Potrebbero piacerti anche
- STD 2.8.102 - NDT Leak Testing LTDocumento23 pagineSTD 2.8.102 - NDT Leak Testing LTVidal Choque N.Nessuna valutazione finora
- DiagenUserManual 618W875 enDocumento37 pagineDiagenUserManual 618W875 enAli FarooqNessuna valutazione finora
- Elegy PartDocumento1 paginaElegy PartSalvatore LetoNessuna valutazione finora
- Lean Kanban - Gennaio 2015Documento42 pagineLean Kanban - Gennaio 2015addraubayNessuna valutazione finora
- Area Arroz KiriguetiDocumento1 paginaArea Arroz KiriguetiSica AnbNessuna valutazione finora
- 20 N98 - 02 - 11 - 2023Documento1 pagina20 N98 - 02 - 11 - 2023Angelo MallardiNessuna valutazione finora
- E BillDocumento12 pagineE BillKrishnasamy SanjeevanNessuna valutazione finora
- (Free Scores - Com) - Albeniz Isaac Suite Espagnole Asturias For Chamber Orchestra Suite Espagnole Asturias Violin PDF 5219 97592Documento3 pagine(Free Scores - Com) - Albeniz Isaac Suite Espagnole Asturias For Chamber Orchestra Suite Espagnole Asturias Violin PDF 5219 97592Android LinuxNessuna valutazione finora
- (Free Scores - Com) Albeniz Isaac Suite Espagnole Asturias For Chamber Orchestra Suite Espagnole Asturias Violin PDF 5219 97592Documento3 pagine(Free Scores - Com) Albeniz Isaac Suite Espagnole Asturias For Chamber Orchestra Suite Espagnole Asturias Violin PDF 5219 97592Amir Prof M.ANessuna valutazione finora
- QSV10081001 10 It-FrDocumento32 pagineQSV10081001 10 It-FrCeramiatNessuna valutazione finora
- Smussi Non Quotati 0.5X45°. Eliminare Spigoli Vivi.: Coltello Per Imbottigliatrice Cod - Dis. Parma Italy RevDocumento1 paginaSmussi Non Quotati 0.5X45°. Eliminare Spigoli Vivi.: Coltello Per Imbottigliatrice Cod - Dis. Parma Italy Revtiavinafanoitra1Nessuna valutazione finora
- CronoGANT01 1FREEDocumento40 pagineCronoGANT01 1FREEdemarchisclaudioNessuna valutazione finora
- Viva La Vida (Oboe)Documento3 pagineViva La Vida (Oboe)Júlia Romero CorellaNessuna valutazione finora
- Technoplat 3000 PgsDocumento98 pagineTechnoplat 3000 PgshgutierrezNessuna valutazione finora
- La Vita È Balle-Sassofono - Contralto - 2Documento1 paginaLa Vita È Balle-Sassofono - Contralto - 2Francesco CipulloNessuna valutazione finora
- CompitiEsame 4Documento5 pagineCompitiEsame 4Francesco MatrangaNessuna valutazione finora
- Guida Dual Logic ITDocumento6 pagineGuida Dual Logic ITSamuele CattaneoNessuna valutazione finora
- AN014 - Messa in Servizio NV10P - 05-2012Documento9 pagineAN014 - Messa in Servizio NV10P - 05-2012Mauro -CocchettoNessuna valutazione finora
- Danza Delle Ore - w5 - FluteDocumento7 pagineDanza Delle Ore - w5 - FlutePorcescu SergheiNessuna valutazione finora
- 00 Catalogo2016Documento258 pagine00 Catalogo2016Dragana PejovicNessuna valutazione finora
- 07 Madrigal - Romeo Et Juliet - Gounod - ViolaDocumento2 pagine07 Madrigal - Romeo Et Juliet - Gounod - ViolaTosar MartinezNessuna valutazione finora
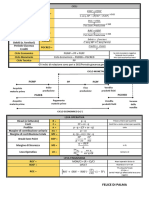
- Formulario Pag2Documento1 paginaFormulario Pag2alelambi15Nessuna valutazione finora
- Caramiello-Giovanni-Rimembranza-Napoli-Rimembranza-Napoli CelloDocumento3 pagineCaramiello-Giovanni-Rimembranza-Napoli-Rimembranza-Napoli CelloIoana BalaşaNessuna valutazione finora
- Danza Delle Ore - w5 - OboeDocumento6 pagineDanza Delle Ore - w5 - OboePorcescu SergheiNessuna valutazione finora
- IL POSTINO - Percussioni II, Guiro, Percussioni PDFDocumento1 paginaIL POSTINO - Percussioni II, Guiro, Percussioni PDFCristian CalzoneNessuna valutazione finora
- Fattura Benedetta - 20231201 - 0001Documento1 paginaFattura Benedetta - 20231201 - 0001GiuseppeGiganteNessuna valutazione finora
- GLORIADocumento10 pagineGLORIADiogo Rodrigues De Oliveira BassNessuna valutazione finora
- CompitiEsame 2Documento38 pagineCompitiEsame 2Francesco MatrangaNessuna valutazione finora
- Winds of Change Marcial-VozesDocumento2 pagineWinds of Change Marcial-Vozesjonatas.santana.profissionalNessuna valutazione finora
- Tabella Manutenzionterex - ReggianeDocumento2 pagineTabella Manutenzionterex - ReggianeAndon XhumbaNessuna valutazione finora
- Copia Di Analisi Trimestrale Novembre OggiDocumento7 pagineCopia Di Analisi Trimestrale Novembre OggiDumitru-Ovidiu PASCUNessuna valutazione finora
- Fattura EnelDocumento1 paginaFattura EnelChicco TattagallinoNessuna valutazione finora
