 SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
2 SMAW E 7018 3.25 D.C / REVERSE 70÷90 23÷24
2-n SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
3R SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
3-Nr SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec.
No. WPS 1 T
Welding Procedure Specification Rev. nr.
(QW - 482) 0
(QW-482)
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm.
Client
ABB Approved by: Filled by
PMS
Sheet 1 of 2 Job
20020
Societa: ZAKHEM
Company
Specifica di saldatura nr. WPS 1 T Data 7/8/2009
Welding Procedure Specification Date
Qualifica da Verbale PQR 9 T Data 6/29/2009
Supporting PQR. nr. Date
Procedimento di saldatura SMAW Tipo MANUAL
Welding process Type
GIUNTI (QW - 402)
Joints
Tipo di giunto VERTICAL JOINT
Joint design
Supporto (si) YES FOR OTHER PASS (no) NO FOR FIRST PASS
Backing (yes)
Materiale di supporto (tipo) WELD METAL
Backing material (type)
X Metallico Metallo non fondente
Metal No fusing metal
Non metallico Altro
No metal Other
MATERIALE BASE (QW - 403)
Base material
P. - Nr. 1 Group Nr. 1 To P. - Nr. 1 Group Nr. 1
Tipo e grado UNI EN 10025 S275J0
Type and grade
A tipo e grado UNI EN 10025 S275J0
To type and grade
Oppure / or
Analisi chimiche e proprietà meccaniche N.A.
Chemical analysis and mechanical property
Ad analisi chimiche e proprietà meccaniche N.A.
To chemical analysis and mechanical property
GAMMA SPESSORI
Thickness range
Metallo base Piena pentrazione 1,6-12 mm Cord. d'angolo N.A.
Base metal Groove Fillet
Gamma diametri Piena pentrazione N.A. Cord. d'angolo N.A.
Diameter range Groove Fillet
Altro SPECIFICHE: ASME Sez. IX
Other Specification: Asme Sez. IX
MATERIALE D'APPORTO (QW - 404)
Filler metal
Spec. Nr. (SFA) 5:10
AWS Nr. (CLASS) E 7018
F - Nr. 4
A - Nr. 1
Diametro materiale d'apporto 3,25 mm
Size of filler metals
Metallo depositato MAX '3,0mm
Deposit weld metal
Accoppiamento filo-flusso N.A.
Electrode-flux (class)
Denomin. commerciale flusso N.A.
Flux-trade name
Inserto consumabile N.A.
Consumable insert
Altro
Other
SPECIFICHE DI SALDATURA
Welding Procedure
Specification1 Spec. No.
WPS 1 T
Welding Procedure Specification Rev. nr.
(QW - 482) (QW-482 Back) 0
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm. 2
Client
ABB Approved by: Filled by
PMS
Sheet 2 of 2 Job
20020
POSIZIONE (QW-405) TRATTAMENTO TERMICO (QW-407)
Position Position
Posizione del cianfrino 3G Campo temperature N.A.
Position of groove Temperature range
Progressione di saldatura Uphill Tempo N.A.
Welding progression Time range
Posizione cordoni d'angolo
Position of fillet
PRERISCALDO (QW-406) GAS PROTETTIVO (QW-408)
Preheat Protective gas
Temp. Preriscaldo min N.A. Composizione percentuale
Preheat temp. Min. Percent composition
Temp. Max di interpasso 250 °C Gas Miscela Portata
Interpass temp. Max Gas Mixture Flow rate
Mantenimento preriscaldo N.A. Protezione N.A.
Preheat maintenance Shielding
Altro Al seguito N.A.
Other Trailing
Al rovescio N.A.
Backing
CARATTERISTICHE ELETTRICHE (QW-409) Polarità REVERSE DETTAGLI
Electric characteristic Polarity Details
Corrente alternata o continua D.C. Voltaggio 23÷24
AC or DC current Volts (range)
Amperaggio 70÷90
Amps (range) 1
Diam. E tipo elettrodo di tungsteno N.A.
