Potrebbero piacerti anche
- OMAP MandriniDocumento40 pagineOMAP MandriniMassimo MoroniNessuna valutazione finora
- Viti FlangiateDocumento7 pagineViti Flangiategioscorza2Nessuna valutazione finora
- Capitolo1 Agrati Viti Manuale TecnicoDocumento7 pagineCapitolo1 Agrati Viti Manuale TecnicoAnonymous zxFhXen100% (1)
- Catalogo Diamut 2014Documento40 pagineCatalogo Diamut 2014AndreaSaroNessuna valutazione finora
- Locazione AttrezziDocumento54 pagineLocazione AttrezziPilla SrlNessuna valutazione finora
- Madreviti Modulari PDFDocumento13 pagineMadreviti Modulari PDFOvidiu ChertesNessuna valutazione finora
- Hans Spring-Loaded Disc Brakes CatalogDocumento20 pagineHans Spring-Loaded Disc Brakes CatalogDikesh1989Nessuna valutazione finora
- Rivet TiDocumento3 pagineRivet TivalentininoNessuna valutazione finora
- Mandriles Autocentrantes MARIO PINTODocumento144 pagineMandriles Autocentrantes MARIO PINTOricassterNessuna valutazione finora
- Catalogo DOOSAN PDFDocumento82 pagineCatalogo DOOSAN PDFafoninsplavNessuna valutazione finora
- Zahnstangen Und ZahnraederDocumento41 pagineZahnstangen Und ZahnraederSandroNessuna valutazione finora
- ST HsaDocumento10 pagineST Hsarom61Nessuna valutazione finora
- Gear Milling - IT 221-01418 - 151115 - WEBDocumento20 pagineGear Milling - IT 221-01418 - 151115 - WEBenriconoveNessuna valutazione finora
- Tabelle FilettatureDocumento8 pagineTabelle FilettatureAnonymous r3MoX2ZMTNessuna valutazione finora
- Tecnologia MeccanicaDocumento47 pagineTecnologia MeccanicaGiuseppe MoreseNessuna valutazione finora
- CALETTATORIDocumento20 pagineCALETTATORIsharky1981Nessuna valutazione finora
- Corghi Cougar HPA Catalogue France Juin 2013Documento308 pagineCorghi Cougar HPA Catalogue France Juin 2013GrandOuestEquipGaragNessuna valutazione finora
- 1365326671tenditori RostaDocumento14 pagine1365326671tenditori RostaalmanuclearNessuna valutazione finora
- AdaptorsDocumento7 pagineAdaptorsHugo EnriqueNessuna valutazione finora
- Fischer FBS Viti Autofilettanti Per CalcestruzzoDocumento10 pagineFischer FBS Viti Autofilettanti Per Calcestruzzofischer Italia s.r.l.Nessuna valutazione finora
- Catalog 02 Dual Line ItaianaDocumento60 pagineCatalog 02 Dual Line Itaianaangela draguNessuna valutazione finora
- 100insertiDocumento27 pagine100insertiBrian NelsonNessuna valutazione finora
- Capitolo 7Documento62 pagineCapitolo 7nonwolfNessuna valutazione finora
- 55769d6a4b353 PDFDocumento194 pagine55769d6a4b353 PDFArathoNNessuna valutazione finora
- Linea LegnoDocumento16 pagineLinea LegnoGhebac AlinNessuna valutazione finora
- Irma Cestari - Catalogo PDFDocumento73 pagineIrma Cestari - Catalogo PDFMarcos BitencourtNessuna valutazione finora
- Ansamble Filetate - NorvegiaDocumento49 pagineAnsamble Filetate - NorvegiapaulapanaitNessuna valutazione finora
- Catalogo Pezzi Ricambio SuperAlce 1949-2edDocumento61 pagineCatalogo Pezzi Ricambio SuperAlce 1949-2edjack49Nessuna valutazione finora
- SWW 2011 RoDocumento64 pagineSWW 2011 RoMaruneac Paulina MariaNessuna valutazione finora
