Potrebbero piacerti anche
- 1 TLB2 Training Manual PDFDocumento49 pagine1 TLB2 Training Manual PDFАндрей Хохлов100% (3)
- Wps Angolo Asme - ModificateDocumento4 pagineWps Angolo Asme - ModificateBelin InversoNessuna valutazione finora
- WPS Form - C - ENGDocumento1 paginaWPS Form - C - ENGdavidemolNessuna valutazione finora
- WPS Finali ASME (Tubi-Strutt-Tanks) - ModificateDocumento16 pagineWPS Finali ASME (Tubi-Strutt-Tanks) - ModificateBelin InversoNessuna valutazione finora
- WPS 1011-1Documento1 paginaWPS 1011-1nicenikeNessuna valutazione finora
- GM 225M 4 45kW V400-690 50Hz B3 IE3 DATA SHEETDocumento1 paginaGM 225M 4 45kW V400-690 50Hz B3 IE3 DATA SHEETbass_121085477Nessuna valutazione finora
- Mod 114 Visual and Dimensional Welds Test ReportDocumento3 pagineMod 114 Visual and Dimensional Welds Test ReportRoberto Toccaceli BlasiNessuna valutazione finora
- 04 MATERIALI IMPIEGATI - Rev3Documento6 pagine04 MATERIALI IMPIEGATI - Rev3sfda.badrmedicalNessuna valutazione finora
- WPQR GS 155 2301Documento14 pagineWPQR GS 155 2301yessicaNessuna valutazione finora
- VRFUDocumento2 pagineVRFUDaniel ReinaNessuna valutazione finora
- Float Level SwitchesDocumento68 pagineFloat Level SwitchesP.SELVAKUMARNessuna valutazione finora
- Document 5353445Documento4 pagineDocument 5353445Francisco VieiraNessuna valutazione finora
- WPQR GS 155 2302Documento15 pagineWPQR GS 155 2302yessicaNessuna valutazione finora
- TROX - Batteria Di Post-Riscaldamento Ad Acqua (WT)Documento13 pagineTROX - Batteria Di Post-Riscaldamento Ad Acqua (WT)diziodavide21Nessuna valutazione finora
- h1v Catalogue PDFDocumento38 pagineh1v Catalogue PDFPutut SuprihartonoNessuna valutazione finora
- Wps en Finali ModificateDocumento12 pagineWps en Finali ModificateSandeep PrNessuna valutazione finora
- 6999 21a2-PwDocumento4 pagine6999 21a2-Pwjf2003Nessuna valutazione finora
- TAC053Documento1 paginaTAC053Sơn PhạmNessuna valutazione finora
- MTC Valvulas Check Linea VURDocumento2 pagineMTC Valvulas Check Linea VURJuan Santiago Rojas0% (1)
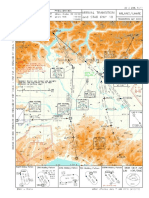
- LIML Star 18 2016-01-07Documento5 pagineLIML Star 18 2016-01-07lanzeNessuna valutazione finora
- Valvole Di Blocco Pilotate A Semplice Effetto A 3 Vie in Linea VBPSLDocumento2 pagineValvole Di Blocco Pilotate A Semplice Effetto A 3 Vie in Linea VBPSLHydromecanica HydecuaNessuna valutazione finora
- 7 59 Utensili Per TornioDocumento53 pagine7 59 Utensili Per TornioditraniNessuna valutazione finora
- Valvola PSV Di Sicurezza A Molla PressioneDocumento9 pagineValvola PSV Di Sicurezza A Molla PressioneDonato AielloNessuna valutazione finora
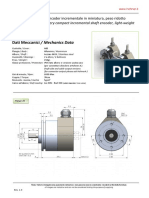
- Opisanie Enkoder Series 28 HohnerDocumento3 pagineOpisanie Enkoder Series 28 HohnerName SurnameNessuna valutazione finora
- HB - 90 - Scheda Tecnica - It - enDocumento2 pagineHB - 90 - Scheda Tecnica - It - enjAVIER GARCIA MORIANANessuna valutazione finora
- ARE4EXDocumento2 pagineARE4EXmiguel1972Nessuna valutazione finora
- Scheda Tecnica Elettrovalvola Dry Serie d132 v24 Asco It It 5462860Documento2 pagineScheda Tecnica Elettrovalvola Dry Serie d132 v24 Asco It It 5462860Giuseppe MaggioNessuna valutazione finora
- Power Supply Sepri SEP49290 SC AL06LT00Documento1 paginaPower Supply Sepri SEP49290 SC AL06LT00Liliana ZamoraNessuna valutazione finora
- Valvole Di Blocco A Semplice Effetto A 4 Vie Tipo A Vbpse A: Single Pilot Operated Check Valves Type ADocumento2 pagineValvole Di Blocco A Semplice Effetto A 4 Vie Tipo A Vbpse A: Single Pilot Operated Check Valves Type AHydromecanica HydecuaNessuna valutazione finora
- Dati Motoristici: KW (CV) G/minDocumento3 pagineDati Motoristici: KW (CV) G/minguido61Nessuna valutazione finora
- 21L2ZV55D ItaDocumento2 pagine21L2ZV55D Itaomon5000Nessuna valutazione finora
- Valvole Di Blocco Pilotate A Semplice Effetto Con Cartucce Extracorte Din 2353 Vbpse 2 CexcDocumento2 pagineValvole Di Blocco Pilotate A Semplice Effetto Con Cartucce Extracorte Din 2353 Vbpse 2 CexcHydromecanica HydecuaNessuna valutazione finora
- Oandm Manual Mec 20 Digital Voltage RegulatorDocumento119 pagineOandm Manual Mec 20 Digital Voltage RegulatorEmiro Revilla CatariNessuna valutazione finora
