Potrebbero piacerti anche
- Nuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeDa EverandNuovo Esame per Esperto in Gestione dell'Energia Settore Industriale: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore IndustrialeNessuna valutazione finora
- Nuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileDa EverandNuovo Esame per Esperto in Gestione dell'Energia - Settore Civile: Test e temi di esame svolti per sostenere l’esame di Esperto in Gestione dell’Energia del Settore CivileNessuna valutazione finora
- En 46100Documento2 pagineEn 46100AndreaDeCrescenzoNessuna valutazione finora
- Esempio Di Calcolo Di Un Camino SingoloDocumento9 pagineEsempio Di Calcolo Di Un Camino SingoloMassimo BelluccoNessuna valutazione finora
- Eurodent Iso - Installation Manual PDFDocumento126 pagineEurodent Iso - Installation Manual PDFluis100% (1)
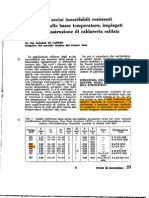
- Comportamento AISI BassaTempDocumento3 pagineComportamento AISI BassaTempAlejandro CarosiNessuna valutazione finora
- Tabella Acciai (Pag 12) CementazioneDocumento15 pagineTabella Acciai (Pag 12) CementazioneZizuNessuna valutazione finora
- 8-Gli Acciai Da CementazioneDocumento11 pagine8-Gli Acciai Da CementazioneMarco MuratoreNessuna valutazione finora
- OttoneDocumento3 pagineOttonedonadelpaolo.87Nessuna valutazione finora
- Cgna16781itc 001Documento94 pagineCgna16781itc 001Edoardo CecereNessuna valutazione finora
- Manuale Di Saldatura Per Manutenzione - RiparazioneDocumento124 pagineManuale Di Saldatura Per Manutenzione - Riparazioneleonessa77100% (1)
- A Comparison of ISO 4156ANSI B92.2M 1980Documento11 pagineA Comparison of ISO 4156ANSI B92.2M 1980bee1406763181Nessuna valutazione finora
- Manual Estufa Ecofire PalazzettiDocumento48 pagineManual Estufa Ecofire PalazzettiJuan GomezNessuna valutazione finora
- Appunti Acciaio GhersiDocumento51 pagineAppunti Acciaio GhersiDonato PaglionicoNessuna valutazione finora
- Resistenza Al FuocoDocumento28 pagineResistenza Al FuocoNicola TomasiNessuna valutazione finora
- I Trattamenti Termici IndustrialiDocumento6 pagineI Trattamenti Termici IndustrialitazzorroNessuna valutazione finora
- Legami Momento-Curvatura Strutture CalcestruzzoDocumento22 pagineLegami Momento-Curvatura Strutture Calcestruzzoamino222Nessuna valutazione finora
- Creep-Fatica Nei GDVDocumento24 pagineCreep-Fatica Nei GDVNiccolò GiannottiNessuna valutazione finora
- 8 - Costruzioni in AcciaioDocumento42 pagine8 - Costruzioni in AcciaioMassimiliano CavaleriNessuna valutazione finora
- Analisi Termica Di Solai in Latero-Cemento Sottoposti A Carico D'incendioDocumento9 pagineAnalisi Termica Di Solai in Latero-Cemento Sottoposti A Carico D'incendioseve75Nessuna valutazione finora
- 2014 AIAS 2014rimini Bearzi Benasciutti Cimenti Moro SismicaserbatoiovinoDocumento11 pagine2014 AIAS 2014rimini Bearzi Benasciutti Cimenti Moro SismicaserbatoiovinoDiCkSunNessuna valutazione finora
- Metallurgia Della SaldaturaDocumento19 pagineMetallurgia Della Saldaturayuhanda44Nessuna valutazione finora
- Fatica Nelle Strutture in AlluminioDocumento17 pagineFatica Nelle Strutture in Alluminiovonzipper11Nessuna valutazione finora
- Acciai Inox Difetti SaldatureDocumento17 pagineAcciai Inox Difetti SaldatureUmberto Slurm McKenzie RosiNessuna valutazione finora
- Iniettore TesiDocumento26 pagineIniettore TesiDonato PaglionicoNessuna valutazione finora
- Protettivi Antincendio Per Le Strutture in Acciaio e Loro ProgettazioneDocumento7 pagineProtettivi Antincendio Per Le Strutture in Acciaio e Loro ProgettazionePinoScribdNessuna valutazione finora
- ORC BidiniDocumento6 pagineORC BidinilunettinoNessuna valutazione finora
- Manuale EN 13381 - 1695 - PDFDocumento53 pagineManuale EN 13381 - 1695 - PDFTAMMA HOUSSAM ELDDINNessuna valutazione finora
- Uni 7129 92Documento49 pagineUni 7129 92Ufficio ProgettiNessuna valutazione finora
- Dispensa FognatureDocumento37 pagineDispensa FognatureNicola0% (1)
- 0005 PRFI1306BrochureIncasso080506Documento8 pagine0005 PRFI1306BrochureIncasso080506alvisecosta1794Nessuna valutazione finora
- Resin Bonded SandDocumento6 pagineResin Bonded SandRajesh RamakrishnaNessuna valutazione finora
- Metallurgia Della SaldaturaDocumento19 pagineMetallurgia Della Saldaturayuhanda44Nessuna valutazione finora
- AcciaioDocumento56 pagineAcciaioagostino_degiuseppeNessuna valutazione finora
