Potrebbero piacerti anche
- Rugosita 2Documento5 pagineRugosita 2Enrico MauroNessuna valutazione finora
- 10 RugositaDocumento7 pagine10 RugositadosocadNessuna valutazione finora
- Rugosità Ra RT RZDocumento1 paginaRugosità Ra RT RZMassimoNessuna valutazione finora
- La Rugosita' Nelle Lavorazioni MeccanicheDocumento3 pagineLa Rugosita' Nelle Lavorazioni MeccanichepopoNessuna valutazione finora
- Rugosit OMPDocumento1 paginaRugosit OMPlucaNessuna valutazione finora
- La Rugosita' Nelle Lavorazioni MeccanicheDocumento3 pagineLa Rugosita' Nelle Lavorazioni MeccanicheWilliam MoscaNessuna valutazione finora
- Esercitazione Sap2000Documento16 pagineEsercitazione Sap2000antonello75Nessuna valutazione finora
- Tabelle Tolleranze Dimensionali Generali (Da UNI EN 22768-1)Documento1 paginaTabelle Tolleranze Dimensionali Generali (Da UNI EN 22768-1)Marco LolliNessuna valutazione finora
- Grafi e Proprieta Topologiche PDFDocumento19 pagineGrafi e Proprieta Topologiche PDFLucas SiccardiNessuna valutazione finora
- Grafi e Proprieta Topologiche PDFDocumento19 pagineGrafi e Proprieta Topologiche PDFLucas SiccardiNessuna valutazione finora
- Flusso CilindroDocumento5 pagineFlusso CilindroSalvatoreNessuna valutazione finora
- Tabella Rugosita'Documento1 paginaTabella Rugosita'francescocassNessuna valutazione finora
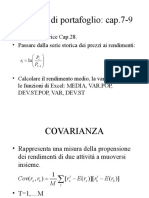
- La Teoria Di PortafoglioDocumento23 pagineLa Teoria Di PortafoglioChiara ScafuriNessuna valutazione finora
- Progetto Di Una Vasca Di DissipazioneDocumento33 pagineProgetto Di Una Vasca Di DissipazioneNicolaNessuna valutazione finora
- ContattoDocumento3 pagineContattosignormitariNessuna valutazione finora
- SLIRAV01Documento7 pagineSLIRAV01viperaceNessuna valutazione finora
- Esempio Tolleranze FilettatureDocumento13 pagineEsempio Tolleranze FilettaturelucaNessuna valutazione finora
- SN200-3 05.2016 - Norme Di Produzione. Taglio Termico e Piegatura-CurvaturaDocumento7 pagineSN200-3 05.2016 - Norme Di Produzione. Taglio Termico e Piegatura-Curvaturamartire raffaele pasculloNessuna valutazione finora
- Analisis Grafico II AzulDocumento3 pagineAnalisis Grafico II AzulJesy MataNessuna valutazione finora
- Lo Stato Delle Superfici La Rugosità Superficiale Il RugosimetroDocumento30 pagineLo Stato Delle Superfici La Rugosità Superficiale Il Rugosimetroarmando.carognaNessuna valutazione finora
- Toll - Di Forma Su DisegniDocumento45 pagineToll - Di Forma Su DisegnioslatNessuna valutazione finora
- Scala LogaritmicaDocumento9 pagineScala LogaritmicaDomenico StaianoNessuna valutazione finora
- MATLAB (3) GRAFICA 2e3d PDFDocumento22 pagineMATLAB (3) GRAFICA 2e3d PDFCristianNessuna valutazione finora
- En-22768 ISO 2768 OmpDocumento4 pagineEn-22768 ISO 2768 OmpVivek PrajapatiNessuna valutazione finora
- Calcolo Risanamenti e PortanzaDocumento9 pagineCalcolo Risanamenti e Portanzaeugenio ricciNessuna valutazione finora
- Picket Manual Part 14Documento4 paginePicket Manual Part 14Albino AntonioNessuna valutazione finora
- G. Occhetta - Introduzione Alla Geometria DifferenzialeDocumento114 pagineG. Occhetta - Introduzione Alla Geometria DifferenzialeMatteo Grimaldi100% (1)
- Laboratorio - 20 04 2017Documento26 pagineLaboratorio - 20 04 2017lucaggNessuna valutazione finora
- Luc CA 12 Criterio Di RouthDocumento13 pagineLuc CA 12 Criterio Di RouthnoobdariuNessuna valutazione finora
- 10c RugositàDocumento35 pagine10c RugositàNiccolò LosiNessuna valutazione finora
- Viti e BulloniDocumento10 pagineViti e BulloniAngela ScottNessuna valutazione finora
- Relazione 1 - Calcolo ViscosoDocumento27 pagineRelazione 1 - Calcolo ViscosoMatteo CodaNessuna valutazione finora
- SAE - Mock Exam-3Documento4 pagineSAE - Mock Exam-3mattia.aprile28Nessuna valutazione finora
- CalibriDocumento18 pagineCalibriFrancoNessuna valutazione finora
- 5 Dimenzionisanje PDFDocumento10 pagine5 Dimenzionisanje PDFKordic MirjanaNessuna valutazione finora
- DiffrazioneDocumento8 pagineDiffrazioneTirton 701Nessuna valutazione finora
- Esperimento di crossoverDocumento6 pagineEsperimento di crossoverdfr6p9c5h4Nessuna valutazione finora
- Diagrammi Di Bode - DispensaDocumento25 pagineDiagrammi Di Bode - DispensaLuca MigliaccioNessuna valutazione finora
- Trucheck - It Laboratorio Di Tecnologia Meccanica RelazioneDocumento7 pagineTrucheck - It Laboratorio Di Tecnologia Meccanica RelazioneGiuseppe ZaccoNessuna valutazione finora
- Elementi Di TrigonometriaDocumento30 pagineElementi Di TrigonometriaMarco MontagnoliNessuna valutazione finora
- Struttura RelDocumento3 pagineStruttura RelSirioNessuna valutazione finora
- Risposta in FrequenzazaDocumento3 pagineRisposta in FrequenzazaStefano BozzaNessuna valutazione finora
- Esercitazione Controlli Automatici N°3Documento13 pagineEsercitazione Controlli Automatici N°3Alessandro PilloniNessuna valutazione finora
- Carta Di Smith - TeoriaDocumento175 pagineCarta Di Smith - TeoriaFlavsNessuna valutazione finora
- Lab2. Elementi 2D (ANSYS) PDFDocumento5 pagineLab2. Elementi 2D (ANSYS) PDFMattia ParentiNessuna valutazione finora
- Verifica e confronto delle soluzioni di un telaio: Metodo degli spostamenti e analisi matriciale con codice SAPDa EverandVerifica e confronto delle soluzioni di un telaio: Metodo degli spostamenti e analisi matriciale con codice SAPNessuna valutazione finora
- Esercizi di matematica: integrali di linea, di superficie e di volumeDa EverandEsercizi di matematica: integrali di linea, di superficie e di volumeValutazione: 4 su 5 stelle4/5 (2)
- Esercizi svolti di Matematica: Geometria AnaliticaDa EverandEsercizi svolti di Matematica: Geometria AnaliticaNessuna valutazione finora
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateDa EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNessuna valutazione finora
- La seconda prova di matematica e fisica: svolgimento commentato delle prove ufficiali 2019Da EverandLa seconda prova di matematica e fisica: svolgimento commentato delle prove ufficiali 2019Nessuna valutazione finora