Potrebbero piacerti anche
- Acciai Da BonificaDocumento4 pagineAcciai Da Bonificalavius_mNessuna valutazione finora
- Echivalente MaterialeDocumento3 pagineEchivalente MaterialeCiprian FratilaNessuna valutazione finora
- Sezioni C.A. 7.0Documento38 pagineSezioni C.A. 7.0Vitor RudioNessuna valutazione finora
- 42CrMo4 10083 06 01Documento1 pagina42CrMo4 10083 06 01rusf123Nessuna valutazione finora
- 25CrMo4 - 10083 - 06 - 01 SALDATURADocumento2 pagine25CrMo4 - 10083 - 06 - 01 SALDATURAvittorioNessuna valutazione finora
- Convegno CNR Su Fibre AcciaioDocumento22 pagineConvegno CNR Su Fibre AcciaiogifantaNessuna valutazione finora
- Fragilita' AcciaiDocumento7 pagineFragilita' AcciaiMarco BalassoneNessuna valutazione finora
- B 07 Collepardi AicapDocumento22 pagineB 07 Collepardi AicapsteveNessuna valutazione finora
- 20 - La Resistenza Caratteristica A CompressioneDocumento2 pagine20 - La Resistenza Caratteristica A CompressioneValerioBuonfiglioNessuna valutazione finora
- Acciaio Di Uso Generale Da CostruzioneDocumento2 pagineAcciaio Di Uso Generale Da Costruzionecorsini999Nessuna valutazione finora
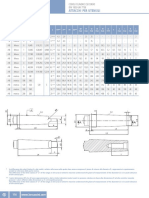
- Colonna Guida Con Collare 2021.46Documento2 pagineColonna Guida Con Collare 2021.46SIMONENessuna valutazione finora
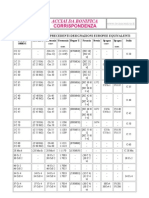
- Corrispondenze Acciai 1Documento1 paginaCorrispondenze Acciai 1Carlo AugentiNessuna valutazione finora
- Rotulas M-24 Eje 25Documento1 paginaRotulas M-24 Eje 25Juan pedro Orenes hernandezNessuna valutazione finora
- Tabel Comparetiv de AliajeDocumento1 paginaTabel Comparetiv de AliajetamasraduNessuna valutazione finora
- Guida Tecnica-TrafoDocumento15 pagineGuida Tecnica-TrafoDavide MelchioriNessuna valutazione finora
- Catalogo CompletoDocumento48 pagineCatalogo Completodiegor.shibataNessuna valutazione finora
- 39PB3HS CW614N TNDocumento4 pagine39PB3HS CW614N TNismail ccNessuna valutazione finora
- Prova Di CompressioneDocumento29 pagineProva Di CompressionemarioNessuna valutazione finora
- 20 MN CR 5Documento1 pagina20 MN CR 5maxbortolameottiNessuna valutazione finora
- Antivibranti 4Documento2 pagineAntivibranti 4temporaneoNessuna valutazione finora
- (Montifer) LamiereDocumento8 pagine(Montifer) LamiereMrKeldonNessuna valutazione finora
- Serie Guidage12Documento6 pagineSerie Guidage12hajhammouda174Nessuna valutazione finora
- Progetto Di Miscela - WikipediaDocumento4 pagineProgetto Di Miscela - WikipediaVincenzo PilusoNessuna valutazione finora
- Valutazione Della Resistenza Caratteristica PDFDocumento9 pagineValutazione Della Resistenza Caratteristica PDFpulcino_mannaroNessuna valutazione finora
- Falkner 21Documento22 pagineFalkner 21marcob74Nessuna valutazione finora
- BEA Ingranaggi Catalog Vee-Belt PulleyDocumento141 pagineBEA Ingranaggi Catalog Vee-Belt PulleyBobcatSNessuna valutazione finora
- Basf Inghisaggio Con Ancorante Cementizio PaperDocumento9 pagineBasf Inghisaggio Con Ancorante Cementizio PaperPinoScribdNessuna valutazione finora
- Tabella Acciai: Caratteristiche Chimiche Degli AcciaiDocumento1 paginaTabella Acciai: Caratteristiche Chimiche Degli AcciaiParide ToselliNessuna valutazione finora
- EC2 - Dimensionare I CopriferriDocumento6 pagineEC2 - Dimensionare I CopriferriluigicorvagliaNessuna valutazione finora
- Esempio Di Calcolo Strutturale Di Un Bilancino Di SollevamentoDocumento5 pagineEsempio Di Calcolo Strutturale Di Un Bilancino Di SollevamentoCleombrotoNessuna valutazione finora
- Rivet TiDocumento3 pagineRivet TivalentininoNessuna valutazione finora
- Nodi dm18 PDFDocumento6 pagineNodi dm18 PDFGiovanni Govdòn BugliNessuna valutazione finora
- TesiDocumento103 pagineTesiGiovanni Govdòn BugliNessuna valutazione finora
- Scheda Barre Aderenza Migliorata PDFDocumento9 pagineScheda Barre Aderenza Migliorata PDFmicru85Nessuna valutazione finora
