Potrebbero piacerti anche
- ZincaturaDocumento5 pagineZincaturadavidemodena8881Nessuna valutazione finora
- Brunitura Del FerroDocumento3 pagineBrunitura Del FerroAbloLePianeNessuna valutazione finora
- Zincatura Fai Da Te by Bunjin62 PDFDocumento21 pagineZincatura Fai Da Te by Bunjin62 PDFschioppoNessuna valutazione finora
- Rimozione Ruggine Acido OssalicoDocumento7 pagineRimozione Ruggine Acido OssalicoenricoNessuna valutazione finora
- Come Costruire Un Impianto DWC!Documento9 pagineCome Costruire Un Impianto DWC!Tomas RuschettaNessuna valutazione finora
- Pulizia MarmittaDocumento3 paginePulizia MarmittaCiaoCrossClub DocumentsNessuna valutazione finora
- Salomone IIDocumento195 pagineSalomone IIrhozabNessuna valutazione finora
- Guida PCBDocumento6 pagineGuida PCBFerdinando UrasNessuna valutazione finora
- Antichi MestieriDocumento38 pagineAntichi MestieriGianNessuna valutazione finora
- 05 - Decapaggio e SatinaturaDocumento5 pagine05 - Decapaggio e SatinaturaRoberto ProliNessuna valutazione finora
- Salomone IDocumento209 pagineSalomone ImimorealNessuna valutazione finora
- Processo Brunitura ChimicaDocumento3 pagineProcesso Brunitura ChimicaMaxNessuna valutazione finora
- Saldatura OroDocumento5 pagineSaldatura OromonipironNessuna valutazione finora
- Bollettino Tecnico RimozioneRuggineDocumento1 paginaBollettino Tecnico RimozioneRuggineVincenzo SenatoreNessuna valutazione finora
- Costruzione Di Un Bombolino GonfiagommeDocumento6 pagineCostruzione Di Un Bombolino Gonfiagommepippo pluto100% (1)
- Chimica 011 Seggi Di Tollens e FehlingDocumento4 pagineChimica 011 Seggi Di Tollens e Fehlinggolem90210Nessuna valutazione finora
- Acqua Dolce A Casa Altroconsumo 244 n518520Documento4 pagineAcqua Dolce A Casa Altroconsumo 244 n518520Joshua TurnerNessuna valutazione finora
- Laboratorio ChimicoDocumento537 pagineLaboratorio ChimicoalessandroNessuna valutazione finora
- SolventiDocumento23 pagineSolventiAnna Maria CastaldoNessuna valutazione finora
- Manuale di restauro dei mobili: Guida dettagliata e illustrata al fai da teDa EverandManuale di restauro dei mobili: Guida dettagliata e illustrata al fai da teNessuna valutazione finora
- Armi - Costruire Un Razzo AmatorialeDocumento5 pagineArmi - Costruire Un Razzo AmatorialemimmopiottanacifraNessuna valutazione finora
- Crea La Tua Lava Lamp! PDFDocumento14 pagineCrea La Tua Lava Lamp! PDFEvangelina CarricondoNessuna valutazione finora
- GHBDocumento3 pagineGHBVincenzoNessuna valutazione finora
- BrunituraDocumento4 pagineBrunituraromoluswNessuna valutazione finora
- Enciclopedia Acquario 1Documento421 pagineEnciclopedia Acquario 1קרלוס וודובוס100% (1)
- Manutenzione VinileDocumento4 pagineManutenzione Vinileluca fabbriNessuna valutazione finora
- Chimica DilettevoleDocumento21 pagineChimica DilettevolevanboscoNessuna valutazione finora
- Ricette AutarchicheDocumento9 pagineRicette AutarchicheRoberta CausaranoNessuna valutazione finora
- Schede Sintesi PigmentiDocumento43 pagineSchede Sintesi PigmentiHelado de MarihuanaNessuna valutazione finora
- Il mio Primo Acquario: Tutto Quello che Devi Sapere per Iniziare a Curare i PesciDa EverandIl mio Primo Acquario: Tutto Quello che Devi Sapere per Iniziare a Curare i PesciNessuna valutazione finora
- Camera OscuraDocumento38 pagineCamera OscuraCeciliaNessuna valutazione finora
- Acqua Bi-Distillata Quale e Dove TrovarlaDocumento4 pagineAcqua Bi-Distillata Quale e Dove TrovarlaMarco VenereNessuna valutazione finora
- Distillare Con La Pentola A PressioneDocumento7 pagineDistillare Con La Pentola A Pressionemaipen_raiNessuna valutazione finora