Tungsten electrode size and type
Metodo di trasferimento per GMAW N.A.
Mode for metal transfer for GMAW
R
Velocità di avanzamento filo N.A.
Electrode wire feed speed range
TECNICA (QW-410)
Tecnique
Passata tirata o a maglia larga WEAVE-STRING
String or weave band
Dimensione bocchello gas N.A.
Orifice or gas cup size
Pulizia iniziale e tra le passate GRINDIND AN BRUSHING
Initial and interpass cleaning
Metodo di solcatura a rovescio N.A.
Method of back gouging
Oscllazione N.A.
Oscillation
Distanza tubo di contatto e pezzo N.A.
Contact tube to work distance
Passata multpla o singola (per lato) MULTIPASS
Multiple or single pass (for side)
Elettrodo multiplo o singolo SINGLE
Multiple or single electrode
Velocità N.A.
Travel speed (range)
Martellatura N.A.
Peening
Metallo d'apporto Corrente Velocità
Passata Procedimento Filler metal Current Voltaggio avanzamento Altro
Weld layer Process Classe Diametro Polarità Amperaggio Volt range Travel speed Other
Class Diameter Type polar Amp-range range
1 SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
R SMAW E 7018 3.25 D.C / REVERSE 70÷90 23÷24
SPECIFICHE DI SALDATURA
Welding Procedure
Specification Spec.
No. WPS 2 T
Welding Procedure Specification Rev. nr.
(QW - 482) 0
(QW-482)
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm.
Client
ABB Approved by: Filled by
PMS
Sheet 1 of 2 Job
20020
Societa: ZAKHEM
Company
Specifica di saldatura nr. WPS 2 T Data 7/8/2009
Welding Procedure Specification Date
Qualifica da Verbale PQR 9 T Data 6/29/2009
Supporting PQR. nr. Date
Procedimento di saldatura SMAW Tipo MANUAL
Welding process Type
GIUNTI (QW - 402)
Joints
Tipo di giunto ANGLE
Joint design
Supporto (si) YES FOR OTHER PASS (no) NO FOR FIRST PASS
Backing (yes)
Materiale di supporto (tipo) WELD METAL
Backing material (type)
X Metallico Metallo non fondente
Metal No fusing metal
Non metallico Altro
No metal Other
MATERIALE BASE (QW - 403)
Base material
P. - Nr. 1 Group Nr. 1 To P. - Nr. 1 Group Nr. 1
Tipo e grado UNI EN 10025 S275J0
Type and grade
A tipo e grado UNI EN 10025 S275J0
To type and grade
Oppure / or
Analisi chimiche e proprietà meccaniche N.A.
Chemical analysis and mechanical property
Ad analisi chimiche e proprietà meccaniche N.A.
To chemical analysis and mechanical property
GAMMA SPESSORI
Thickness range
Metallo base Piena pentrazione 1,6-12 mm Cord. d'angolo N.A.
Base metal Groove Fillet
Gamma diametri Piena pentrazione N.A. Cord. d'angolo N.A.
Diameter range Groove Fillet
Altro SPECIFICHE: ASME Sez. IX
Other Specification: Asme Sez. IX
MATERIALE D'APPORTO (QW - 404)
Filler metal
Spec. Nr. (SFA) 5:10
AWS Nr. (CLASS) E 7018
F - Nr. 4
A - Nr. 1
Diametro materiale d'apporto 3,25 mm
Size of filler metals
Metallo depositato MAX '3,0mm
Deposit weld metal
Accoppiamento filo-flusso N.A.
Electrode-flux (class)
Denomin. commerciale flusso N.A.
Flux-trade name
Inserto consumabile N.A.
Consumable insert
Altro
Other
SPECIFICHE DI SALDATURA
Welding Procedure
Specification1 Spec. No.
WPS 2 T
Welding Procedure Specification Rev. nr.
