Potrebbero piacerti anche
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- Guida Insegnante VolentieriA2Documento49 pagineGuida Insegnante VolentieriA2Shreya ManojNessuna valutazione finora
- Bruniana & Campanelliana Vol. 9, No. 2, 2003 PDFDocumento270 pagineBruniana & Campanelliana Vol. 9, No. 2, 2003 PDFVetusta MaiestasNessuna valutazione finora
- Analizzare e interpretare misure ottiche acquisite con OTDR - EserciziarioDa EverandAnalizzare e interpretare misure ottiche acquisite con OTDR - EserciziarioNessuna valutazione finora
- Da Muggia A TriesteDocumento47 pagineDa Muggia A TriesteRenzoMaggioreNessuna valutazione finora
- Edilizia in Legno-Linee Guida Toscana-Parte 1 Di 2Documento179 pagineEdilizia in Legno-Linee Guida Toscana-Parte 1 Di 2Mario Grimaudo100% (1)
- DIN2353 Rev19 2 3 PDFDocumento161 pagineDIN2353 Rev19 2 3 PDFfabioNessuna valutazione finora
- Katalog ItalricambiDocumento217 pagineKatalog ItalricambiMax SashikhinNessuna valutazione finora
- Catalogo COPPIE CONICHEDocumento32 pagineCatalogo COPPIE CONICHEcataldocataldoNessuna valutazione finora
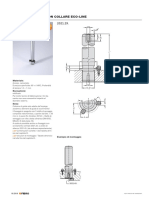
- Colonna Guida Da Avvitare ECOLINE 202.31Documento2 pagineColonna Guida Da Avvitare ECOLINE 202.31SIMONENessuna valutazione finora
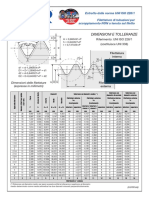
- FilettaturaDocumento2 pagineFilettaturaAlexandru Marius-catalinNessuna valutazione finora
- Colonna Guida Con Collare 2021.46Documento2 pagineColonna Guida Con Collare 2021.46SIMONENessuna valutazione finora
- Nutsert SvasatiDocumento1 paginaNutsert SvasatiBonettoNessuna valutazione finora
- Tipo de Roscas 60059-60060-600114Documento6 pagineTipo de Roscas 60059-60060-600114Filipe BrandaoNessuna valutazione finora
- Rivet TiDocumento3 pagineRivet TivalentininoNessuna valutazione finora
- Mini Press General Catalogue 2018 PDFDocumento52 pagineMini Press General Catalogue 2018 PDFmarcotplNessuna valutazione finora
- Transductor ManualDocumento10 pagineTransductor Manualmads drakzen caballero ruedaNessuna valutazione finora
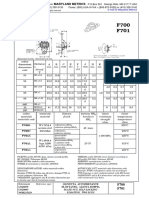
- Dimensions Code Thread Mass: E-Mail To Maryland MetricsDocumento1 paginaDimensions Code Thread Mass: E-Mail To Maryland MetricsAndreaNessuna valutazione finora
- Maggio 1Documento4 pagineMaggio 1mario giordanoNessuna valutazione finora
- The Science and Technology In: The Science and Technology In: The Science and Technology In: The Science and Technology inDocumento50 pagineThe Science and Technology In: The Science and Technology In: The Science and Technology In: The Science and Technology inAndrea NobisNessuna valutazione finora
- Uniiso228 1Documento2 pagineUniiso228 1Nicola CimentiNessuna valutazione finora
- Il Materiale Acciaio PDFDocumento15 pagineIl Materiale Acciaio PDFPasquale CutriNessuna valutazione finora
- 2020.06 CatalogoIndustriale Tubi BassaDocumento25 pagine2020.06 CatalogoIndustriale Tubi BassaStefano FavaroNessuna valutazione finora
- Catalogo Risso NeutroDocumento218 pagineCatalogo Risso NeutroTommasoNessuna valutazione finora
- CEI 2-20 EN 60276 1997 Ed. 1.0 Fasc. 3025R - (It) PDFDocumento32 pagineCEI 2-20 EN 60276 1997 Ed. 1.0 Fasc. 3025R - (It) PDFmarvaiahimNessuna valutazione finora
- Conos TeoriaDocumento10 pagineConos TeoriadavidNessuna valutazione finora
- Roti Dintate Si CremaliereDocumento10 pagineRoti Dintate Si CremaliereLaurentiu IacobNessuna valutazione finora
- Cap 3 Vite - Dado - Rond Alta ResistenzaDocumento4 pagineCap 3 Vite - Dado - Rond Alta ResistenzaTaner DemirelNessuna valutazione finora
- Portata Barre Filettate Piccolo DiametroDocumento3 paginePortata Barre Filettate Piccolo DiametrosilvioberlusconiNessuna valutazione finora
- F.T. Caño LavaderoDocumento3 pagineF.T. Caño LavaderoJoseNessuna valutazione finora
- Hit Re 500 V3Documento31 pagineHit Re 500 V3pate84Nessuna valutazione finora
- Catalogo Valvulas DireccionalesDocumento132 pagineCatalogo Valvulas DireccionalesJonathan LuceroNessuna valutazione finora
