Potrebbero piacerti anche
- ES5S Mozzo Albero Soluzioni PDFDocumento15 pagineES5S Mozzo Albero Soluzioni PDFFlaviaDiNapoliNessuna valutazione finora
- Ruote DentateDocumento23 pagineRuote DentateAlessandro PerroneNessuna valutazione finora
- Formule Geometriche PDFDocumento5 pagineFormule Geometriche PDFAttilio BernardiNessuna valutazione finora
- Formulario Parametri Taglio TornioDocumento3 pagineFormulario Parametri Taglio Tornioriko080891Nessuna valutazione finora
- 34 Crmo 4Documento2 pagine34 Crmo 4Igor ScottonNessuna valutazione finora
- C035306 - Piezas de RepuestosDocumento89 pagineC035306 - Piezas de RepuestosFreddy Armando AlburquequeNessuna valutazione finora
- Parametri Di Taglio Foglio Di ExcelDocumento4 pagineParametri Di Taglio Foglio Di ExcelNicholasNessuna valutazione finora
- 4 Asportazione Di TrucioloDocumento160 pagine4 Asportazione Di Truciolochiara_chiadoNessuna valutazione finora
- Tec Mec 15-09-14Documento4 pagineTec Mec 15-09-14antonioNessuna valutazione finora
- Ruote DentateDocumento23 pagineRuote DentateFilippo CristinaNessuna valutazione finora
- Viti TrapezieDocumento12 pagineViti TrapezieDaghe De SblockNessuna valutazione finora
- Criterio Di Dimensionamento GRADINI in GRIGLIATODocumento4 pagineCriterio Di Dimensionamento GRADINI in GRIGLIATOPippo FrancoNessuna valutazione finora
- Formule TornituraDocumento6 pagineFormule TornituraSimone GalleNessuna valutazione finora
- Calcoli DM1996Documento77 pagineCalcoli DM1996ss180777Nessuna valutazione finora
- Esame 2003 - RiduttoreDocumento4 pagineEsame 2003 - RiduttoreNiccolò BacciniNessuna valutazione finora
- Ingranaggi Crivellini Gear2 Allegato PDFDocumento18 pagineIngranaggi Crivellini Gear2 Allegato PDFmgualdiNessuna valutazione finora
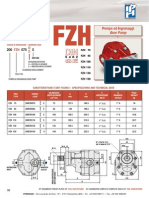
- Serie FZH SE 75 150Documento2 pagineSerie FZH SE 75 150AH SergioNessuna valutazione finora
- Viti Rullate Trapezoidali PDFDocumento11 pagineViti Rullate Trapezoidali PDFOvidiu ChertesNessuna valutazione finora
- Slide 1 - Esercizi Svolti FaticaDocumento38 pagineSlide 1 - Esercizi Svolti FaticaPierluigi MarinoNessuna valutazione finora
- Formulario Parametri Taglio Tornio PDFDocumento3 pagineFormulario Parametri Taglio Tornio PDFa9r8f4g5d4s8rNessuna valutazione finora
- Progetto Di Una Coppia Di Ruote DentateDocumento5 pagineProgetto Di Una Coppia Di Ruote Dentatest_luiseNessuna valutazione finora
- Hilti Piastra BaseasdDocumento7 pagineHilti Piastra BaseasdevazetaNessuna valutazione finora
- Attuatori Lineari Serie Pesante Ele - FantiniDocumento12 pagineAttuatori Lineari Serie Pesante Ele - FantiniioannesturrisoricisNessuna valutazione finora
- Qualità Materiale E335: Acciaio StrutturaleDocumento1 paginaQualità Materiale E335: Acciaio StrutturaleMARIANessuna valutazione finora
- Informazioni Riassuntive: 08/06/2022 Pagina 1 - 16Documento16 pagineInformazioni Riassuntive: 08/06/2022 Pagina 1 - 16erpimperoNessuna valutazione finora
- Ingranaggi A Denti Dritti - TabellaDocumento5 pagineIngranaggi A Denti Dritti - TabellaMonica BoccaNessuna valutazione finora
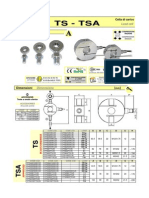
- TS.116.R6 Load Cell (Celula Tensiometrica)Documento2 pagineTS.116.R6 Load Cell (Celula Tensiometrica)Valentin AgacheNessuna valutazione finora
- RK0S RK0SPB - 25CrMo4 Nr.1.7218 25CrMoS4 Nr.1.7213 ITADocumento2 pagineRK0S RK0SPB - 25CrMo4 Nr.1.7218 25CrMoS4 Nr.1.7213 ITAdavide.benetton.dbNessuna valutazione finora
- Acciaio AISI 304 - 1.4301 PDFDocumento2 pagineAcciaio AISI 304 - 1.4301 PDFSilvio TartariNessuna valutazione finora