(QW - 482) (QW-482 Back) 0
Lavoro Data
Work
ABB Power Plant DJENO Date
7/8/2009
Cliente: Approvato Compilato: Pagina Comm. 2
Client
ABB Approved by: Filled by
PMS
Sheet 2 of 2 Job
20020
POSIZIONE (QW-405) TRATTAMENTO TERMICO (QW-407)
Position Position
Posizione del cianfrino 3G Campo temperature N.A.
Position of groove Temperature range
Progressione di saldatura Uphill Tempo N.A.
Welding progression Time range
Posizione cordoni d'angolo
Position of fillet
PRERISCALDO (QW-406) GAS PROTETTIVO (QW-408)
Preheat Protective gas
Temp. Preriscaldo min N.A. Composizione percentuale
Preheat temp. Min. Percent composition
Temp. Max di interpasso 250 °C Gas Miscela Portata
Interpass temp. Max Gas Mixture Flow rate
Mantenimento preriscaldo N.A. Protezione N.A.
Preheat maintenance Shielding
Altro Al seguito N.A.
Other Trailing
Al rovescio N.A.
Backing
CARATTERISTICHE ELETTRICHE (QW-409) Polarità REVERSE DETTAGLI
Electric characteristic Polarity Details
Corrente alternata o continua D.C. Voltaggio 23÷24
AC or DC current Volts (range)
Amperaggio 70÷90
Amps (range)
Diam. E tipo elettrodo di tungsteno N.A.
Tungsten electrode size and type
Metodo di trasferimento per GMAW N.A.
Mode for metal transfer for GMAW
Velocità di avanzamento filo N.A.
Electrode wire feed speed range
TECNICA (QW-410)
Tecnique
Passata tirata o a maglia larga WEAVE-STRING
String or weave band
Dimensione bocchello gas N.A.
Orifice or gas cup size
Pulizia iniziale e tra le passate GRINDIND AN BRUSHING
Initial and interpass cleaning
Metodo di solcatura a rovescio N.A.
Method of back gouging
Oscllazione N.A.
Oscillation
Distanza tubo di contatto e pezzo N.A.
Contact tube to work distance
Passata multpla o singola (per lato) MULTIPASS
Multiple or single pass (for side)
Elettrodo multiplo o singolo SINGLE
Multiple or single electrode
Velocità N.A.
Travel speed (range)
Martellatura N.A.
Peening
Metallo d'apporto Corrente Velocità
Passata Procedimento Filler metal Current Voltaggio avanzamento Altro
Weld layer Process Classe Diametro Polarità Amperaggio Volt range Travel speed Other
Class Diameter Type polar Amp-range range
1 SMAW E 7018 3.25 D.C./ REVERSE 70÷90 23÷24
R SMAW E 7018 3.25 D.C / REVERSE 70÷90 23÷24
Potrebbero piacerti anche
- PQR 8580343-24-221986-12 Rev.0 - WPS 22186-12Nessuna valutazione finoraPQR 8580343-24-221986-12 Rev.0 - WPS 22186-1228 pagine
- PQR 8580343-24-221986-11 Rev.0 - WPS 22186-11Nessuna valutazione finoraPQR 8580343-24-221986-11 Rev.0 - WPS 22186-1128 pagine
- Specifiche Di Procedura Di Saldatura (WPS - Welding Procedure Specification)Nessuna valutazione finoraSpecifiche Di Procedura Di Saldatura (WPS - Welding Procedure Specification)6 pagine
- UNI en ISO 17635 Controllo Non Distruttivo Delle Saldature - Regole Generali Per I Materiali MetalliciNessuna valutazione finoraUNI en ISO 17635 Controllo Non Distruttivo Delle Saldature - Regole Generali Per I Materiali Metallici28 pagine
