Potrebbero piacerti anche
- HOEPLI - Corso - TPSEEDocumento5 pagineHOEPLI - Corso - TPSEEpippoNessuna valutazione finora
- Disegno Degli Schemi Elettronici Con Sistemi Cad: 12.1 Guida Al Sistema Orcad Capture Caratteristiche TecnicheDocumento156 pagineDisegno Degli Schemi Elettronici Con Sistemi Cad: 12.1 Guida Al Sistema Orcad Capture Caratteristiche TecnichepippoNessuna valutazione finora
- Simboli Logici Secondo La Nuova Normativa Cei: 20.1 Concetti GeneraliDocumento39 pagineSimboli Logici Secondo La Nuova Normativa Cei: 20.1 Concetti GeneralipippoNessuna valutazione finora
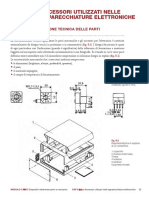
- Accessori Utilizzati Nelle Apparecchiature Elettroniche: 8.1 Documentazione Tecnica Delle Parti MeccanicheDocumento18 pagineAccessori Utilizzati Nelle Apparecchiature Elettroniche: 8.1 Documentazione Tecnica Delle Parti MeccanichepippoNessuna valutazione finora
- Componenti Elettromeccaniche E Parti Meccaniche: 7.1 Documentazione Tecnica Dei Componenti ElettromeccaniciDocumento31 pagineComponenti Elettromeccaniche E Parti Meccaniche: 7.1 Documentazione Tecnica Dei Componenti ElettromeccanicipippoNessuna valutazione finora
- Appunti Adc804Documento3 pagineAppunti Adc804pippoNessuna valutazione finora
- Corso KiCadDocumento49 pagineCorso KiCadpippoNessuna valutazione finora
- Italcementi Mafia Pubblica Amministrazione CalcestruzziDocumento90 pagineItalcementi Mafia Pubblica Amministrazione CalcestruzziPino CiampolilloNessuna valutazione finora
- Honda Jazz Manuale UtenteDocumento413 pagineHonda Jazz Manuale Utentesirjole75840% (1)
- Comandi Linux PDFDocumento62 pagineComandi Linux PDFpigeonskillerNessuna valutazione finora
- Legge Regionale n.1 Del 03.01.2005Documento109 pagineLegge Regionale n.1 Del 03.01.2005nerowolf_123Nessuna valutazione finora
- Bus CAN J1939Documento23 pagineBus CAN J1939FabianOrozNessuna valutazione finora
- Estrarre gli oli essenziali dalle piante: come utilizzare oli ed erbe per una salute ottimaleDa EverandEstrarre gli oli essenziali dalle piante: come utilizzare oli ed erbe per una salute ottimaleValutazione: 4 su 5 stelle4/5 (1)
- Esercizi svolti di Matematica: Geometria AnaliticaDa EverandEsercizi svolti di Matematica: Geometria AnaliticaNessuna valutazione finora
- Chimica Occulta: Indagine nella struttura occulta degli atomiDa EverandChimica Occulta: Indagine nella struttura occulta degli atomiNessuna valutazione finora
- Vaccinazioni: Armi chimiche contro il cervello e l’evoluzione dell’uomoDa EverandVaccinazioni: Armi chimiche contro il cervello e l’evoluzione dell’uomoValutazione: 2.5 su 5 stelle2.5/5 (3)