- 1.4301 - X5CrNi18 10 ITADocumento2 pagine1.4301 - X5CrNi18 10 ITAbruno.abuafNessuna valutazione finora
- Asportazione TrucioloDocumento92 pagineAsportazione TrucioloAnonymous sE6GUiNessuna valutazione finora
- Esercizio Passo SolDocumento1 paginaEsercizio Passo SolMarco MarchesiNessuna valutazione finora
- VortexDocumento15 pagineVortexros56Nessuna valutazione finora
- RisoltoDocumento5 pagineRisoltoiaush.karimiNessuna valutazione finora
- Soluzione 2006 2007Documento3 pagineSoluzione 2006 2007ROBERTO DE SIONessuna valutazione finora
- Tekel EncoderDocumento2 pagineTekel Encoderjohn00100100% (1)
- 3 - Esercizi RisoltiDocumento258 pagine3 - Esercizi RisoltiprevrtljivacNessuna valutazione finora
- Coppia Di Serraggio BulloneriaDocumento2 pagineCoppia Di Serraggio BulloneriaoslatNessuna valutazione finora
- 144745-257294-3 1Documento2 pagine144745-257294-3 1Mohamed Mahjoub LagriniNessuna valutazione finora
- CIPRIANI SchedeTecniche A4 3ante 2020 BILINGUE DN50 SCDocumento6 pagineCIPRIANI SchedeTecniche A4 3ante 2020 BILINGUE DN50 SCvishnuNessuna valutazione finora
- Nodi Uniroma Dettagliata Con EsempiDocumento13 pagineNodi Uniroma Dettagliata Con EsempiJohnathon TalleyNessuna valutazione finora
- Esercitazione FonderiaDocumento22 pagineEsercitazione FonderiagranpashuNessuna valutazione finora
- 18 SECOM - 210236 02 49 - Low Voltage Products 2014Documento49 pagine18 SECOM - 210236 02 49 - Low Voltage Products 2014everton vittiNessuna valutazione finora
- Serie V8000 50mmDocumento40 pagineSerie V8000 50mmMandril000Nessuna valutazione finora
- Dimensionamento Tubi e Curve Rev 160115Documento25 pagineDimensionamento Tubi e Curve Rev 160115lecanaleNessuna valutazione finora
- VAREM Pricelist 2013Documento24 pagineVAREM Pricelist 2013Staicu Dan CostinNessuna valutazione finora
- Acciaio StrutturaleDocumento49 pagineAcciaio StrutturaleMarko AdamovićNessuna valutazione finora
- Formazione Del Truciolo - Parametri - SlideDocumento20 pagineFormazione Del Truciolo - Parametri - SlideNicola FiorenzaNessuna valutazione finora
- DIN 3990 Mdesign KissoftDocumento10 pagineDIN 3990 Mdesign KissoftmgualdiNessuna valutazione finora
- BRASIERADocumento33 pagineBRASIERACarmine Del PreteNessuna valutazione finora
- Viti TrapezieDocumento12 pagineViti TrapeziemattiaNessuna valutazione finora
- en 10111 2008 - 1995Documento2 pagineen 10111 2008 - 1995gopalakrishnaNessuna valutazione finora
- Esercizi 3Documento7 pagineEsercizi 3mirko.vituzzo97Nessuna valutazione finora
- Catalog 02 Dual Line ItaianaDocumento60 pagineCatalog 02 Dual Line Itaianaangela draguNessuna valutazione finora
- 39nicrmo3 IntDocumento2 pagine39nicrmo3 IntJosé DamascenoNessuna valutazione finora
- Echivalenta Materiale STAS-SR enDocumento6 pagineEchivalenta Materiale STAS-SR enGheorgheIovescuNessuna valutazione finora
- 44 Cinghie Trapezoidali Manuale TecnicoDocumento23 pagine44 Cinghie Trapezoidali Manuale TecnicoRoby MastreNessuna valutazione finora
- Corso CNC Lezione 3Documento8 pagineCorso CNC Lezione 3Anastasia PeluffoNessuna valutazione finora
- Formule TornituraDocumento6 pagineFormule TornituraSimone GalleNessuna valutazione finora
- 01 FilettatureDocumento53 pagine01 FilettatureMiluu86Nessuna valutazione finora
- 6 Fresatura QS v6 - 1Documento40 pagine6 Fresatura QS v6 - 1Matteo GenoveseNessuna valutazione finora
- Lavorazioni Al Tornio ParalleloDocumento50 pagineLavorazioni Al Tornio ParalleloMarcello GianessiNessuna valutazione finora