Potrebbero piacerti anche
- UNI EN 10456 - Valori TabutaliDocumento8 pagineUNI EN 10456 - Valori TabutaliEnrico Paolozzi100% (1)
- Uni en 12944 PDFDocumento33 pagineUni en 12944 PDFDanilo AmendolaNessuna valutazione finora
- ART Di Yasmine RezaDocumento59 pagineART Di Yasmine RezaAntonello MigliaccioNessuna valutazione finora
- Verniciatura e SabbiaturaDocumento22 pagineVerniciatura e SabbiaturaCkaal74Nessuna valutazione finora
- 2020.06.19 Capatect MINERA Line Meldorfer CAMDocumento3 pagine2020.06.19 Capatect MINERA Line Meldorfer CAMluigicorvagliaNessuna valutazione finora
- Trattamenti Superficiali PDFDocumento8 pagineTrattamenti Superficiali PDFpzeqqNessuna valutazione finora
- Carboguard 890 PDSDocumento6 pagineCarboguard 890 PDSGMSNessuna valutazione finora
- 2020.06.19 Capatect TOP Line CAMDocumento3 pagine2020.06.19 Capatect TOP Line CAMluigicorvagliaNessuna valutazione finora
- 2020.06.19 Capatect TOP Line Carbon Edition CAMDocumento3 pagine2020.06.19 Capatect TOP Line Carbon Edition CAMluigicorvagliaNessuna valutazione finora
- Man VerniciatureDocumento119 pagineMan VerniciatureMassimoPartipiloNessuna valutazione finora
- 2020.06.19 Capatect MINERA Line Carbon Edition CAMDocumento3 pagine2020.06.19 Capatect MINERA Line Carbon Edition CAMluigicorvagliaNessuna valutazione finora
- SIKA-30-3-2022-SOLUZIONI RIPRISTINO e PROTEZIONE E RINFORZO DI STRUTTURE DI PONTI IN CALCESTRUZZODocumento96 pagineSIKA-30-3-2022-SOLUZIONI RIPRISTINO e PROTEZIONE E RINFORZO DI STRUTTURE DI PONTI IN CALCESTRUZZOMaurizio FalconieriNessuna valutazione finora
- Manuale Restauro Auto e Moto D Epoca Max Meyer PDFDocumento29 pagineManuale Restauro Auto e Moto D Epoca Max Meyer PDFCotrina OrlandoNessuna valutazione finora
- 2020.06.19 Capatect BASIC Line Carbon Edition CAMDocumento3 pagine2020.06.19 Capatect BASIC Line Carbon Edition CAMluigicorvagliaNessuna valutazione finora
- PC2101Documento3 paginePC2101Maffone NumerounoNessuna valutazione finora
- 1902R-Specifica VerniciaturaDocumento23 pagine1902R-Specifica VerniciaturaATTILIO FACHINNessuna valutazione finora
- Retron 7721Documento3 pagineRetron 7721Roberto De CristofaroNessuna valutazione finora
- Adesivo Epox. C 75 Sch. Tec. FS11Documento2 pagineAdesivo Epox. C 75 Sch. Tec. FS11Mikey MikslNessuna valutazione finora
- LEVELCRETE ManualeDocumento24 pagineLEVELCRETE Manualepippero70Nessuna valutazione finora
- Come Scegliere I Prodotti Idone Bingo!!Documento11 pagineCome Scegliere I Prodotti Idone Bingo!!FabioNessuna valutazione finora
- st06 09Documento2 paginest06 09Benjamin MontgomeryNessuna valutazione finora
- Carbozinc - 859 - PDS ItalianDocumento5 pagineCarbozinc - 859 - PDS ItalianFreddyNessuna valutazione finora
- Trattamenti Di Preparazione e Protezione Superficiale AcciaioDocumento9 pagineTrattamenti Di Preparazione e Protezione Superficiale AcciaioPinoScribdNessuna valutazione finora
- Catalogo GeneraleDocumento88 pagineCatalogo GeneraleLinoSDRNessuna valutazione finora
- PC3149Documento1 paginaPC3149Maffone NumerounoNessuna valutazione finora
- Quality It2Documento6 pagineQuality It2Benjamin MontgomeryNessuna valutazione finora
- ISO Brochure IT 20181122 PDFDocumento28 pagineISO Brochure IT 20181122 PDFMarkNessuna valutazione finora
- StereofixDocumento3 pagineStereofixSara Francesca MannoNessuna valutazione finora
- TDS SC4Documento2 pagineTDS SC4Eber Enrique AcuñaNessuna valutazione finora
- 1287 PromatDocumento12 pagine1287 PromatCarloDoimoNessuna valutazione finora
- ST RÖFIX Renostar® Rasante Minerale Fibrorinforzato Universale ItDocumento4 pagineST RÖFIX Renostar® Rasante Minerale Fibrorinforzato Universale ItMichele ArmelliniNessuna valutazione finora