- EuropaDocumento8 pagineEuropabenNessuna valutazione finora
- Catalogo Valvulas DireccionalesDocumento132 pagineCatalogo Valvulas DireccionalesJonathan LuceroNessuna valutazione finora
- O-Ring Dati TecniciDocumento21 pagineO-Ring Dati TecniciLorenzo VoltaNessuna valutazione finora
- Ralco S.R.LDocumento70 pagineRalco S.R.LRafal WojciechowskiNessuna valutazione finora
- Nueva Vertical MultietapasDocumento87 pagineNueva Vertical MultietapasMiick NuñeezNessuna valutazione finora
- Anexa 1Documento2 pagineAnexa 1Petronela SerbanNessuna valutazione finora
- Presostato AignepDocumento1 paginaPresostato AignepHugo Fernando Romero SánchezNessuna valutazione finora
- 13 Item 13Documento8 pagine13 Item 13Diego Laya PicadoNessuna valutazione finora
- Item Technical CardDocumento1 paginaItem Technical CardHotline LeadecNessuna valutazione finora
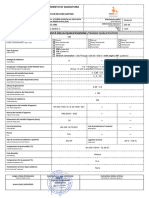
- Dichiarazione Del Fabbricante Manufacturer's DeclarationDocumento9 pagineDichiarazione Del Fabbricante Manufacturer's DeclarationEnache VladNessuna valutazione finora
- Zamberlan QMTDocumento52 pagineZamberlan QMTcalzarinoNessuna valutazione finora
- Valvole Di Blocco A Semplice Effetto A 3 Vie Ad Alto Pilotaggio VBL/3Documento2 pagineValvole Di Blocco A Semplice Effetto A 3 Vie Ad Alto Pilotaggio VBL/3Hydromecanica HydecuaNessuna valutazione finora
- 21aDocumento48 pagine21ajf2003Nessuna valutazione finora
- Dav007 Ita EngDocumento4 pagineDav007 Ita EngMary Joyce Herjas AlvarezNessuna valutazione finora
- FT-Rob. IVR - 45GCO - ENDocumento2 pagineFT-Rob. IVR - 45GCO - ENsssddssNessuna valutazione finora
- Gas - Train - RS 50Documento60 pagineGas - Train - RS 50sonerNessuna valutazione finora
- 21W - Wa - WNDocumento34 pagine21W - Wa - WNjf2003Nessuna valutazione finora
- Rg/2 MBHZDocumento56 pagineRg/2 MBHZAuxtecnico BrimexNessuna valutazione finora
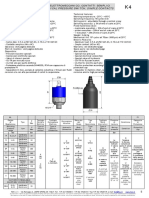
- Electromechanical Pressure Switch, Simple Contacts: Pressostato Elettromeccanico, Contatti SempliciDocumento1 paginaElectromechanical Pressure Switch, Simple Contacts: Pressostato Elettromeccanico, Contatti SempliciSchweisteger 14Nessuna valutazione finora
- 2.1.3 Report Di Cantiere Diagnosi Strutture EsistentiDocumento3 pagine2.1.3 Report Di Cantiere Diagnosi Strutture EsistentiFrancescoRandazzoNessuna valutazione finora
- Adprn6 1 PDFDocumento14 pagineAdprn6 1 PDFNapoletanoDokNessuna valutazione finora
- Frg/2Mb Frg/2Mbc: IT EN FR ESDocumento56 pagineFrg/2Mb Frg/2Mbc: IT EN FR ESWalisson HenriqueNessuna valutazione finora
- Slalom Acoustics OASIS Hardfelt Fire ReactionDocumento7 pagineSlalom Acoustics OASIS Hardfelt Fire ReactionAroaNessuna valutazione finora
- Supranox 308LDocumento1 paginaSupranox 308LA. Βρατσιστα100% (1)
- Scheda Tecnica Motore Elettrico Trifase A Gabbia Di ScoiattoloDocumento1 paginaScheda Tecnica Motore Elettrico Trifase A Gabbia Di ScoiattoloCESAR MORANessuna valutazione finora
- Cables Sumergibles AristoncaviDocumento1 paginaCables Sumergibles Aristoncavicarlos montoyaNessuna valutazione finora
- SCHEDA TECNICA - IntoCanapaDocumento2 pagineSCHEDA TECNICA - IntoCanapaMauroFedericoMonopoliNessuna valutazione finora
- Texaco REGAL EP Serie 100... 320 - Circolazione e TurbineDocumento3 pagineTexaco REGAL EP Serie 100... 320 - Circolazione e TurbineMassimiliano VolaNessuna valutazione finora
- 51.2-PPT-110510-Corso 1-AF 2Documento5 pagine51.2-PPT-110510-Corso 1-AF 2Luis Eduardo Silva VargasNessuna valutazione finora
- Tessuto Unidirezionale in Carbonio C-SHEET 240-600 FS05 UD 240 - 600#1A6EDocumento4 pagineTessuto Unidirezionale in Carbonio C-SHEET 240-600 FS05 UD 240 - 600#1A6Esilvano allegrettiNessuna valutazione finora
- Manuale EN 13381 - 1695 - PDFDocumento53 pagineManuale EN 13381 - 1695 - PDFTAMMA HOUSSAM ELDDINNessuna valutazione finora
- I LateriziDocumento4 pagineI LateriziFrancesco VescioNessuna valutazione finora
- Magenes, Metodi Semplificati Per L'analisi Sismica Non Lineare Di Edifici in MuraturaDocumento100 pagineMagenes, Metodi Semplificati Per L'analisi Sismica Non Lineare Di Edifici in Muraturalupin2013Nessuna valutazione finora