- FilettaturaDocumento2 pagineFilettaturaAlexandru Marius-catalinNessuna valutazione finora
- Relazione Telaio PianoDocumento28 pagineRelazione Telaio PianoLudovica-Vittoria PivettaNessuna valutazione finora
- Tabelle Caratt-MaterialiDocumento6 pagineTabelle Caratt-MaterialiLorenzo MasottiNessuna valutazione finora
- Jominy Prova-Limiti Per La Valutazione Della Temprabilità Con Abstract IngleseDocumento11 pagineJominy Prova-Limiti Per La Valutazione Della Temprabilità Con Abstract IngleseSabrina SabatoNessuna valutazione finora
- Catalogo de Guarda Motores IMODocumento4 pagineCatalogo de Guarda Motores IMONoé CerrosNessuna valutazione finora
- Motore 125 2T 1999.2000Documento22 pagineMotore 125 2T 1999.2000Javier Menendez CoronasNessuna valutazione finora
- Wagner Acciaio TemprabileDocumento1 paginaWagner Acciaio TemprabileSilvia GaianiNessuna valutazione finora
- Acciai Da CA Anni 70 PDFDocumento8 pagineAcciai Da CA Anni 70 PDFpietro.corradiniNessuna valutazione finora
- Acciaio Dolce - SaldaturaDocumento15 pagineAcciaio Dolce - SaldaturaLorenzo LupiNessuna valutazione finora
- Saeco Royal Office SUP015VDocumento6 pagineSaeco Royal Office SUP015VCatalin CosminNessuna valutazione finora
- Proprieta Fisiche Dei MetalliDocumento2 pagineProprieta Fisiche Dei MetalliPippo PlutoNessuna valutazione finora
- Dimensionamento Cilindro OleodinamicoDocumento5 pagineDimensionamento Cilindro Oleodinamicod_u_i_l_i_oNessuna valutazione finora
- Sovrastrutture Stradali e Ferroviarie - EserciziDocumento28 pagineSovrastrutture Stradali e Ferroviarie - EserciziEdomrgNessuna valutazione finora
- 01 - Calcestruzzo - Resistenza Delle Sezioni InflesseDocumento856 pagine01 - Calcestruzzo - Resistenza Delle Sezioni Inflesseginlemon86Nessuna valutazione finora
- WWW - Metra.it Italiano Prodotti Industriali TabellaLeghe TabellaCatalogo1050ADocumento1 paginaWWW - Metra.it Italiano Prodotti Industriali TabellaLeghe TabellaCatalogo1050AGiovanni BoscoloNessuna valutazione finora
- Parte B (Tipo 1) 19 Luglio 2017Documento2 pagineParte B (Tipo 1) 19 Luglio 2017Mitia CerianiNessuna valutazione finora
- Motori Elettrici Monofase JMM SeipeeDocumento3 pagineMotori Elettrici Monofase JMM SeipeeAnonymous r3MoX2ZMTNessuna valutazione finora
- Verifica Ritiri Differenziale PileDocumento74 pagineVerifica Ritiri Differenziale PilemassimilianoNessuna valutazione finora
- Normative Uni enDocumento9 pagineNormative Uni enriccardo cannoneNessuna valutazione finora
- LamieragrecataDocumento11 pagineLamieragrecataDavide AmadioNessuna valutazione finora
- Profilati CaviDocumento12 pagineProfilati Cavi25Frency85Nessuna valutazione finora
- Correlazione Microstruttura Proprieta MeDocumento10 pagineCorrelazione Microstruttura Proprieta MeChristina Christina ChristinaNessuna valutazione finora
- Caratteristiche Meccaniche VitiDocumento35 pagineCaratteristiche Meccaniche VitiStefano GhionnaNessuna valutazione finora
- Prova JominyDocumento7 pagineProva JominyalessioNessuna valutazione finora
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- Ims ItaliaDocumento23 pagineIms Italiamatteo panciroliNessuna valutazione finora
- Acciai Al CarbonioDocumento1 paginaAcciai Al Carboniomatteo panciroliNessuna valutazione finora
- Temprabilità AccDocumento11 pagineTemprabilità Accmatteo panciroliNessuna valutazione finora
- Acciai CemDocumento1 paginaAcciai Cemmatteo panciroliNessuna valutazione finora
- Listino Prezzi Regione PugliaDocumento12 pagineListino Prezzi Regione PugliaEnrico D'AprileNessuna valutazione finora
- CATALOGO CATALOG MECKIND - BandflexDocumento64 pagineCATALOGO CATALOG MECKIND - BandflexAlessandroNessuna valutazione finora
- Calcolo Pavimenti RadiantiDocumento27 pagineCalcolo Pavimenti RadiantifanelligNessuna valutazione finora
- Manuale Europa BXP 24Documento120 pagineManuale Europa BXP 24hossein SalehiNessuna valutazione finora