- OutdoorrothoblaasitDocumento24 pagineOutdoorrothoblaasitvpgfmdeotjqflvifzbNessuna valutazione finora
- Fassa Ste It Finitura-750 2022-08Documento3 pagineFassa Ste It Finitura-750 2022-08lorboNessuna valutazione finora
- BASF-MasterEmaco P 5000 AP Mag - 2016Documento3 pagineBASF-MasterEmaco P 5000 AP Mag - 2016FabioNessuna valutazione finora
- TSA015Documento1 paginaTSA015Maffone NumerounoNessuna valutazione finora
- Isover SuperbacDocumento2 pagineIsover SuperbacCristian VisintinNessuna valutazione finora
- IC 400 FIBRATO - Scheda TecnicaDocumento3 pagineIC 400 FIBRATO - Scheda TecnicaEmanueleNessuna valutazione finora
- Hydra TDocumento10 pagineHydra TZin SaglNessuna valutazione finora
- Microcalcestruzzo CONCRETE ROCK HPFRC Sch. Tec. FS39Documento3 pagineMicrocalcestruzzo CONCRETE ROCK HPFRC Sch. Tec. FS39silvano allegrettiNessuna valutazione finora
- Designazione AcciaiDocumento78 pagineDesignazione AcciairocarlvodNessuna valutazione finora
- PECVD ColasuonnoDocumento20 paginePECVD ColasuonnoericaaaaaaaaaaaNessuna valutazione finora
- 09 - F-303 - Promaspray P300 - En13381-5Documento37 pagine09 - F-303 - Promaspray P300 - En13381-5Max PlanckNessuna valutazione finora
- O RingDocumento11 pagineO RingFrancescoRisiNessuna valutazione finora
- Elenco PrezziDocumento13 pagineElenco PrezziCARELLI PASQUALENessuna valutazione finora
- Flaechenverklebung Kaschierung ItalDocumento2 pagineFlaechenverklebung Kaschierung ItalAnonymous zxFhXenNessuna valutazione finora
- QP PaintingDocumento36 pagineQP Paintinglucaxluca22Nessuna valutazione finora
- Tessuto in Basalto B SHEET Sch. Tec FS07Documento3 pagineTessuto in Basalto B SHEET Sch. Tec FS07silvano allegrettiNessuna valutazione finora
- Esame TM 2014-06-12Documento40 pagineEsame TM 2014-06-12Alessandro PaniniNessuna valutazione finora
- SikaLastic 1KDocumento5 pagineSikaLastic 1KCristian RussomandoNessuna valutazione finora
- Verniciature Edilizia PDFDocumento240 pagineVerniciature Edilizia PDFvalerio losiNessuna valutazione finora
- III Meeting - 13Documento22 pagineIII Meeting - 13Luca ZammaNessuna valutazione finora
- Linee Guida Protezione Dalla Corrosione Nel Settore FerroviarioDocumento5 pagineLinee Guida Protezione Dalla Corrosione Nel Settore FerroviarioFabioNessuna valutazione finora
- 1966 Numero 2Documento17 pagine1966 Numero 2Andi BadeaNessuna valutazione finora
- TSA004Documento1 paginaTSA004Maffone NumerounoNessuna valutazione finora
- Colledani E30SLDocumento3 pagineColledani E30SLDan George IIINessuna valutazione finora
- 7860 ItaDocumento2 pagine7860 ItaMassimiliano VolaNessuna valutazione finora
- Promat 1Documento1 paginaPromat 1OXESaverioDiMaggioNessuna valutazione finora
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- 未来のキミとすべての歌に BGM 9 PDFDocumento1 pagina未来のキミとすべての歌に BGM 9 PDFJohnNessuna valutazione finora
- 08 CuscinettiDocumento39 pagine08 CuscinettiMiluu86Nessuna valutazione finora
- LEZ 20 Liofilizzazione Modalita CompatibilitaDocumento16 pagineLEZ 20 Liofilizzazione Modalita Compatibilitarodrigue yanNessuna valutazione finora
- 02-Micromeccanica e Macromeccanica OkDocumento112 pagine02-Micromeccanica e Macromeccanica OkDomenicoBalzanoNessuna valutazione finora
- Frasi Importanti Allan Kardec - Cielo e InfernoDocumento4 pagineFrasi Importanti Allan Kardec - Cielo e InfernofuffoliNessuna valutazione finora
- Frazioni ContinueDocumento46 pagineFrazioni Continuegexaboy208Nessuna valutazione finora
- Catalogo HITACHIDocumento48 pagineCatalogo HITACHISoineth GuzmánNessuna valutazione finora
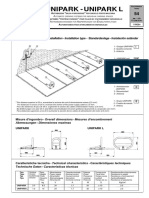
- Came Notice UniparkDocumento4 pagineCame Notice UniparkmourisseNessuna valutazione finora
- SaldatureDocumento14 pagineSaldaturemalliokognNessuna valutazione finora