- Calcolo R Fuoco Quaderni Progettazione Strutturale 02Documento18 pagineCalcolo R Fuoco Quaderni Progettazione Strutturale 02roldoguidoNessuna valutazione finora
- Acciaio IncendioDocumento140 pagineAcciaio IncendioLuigi Di Francesco100% (1)
- Comportamento Al Fuoco Delle Strutture in C.ADocumento5 pagineComportamento Al Fuoco Delle Strutture in C.AAndrea PalvariniNessuna valutazione finora
- Catalogo IT 04 - 2012Documento32 pagineCatalogo IT 04 - 2012Francesco Ciccio OrioNessuna valutazione finora
- Errata Corrige Uni 7129 2015Documento8 pagineErrata Corrige Uni 7129 2015pagus12Nessuna valutazione finora
- Olio Traformatori - Stima Della Vita Residua - PaperDocumento23 pagineOlio Traformatori - Stima Della Vita Residua - PaperMauro MLRNessuna valutazione finora
- Uni 10779 - Sintesi - La Nuova Edizione Della Norma Per Le Reti IdrantiDocumento3 pagineUni 10779 - Sintesi - La Nuova Edizione Della Norma Per Le Reti IdrantisiulyNessuna valutazione finora
- Normacei81-10 3e4Documento49 pagineNormacei81-10 3e4Teresa Subaryani DH SoedirdjoNessuna valutazione finora
- Materiali AeronauticiDocumento29 pagineMateriali Aeronauticiprince70_1stNessuna valutazione finora
- Uni 10355Documento8 pagineUni 10355Antonio VentrigliaNessuna valutazione finora
- Alluminio e LegheDocumento12 pagineAlluminio e Leghemodena17980% (1)
- Appunti Costruzioni in Acciaio PDFDocumento93 pagineAppunti Costruzioni in Acciaio PDFmick83_scribdNessuna valutazione finora
- Vergella Barre e Filo Di AcciaioDocumento1 paginaVergella Barre e Filo Di AcciaioabbaNessuna valutazione finora
- UNI 10355 Murature Solai CommentataDocumento11 pagineUNI 10355 Murature Solai CommentataluigicorvagliaNessuna valutazione finora
- Ripristino Di Strutture in CA Degaradate Da Incendio - M. CollepardiDocumento7 pagineRipristino Di Strutture in CA Degaradate Da Incendio - M. CollepardiandreagallettoNessuna valutazione finora
- Metodi Analitici Di Verifica Di Resistenza Al Fuoco Ed Annessi Nazionali Degli EurocodiciDocumento100 pagineMetodi Analitici Di Verifica Di Resistenza Al Fuoco Ed Annessi Nazionali Degli EurocodiciFaustoGiovannardi100% (1)
- Pirolisi PollinaDocumento6 paginePirolisi PollinaBruno PinNessuna valutazione finora
- Tecnologie Di Saldatura - My LIUCDocumento46 pagineTecnologie Di Saldatura - My LIUCBiagio LissandrelloNessuna valutazione finora
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- Climatizzazione di edifici con pompe di calore geotermiche. Analisi termodinamica ed economicaDa EverandClimatizzazione di edifici con pompe di calore geotermiche. Analisi termodinamica ed economicaValutazione: 4 su 5 stelle4/5 (1)
- Esercizi di fisica: termodinamica e trasmissione del caloreDa EverandEsercizi di fisica: termodinamica e trasmissione del caloreNessuna valutazione finora
- Esercizi di fisica per licei: fluidodinamica e termodinamicaDa EverandEsercizi di fisica per licei: fluidodinamica e termodinamicaNessuna valutazione finora
- Accumulatori per impianti ad energia rinnovabileDa EverandAccumulatori per impianti ad energia rinnovabileValutazione: 2 su 5 stelle2/5 (1)
- Esperienze e ricordi, tecniche e ragionamenti - Volume IIDa EverandEsperienze e ricordi, tecniche e ragionamenti - Volume IINessuna valutazione finora
- 427 ALGAMOD - Giunti Modulari in Acciaio - Steel Modular JointsDocumento7 pagine427 ALGAMOD - Giunti Modulari in Acciaio - Steel Modular Jointschithirai10Nessuna valutazione finora
- Corso OleodinamicaDocumento90 pagineCorso OleodinamicaDario CaparròzNessuna valutazione finora
- Corso Chimica - 15 CarboidratiDocumento74 pagineCorso Chimica - 15 CarboidratiGuenhNessuna valutazione finora
- BatteriofagiDocumento44 pagineBatteriofagiAlberto UdoviciNessuna valutazione finora
- Tabella Potenziali StandardDocumento11 pagineTabella Potenziali StandardNicola PieriNessuna valutazione finora
- OMBDocumento52 pagineOMBMohammad DaoudNessuna valutazione finora
- Assorbimento EsercizioDocumento14 pagineAssorbimento Eserciziopappo123Nessuna valutazione finora
- Estrazione Acidi Nucleici Con Particolare Riferimento A DNA Estratto Da Tessuti Fissati in Formalina e Inclusi in Paraffina FfpeDocumento33 pagineEstrazione Acidi Nucleici Con Particolare Riferimento A DNA Estratto Da Tessuti Fissati in Formalina e Inclusi in Paraffina FfpeMassimo BimbiNessuna valutazione finora
- Manuale Marilyn Sara Pellet ItalianoDocumento40 pagineManuale Marilyn Sara Pellet ItalianoSanaa LahrachNessuna valutazione finora