- catTecL BussoleDocumento4 paginecatTecL BussoleSérgio AmorimNessuna valutazione finora
- Esab ManualDocumento5 pagineEsab ManualHolger UrbanNessuna valutazione finora
- 26905-Foratura e Alesatura RiassuntaDocumento26 pagine26905-Foratura e Alesatura RiassuntainblindwetrustNessuna valutazione finora
- Catalogo EZ 2013Documento360 pagineCatalogo EZ 2013Chender AndreiNessuna valutazione finora
- Solo PrimoDocumento10 pagineSolo PrimoLiviu PopaNessuna valutazione finora
- Sez. I - Calibri FissiDocumento18 pagineSez. I - Calibri FissisimonecamaNessuna valutazione finora
- Esploso Motore RotaxDocumento24 pagineEsploso Motore RotaxAve Claudio0% (1)
- ViteriaDocumento184 pagineViteriabogodavidNessuna valutazione finora
- PST2209001 - Calcolo Est18Documento27 paginePST2209001 - Calcolo Est18Stefano Babai MancinNessuna valutazione finora
- Aprilia Caponord PartsDocumento61 pagineAprilia Caponord PartsmcbuinNessuna valutazione finora
- Catalogo SIRMEX 2014 Eng-It WEBDocumento20 pagineCatalogo SIRMEX 2014 Eng-It WEBantoniomecpt0% (1)
- Catalogo Tubod-43-71Documento29 pagineCatalogo Tubod-43-71ricardoNessuna valutazione finora
- Generale Di Gamma ITADocumento20 pagineGenerale Di Gamma ITAConan Il BarbaroNessuna valutazione finora
- Twin BracketsDocumento2 pagineTwin BracketsSanjay TripathiNessuna valutazione finora
- Lavorazioni Di Fresatura - FilippiDocumento15 pagineLavorazioni Di Fresatura - FilippipaolinoluccaNessuna valutazione finora
- DRH Spare Parts 2009-10Documento52 pagineDRH Spare Parts 2009-10Neelam SharmaNessuna valutazione finora
- Ruote Dentate CilindricheDocumento4 pagineRuote Dentate CilindricheCristian MarinNessuna valutazione finora
- M A UnikoDocumento53 pagineM A Unikomac567ukNessuna valutazione finora
- Macchina BobinatriceDocumento10 pagineMacchina Bobinatricepiacentero89Nessuna valutazione finora
- Villasg BRC GAS I30 14i FSG0514307 ItDocumento9 pagineVillasg BRC GAS I30 14i FSG0514307 ItvillasgNessuna valutazione finora
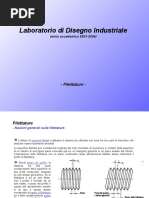
- FilettatureDocumento25 pagineFilettatureoslatNessuna valutazione finora
- 03 24033Documento1 pagina03 24033Ercan YilmazNessuna valutazione finora
- Saldatura di circuiti elettronici: Guida per principianti e +Da EverandSaldatura di circuiti elettronici: Guida per principianti e +Nessuna valutazione finora
- Esperienze Modellistiche, Volume 2 - VK 7201(K) Paper PanzerDa EverandEsperienze Modellistiche, Volume 2 - VK 7201(K) Paper PanzerValutazione: 5 su 5 stelle5/5 (1)
- Settimanale Il PiccoloDocumento28 pagineSettimanale Il Piccolopromedia3Nessuna valutazione finora
- Compilazione Piano Di VoloDocumento5 pagineCompilazione Piano Di VoloAntonio MasciopintoNessuna valutazione finora
- All C - Abaco Dei Meccanismi e DanniDocumento4 pagineAll C - Abaco Dei Meccanismi e DannipiccinopiccioNessuna valutazione finora
- Esercizi PLC Ladder - 1 PDFDocumento23 pagineEsercizi PLC Ladder - 1 PDFcamulNessuna valutazione finora
- Ascolto Avanzato Libro Dello StudenteDocumento66 pagineAscolto Avanzato Libro Dello StudenteLmpus Anna67% (3)