- Viti e BulloniDocumento10 pagineViti e BulloniAngela ScottNessuna valutazione finora
- 50 FLYGT Stazioni Di Sollevamento PrefabbricateDocumento21 pagine50 FLYGT Stazioni Di Sollevamento PrefabbricatepippoNessuna valutazione finora
- Uni 5933 - 1988Documento5 pagineUni 5933 - 1988jack xieNessuna valutazione finora
- Sistemi Di Guida LisciDocumento52 pagineSistemi Di Guida LisciRuger Monte0% (1)
- Pagnoni MeccanicaDocumento342 paginePagnoni MeccanicaSava IulianNessuna valutazione finora
- Lez 3 Le Unioni Bullonate e SaldateDocumento41 pagineLez 3 Le Unioni Bullonate e SaldateAnonymous tmRaHhNessuna valutazione finora
- Mobil PJ600Documento1 paginaMobil PJ600SlowhNessuna valutazione finora
- Ancoranti Sismici ILDocumento88 pagineAncoranti Sismici ILMarioNessuna valutazione finora
- Produzeni UreznikDocumento3 pagineProduzeni Ureznikfiftyone01Nessuna valutazione finora
- Colonna Guida Con Collare ECOLINE 2021.29 + RondellaDocumento3 pagineColonna Guida Con Collare ECOLINE 2021.29 + RondellaSIMONENessuna valutazione finora
- LavorazioniDocumento19 pagineLavorazioniIl bis per favoreNessuna valutazione finora
- MCC TR E62t CN Lav Tornio CN m18x1,5Documento3 pagineMCC TR E62t CN Lav Tornio CN m18x1,5Ruggero RamponeNessuna valutazione finora
- Rotulas M-24 Eje 25Documento1 paginaRotulas M-24 Eje 25Juan pedro Orenes hernandezNessuna valutazione finora
- Catalogo Inox 2015Documento18 pagineCatalogo Inox 2015RO-AM-BDNessuna valutazione finora
- Cam PRC55DTDocumento13 pagineCam PRC55DTalesker.alekperov71Nessuna valutazione finora
- App 1T It R3.0 PDFDocumento22 pagineApp 1T It R3.0 PDFlucaNessuna valutazione finora
- 10453/01 Normazione: Viti Per Saldatura A Proiezione Con Estremita' ConicaDocumento3 pagine10453/01 Normazione: Viti Per Saldatura A Proiezione Con Estremita' ConicaEngenharia APedroNessuna valutazione finora
- Impianti Meccanici Dispense Dimensionamento PDFDocumento202 pagineImpianti Meccanici Dispense Dimensionamento PDFAnonymous kTLYjoBqNessuna valutazione finora
- Manual Instruction Inverter Vectron ACT401 Brief - MultilingueDocumento84 pagineManual Instruction Inverter Vectron ACT401 Brief - MultilingueEdnelson CostaNessuna valutazione finora
- Verifica Bulloni e Saldatura A Cordone D'angolo NTC 2008Documento12 pagineVerifica Bulloni e Saldatura A Cordone D'angolo NTC 2008FabioNessuna valutazione finora
- Tubo TAZ (BTicino)Documento2 pagineTubo TAZ (BTicino)21n23mNessuna valutazione finora
- RG/2MT... - FRG/2MT... : Ce-51aq647Documento32 pagineRG/2MT... - FRG/2MT... : Ce-51aq647aminstegNessuna valutazione finora
- Catalogo FLAILY - 0-15Documento6 pagineCatalogo FLAILY - 0-15vasile.munteanNessuna valutazione finora
- GolfariDocumento4 pagineGolfariEMMEVINessuna valutazione finora
- Tenaris Cold Drawn Mechanical PipesDocumento8 pagineTenaris Cold Drawn Mechanical Pipesst_calvoNessuna valutazione finora
- Uni 5909-66Documento3 pagineUni 5909-66jack xieNessuna valutazione finora
- Din 580Documento1 paginaDin 580EMMEVINessuna valutazione finora
- Catalogo Sicutool Utensili 2023 - Tabelle TecnicheDocumento85 pagineCatalogo Sicutool Utensili 2023 - Tabelle TecnichevinsyNessuna valutazione finora
- Dokumen - Tips - Renault-Megane-Scenic-I-1997-2003-31059 ReboqueDocumento29 pagineDokumen - Tips - Renault-Megane-Scenic-I-1997-2003-31059 ReboqueEduardoNessuna valutazione finora
- Scopri i segreti di 40 carriere di Successo - volume IIDa EverandScopri i segreti di 40 carriere di Successo - volume IINessuna valutazione finora
- Salvatore Abbruzzese - Sociologia Delle ReligioniDocumento63 pagineSalvatore Abbruzzese - Sociologia Delle ReligioniDaniel MoranNessuna valutazione finora
- Il Contratto Di Noleggio e La Clausola CancelloDocumento2 pagineIl Contratto Di Noleggio e La Clausola CancelloAnna Paola SannaNessuna valutazione finora
- Intrappolamento Dell'arteria Poplitea.Documento14 pagineIntrappolamento Dell'arteria Poplitea.AndreaGiustiNessuna valutazione finora