- AN008 - Richiusura Automatica NV10P - 11 - 2012Documento8 pagineAN008 - Richiusura Automatica NV10P - 11 - 2012Mauro -CocchettoNessuna valutazione finora
- Cbi-Ventiladores - Curvas de TrabajoDocumento57 pagineCbi-Ventiladores - Curvas de Trabajojuan ruizNessuna valutazione finora
- DHD1408.01.003.00 W01Documento276 pagineDHD1408.01.003.00 W01Renato WenzelNessuna valutazione finora
- Ù,,,pdf PDFDocumento1 paginaÙ,,,pdf PDFDon Antonio AccogliNessuna valutazione finora
- 2015 BM - Centrali A Biomasse 2015 - Rev20151231Documento2 pagine2015 BM - Centrali A Biomasse 2015 - Rev20151231aoooooooooooooNessuna valutazione finora
- ES9 Wagner WhitinDocumento10 pagineES9 Wagner WhitinCarlos Juan SarmientNessuna valutazione finora
- Reguladas NIC7847479 8008228483Documento2 pagineReguladas NIC7847479 8008228483andreaNessuna valutazione finora
- Calcolo TPLDocumento5 pagineCalcolo TPLStefano Babai MancinNessuna valutazione finora
- Danza Delle Ore - w5 - BassoonDocumento5 pagineDanza Delle Ore - w5 - BassoonPorcescu SergheiNessuna valutazione finora
- Ascon 7 - 8 MIU - XT - ITDocumento2 pagineAscon 7 - 8 MIU - XT - ITCristóbal Bernat AlbaroNessuna valutazione finora
- Notifier - Catalogo Incendio - 2011Documento106 pagineNotifier - Catalogo Incendio - 2011Ionescu Silvian IonutNessuna valutazione finora
- Spiraling PDFDocumento4 pagineSpiraling PDFOscar Perez PetrusNessuna valutazione finora
- Manon Lescaut (Intermezzo) - G. Puccini - Trombone 2Documento1 paginaManon Lescaut (Intermezzo) - G. Puccini - Trombone 2Hans VercauterenNessuna valutazione finora
- ParleDocumento2 pagineParleMartin Benitez TosarNessuna valutazione finora
- Preghiera-Violino 2Documento1 paginaPreghiera-Violino 2Lucas Passig HorstmannNessuna valutazione finora
- Taller Excel CompletoDocumento29 pagineTaller Excel CompletoRobertoNessuna valutazione finora
- Korngold Violin PartDocumento15 pagineKorngold Violin Partalek.daszkiewiczNessuna valutazione finora
- Formule Gestione Della Produzione IndustrialeDocumento4 pagineFormule Gestione Della Produzione Industrialek5mcjxxdghNessuna valutazione finora
- Bomba Parte 2Documento2 pagineBomba Parte 2Juan AcostaNessuna valutazione finora
- Esercitazione 1 OPDocumento3 pagineEsercitazione 1 OPsaveriocalvi9Nessuna valutazione finora
- San Salvo in Lutto, Addio All'ex Presidente Antonio Castaldo - SportAbruzzo - Com - Tutto Sullo SportDocumento1 paginaSan Salvo in Lutto, Addio All'ex Presidente Antonio Castaldo - SportAbruzzo - Com - Tutto Sullo SportGiovanni SidoniNessuna valutazione finora
- Ditec ZEN Manuale Uso (Multilingue)Documento2 pagineDitec ZEN Manuale Uso (Multilingue)Camilo MangonesNessuna valutazione finora
- 19 N98 - 02 - 11 - 2023Documento1 pagina19 N98 - 02 - 11 - 2023Angelo MallardiNessuna valutazione finora
- Gazzetta: UfficialeDocumento16 pagineGazzetta: UfficialeArchivio ConsiglioNessuna valutazione finora
- 1A - Key ConceptDocumento119 pagine1A - Key ConceptDiego PiccoloNessuna valutazione finora
- 4A - Value Stream MappingDocumento79 pagine4A - Value Stream MappingDiego PiccoloNessuna valutazione finora
- 3A - Pianificazione Del CambiamentoDocumento79 pagine3A - Pianificazione Del CambiamentoDiego PiccoloNessuna valutazione finora
- 4C - VSM Sol.Documento7 pagine4C - VSM Sol.Diego PiccoloNessuna valutazione finora
- 4B - VSM Ex.Documento6 pagine4B - VSM Ex.Diego PiccoloNessuna valutazione finora
- Il Tornado 762Documento36 pagineIl Tornado 762liberfreeNessuna valutazione finora
- Letteratura Nel Corso Dei SecoliDocumento2 pagineLetteratura Nel Corso Dei SecoliMarco Ax CucurachiNessuna valutazione finora
- Pollyanna Cresce - Eleonor H PorterDocumento142 paginePollyanna Cresce - Eleonor H PorterCristina Horbaniuc LismanNessuna valutazione finora
- 3-Interfaz OperadorDocumento190 pagine3-Interfaz OperadorFelipe CamusNessuna valutazione finora
- Composti Di Zolfo e FosforoDocumento34 pagineComposti Di Zolfo e FosforoStella FilanteNessuna valutazione finora
- Abitare La StoriaDocumento3 pagineAbitare La StoriaLavoro SeriateNessuna valutazione finora
- 2003 - M. PAOLETTI Ed. v. Capialbi ScritDocumento384 pagine2003 - M. PAOLETTI Ed. v. Capialbi ScritValentinaNessuna valutazione finora
- E. Parano - CV e Allegati Al CVDocumento47 pagineE. Parano - CV e Allegati Al CVEnrico ParanoNessuna valutazione finora
- Specifiche Olio CisDocumento3 pagineSpecifiche Olio CisFastcross HondaNessuna valutazione finora