- Danieli: Realizzazione Di Strutture e Tubazioni SaldateNessuna valutazione finoraDanieli: Realizzazione Di Strutture e Tubazioni Saldate11 pagine
- Fondamenti Di Progettazione Di Strutture SaldateNessuna valutazione finoraFondamenti Di Progettazione Di Strutture Saldate36 pagine
- Guida Pratica Saldatura Mig Di Alluminio e Delle Sue Leghe I1178 - 255948100% (1)Guida Pratica Saldatura Mig Di Alluminio e Delle Sue Leghe I1178 - 2559488 pagine
- Pangas Prospetto Scegliere Il Gas Giusto I - tcm566 114535 PDF100% (1)Pangas Prospetto Scegliere Il Gas Giusto I - tcm566 114535 PDF40 pagine
- Manuale Di Saldatura Industriale - Miguel D'AddarioNessuna valutazione finoraManuale Di Saldatura Industriale - Miguel D'Addario326 pagine
- Procedura Di Controllo RadiograficoNessuna valutazione finoraProcedura Di Controllo Radiografico19 pagine
- Verifica Saldatura A Cordone D'angoloNessuna valutazione finoraVerifica Saldatura A Cordone D'angolo1 pagina
- Procedure Di Controllo Sulle Saldature PDFNessuna valutazione finoraProcedure Di Controllo Sulle Saldature PDF9 pagine
- Saldatura Dei Metalli Uni en Iso 15614-1 2005100% (1)Saldatura Dei Metalli Uni en Iso 15614-1 200535 pagine
- 1 Articolo - La Qualifca Dei Saldatori - La Nuova ISO 9606-1 PDFNessuna valutazione finora1 Articolo - La Qualifca Dei Saldatori - La Nuova ISO 9606-1 PDF6 pagine
- Danieli: Acciai Laminati - Specifica Di FornituraNessuna valutazione finoraDanieli: Acciai Laminati - Specifica Di Fornitura13 pagine
- REG CND Regolamento Approvazione Personale Incaricato Esecuzione CND Rev 3Nessuna valutazione finoraREG CND Regolamento Approvazione Personale Incaricato Esecuzione CND Rev 38 pagine
- Preliminary Welding Procedure Specification Specifica Procedimento Di Saldatura Preliminare S00006961.01 0 0Nessuna valutazione finoraPreliminary Welding Procedure Specification Specifica Procedimento Di Saldatura Preliminare S00006961.01 0 01 pagina
- PQR 8580343-24-221986-10 Rev.0 - WPS 22186-10Nessuna valutazione finoraPQR 8580343-24-221986-10 Rev.0 - WPS 22186-1026 pagine
- Wps Saldatura Testa Testa IT Rev0Nessuna valutazione finoraWps Saldatura Testa Testa IT Rev01 pagina
- Manuale Uso PRA ELITE 2010 - Rev5 - Allegato 60E1 - 50E5100% (1)Manuale Uso PRA ELITE 2010 - Rev5 - Allegato 60E1 - 50E53 pagine
- Classificazioni Degli Elettrodi AWSNessuna valutazione finoraClassificazioni Degli Elettrodi AWS2 pagine
- PCQ-IT0217-006 Rev0 (Saldatura Di Giunti Testa A Testa in HDPE)100% (1)PCQ-IT0217-006 Rev0 (Saldatura Di Giunti Testa A Testa in HDPE)5 pagine
- Calcolo Accoppiamento Flangiato 4466-RECIPIENTE in PRESSIONENessuna valutazione finoraCalcolo Accoppiamento Flangiato 4466-RECIPIENTE in PRESSIONE12 pagine
- Scheda Tecnica Valbia S R L MOD 140Nessuna valutazione finoraScheda Tecnica Valbia S R L MOD 1403 pagine
- Giunto Flangiato Trave Colonna Secondo PrEN1993!1!8100% (1)Giunto Flangiato Trave Colonna Secondo PrEN1993!1!819 pagine
- Mag 12 VP Tr1: Trasmital-Kyb 1T215000160Nessuna valutazione finoraMag 12 VP Tr1: Trasmital-Kyb 1T2150001603 pagine