- Sul Rest Auro Delle PipeDocumento10 pagineSul Rest Auro Delle PipeLorenzo FattoriniNessuna valutazione finora
- I 4 Punti Del KangenDocumento2 pagineI 4 Punti Del Kangenzeroes64Nessuna valutazione finora
- Libricino Zago BDocumento9 pagineLibricino Zago BChiara GemmiNessuna valutazione finora
- Relazione Allume Di CromoDocumento3 pagineRelazione Allume Di CromoAlessia MandorinoNessuna valutazione finora
- (Ebook - Fotografia - ITA - PDF) Lo Sviluppo Del Negativo PDFDocumento3 pagine(Ebook - Fotografia - ITA - PDF) Lo Sviluppo Del Negativo PDFAlessandro SpanuNessuna valutazione finora
- (Ebook - Fotografia - ITA - PDF) Lo Sviluppo Del Negativo PDFDocumento3 pagine(Ebook - Fotografia - ITA - PDF) Lo Sviluppo Del Negativo PDFAlessandro SpanuNessuna valutazione finora
- Un approccio innovativo alla pulitura di superfici dipinte sensibili: la combinazione simultanea di erogazione controllata di liquido e micro-aspirazioneDa EverandUn approccio innovativo alla pulitura di superfici dipinte sensibili: la combinazione simultanea di erogazione controllata di liquido e micro-aspirazioneNessuna valutazione finora
- La Distillazione in Corrente Di VaporeDocumento7 pagineLa Distillazione in Corrente Di VaporeCris TinaNessuna valutazione finora
- Costruire BombeDocumento4 pagineCostruire BombeGiacomo SeghettoNessuna valutazione finora
- Corso Di TassidermiaDocumento222 pagineCorso Di TassidermiaPiero63Nessuna valutazione finora
- Quimica OrganicaDocumento8 pagineQuimica OrganicaKETYNessuna valutazione finora
- Costruzione Di Una ForgiaDocumento8 pagineCostruzione Di Una ForgiaParacelso CelsoNessuna valutazione finora
- Ceramica EM - WWW - Microrganismi-Efficaci - ItDocumento2 pagineCeramica EM - WWW - Microrganismi-Efficaci - ItLjudkaNessuna valutazione finora
- Ad Dolci ToreDocumento1 paginaAd Dolci ToreviktortesnjakNessuna valutazione finora
- Lab Chimica OrganicaDocumento73 pagineLab Chimica OrganicaNanduccNessuna valutazione finora
- Resine e Masse Filtranti CatalogoDocumento11 pagineResine e Masse Filtranti CatalogoSinergroup Water Filters Water Purifiers Water SoftenersNessuna valutazione finora
- L'ambiente acquoso per il trattamento di opere policromeDa EverandL'ambiente acquoso per il trattamento di opere policromeNessuna valutazione finora
- Biodiesel Fai Da TeDocumento6 pagineBiodiesel Fai Da TeFastcross HondaNessuna valutazione finora
- Manuale Per La Produzione Di Birra Con KitDocumento5 pagineManuale Per La Produzione Di Birra Con KitnisqaatNessuna valutazione finora
- Restauro Mobili AntichiDocumento0 pagineRestauro Mobili AntichiMarco Dei Bi AivNessuna valutazione finora
- Togliere La RuggineDocumento6 pagineTogliere La RuggineArnando RicciNessuna valutazione finora
- Ricetta IdromeleDocumento2 pagineRicetta IdromeleExaveNessuna valutazione finora
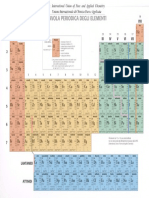
- Tavola Periodica IUPACDocumento1 paginaTavola Periodica IUPACAnonymous Ov4jXH7p100% (2)
- Designazione acciai-EU 27-10027Documento4 pagineDesignazione acciai-EU 27-10027Anonymous yQ7SQrNessuna valutazione finora
- Schneider Electric Listino Energia e Luce Emergenza Gennaio 2012Documento15 pagineSchneider Electric Listino Energia e Luce Emergenza Gennaio 2012ezekiel82Nessuna valutazione finora
- Le Leggi Ponderali Della Chimica Teoria Ed EserciziDocumento4 pagineLe Leggi Ponderali Della Chimica Teoria Ed Esercizilucnes100% (1)
- Catalogo COETE 2009Documento19 pagineCatalogo COETE 2009Orlando MartínNessuna valutazione finora
- 4to Seminario QUIMICADocumento12 pagine4to Seminario QUIMICAana100% (1)