Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Donatini8.12 Simulazione Della Combustione Oxy-Fuel in Una Caldaia Super Critica A Carbone
Caricato da
Elzimar FreitasTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Donatini8.12 Simulazione Della Combustione Oxy-Fuel in Una Caldaia Super Critica A Carbone
Caricato da
Elzimar FreitasCopyright:
Formati disponibili
Art.
08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
Art. 08/12
SIMULAZIONE DELLA COMBUSTIONE OXY-FUEL IN UNA CALDAIA SUPER CRITICA A CARBONE
F. Donatini a- G. Gigliucci a- M. Schiavetti a- J. Riccardi a- R. Gabbrielli b
a b
Enel GEM- Area Tecnica Ricerca, Via A. Pisano 120, Pisa, Italy.
Universit di Pisa, Dipartimento di Energetica, Via Diotisalvi 2, 56126 Pisa, Italy
Abstract
Lo scopo del presente lavoro uno studio di fattibilit per la riconversione Oxy-fuel di una caldaia da 660 MWe alimentata a carbone, cos da ottenere gas di scarico composti quasi esclusivamente da CO2 ed eliminare le problematiche della cattura post-combustione della anidride carbonica stessa. A questo scopo stato sviluppato un modello di simulazione di una caldaia supercritica ENEL usando il software GateCycle. Il modello stato testato in condizioni di progetto, confrontando i risultati con i dati reali di impianto. Successivamente sono state eseguite delle simulazioni in condizioni di off-design, usando O2 puro e ricircolando i gas di scarico ricchi in CO2. In particolare sono state simulate quattro configurazioni di impianto, sia dal punto di vista delle performance che della complessit realizzativa. I risultati ottenuti sono interessanti, soprattutto per quanto riguarda le influenze quantitative dei parametri di impianto e delle configurazioni analizzate sulle performance della caldaia.
Simbologia
ASU C Cv D ECO HP LJ LP MEA MP RC1 RC2 RH SH
Unit di separazione dellaria Condensatore di separazione CO2/H2O Condensatore del ciclo a vapore Degasatore Economizzatore Stadio di alta pressione della turbina Ljungstrom Stadio di bassa pressione della turbina Monoetanolammina Stadio di media pressione della turbina Ricircolo fumi Oxy-Fuel Ricircolo fumi fondo caldaia Re-Heater Super-Heater
1. Introduzione
Lanidride Carbonica (CO2) di origine antropica immessa nellatmosfera terrestre soprattutto con luso di combustibili fossili, sia per il trasporto che per la produzione di energia elettrica in grandi impianti di combustione. Le emissioni di CO2 costituiscono il contributo principale alleffetto serra con il risultato di un riscaldamento generalizzato della superficie terrestre. Inoltre, il consumo mondiale di energia sta rapidamente aumentando e luso dei combustibili fossili continuer per lungo tempo ancora [1]-[2].
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
Ad oggi, le opzioni principali per ridurre le emissioni di CO2 da combustibili fossili possono essere schematizzate come segue [1]-[3]: migliorare lefficienza di conversione dellenergia contenuta nel combustibile; incrementare luso di combustibili a minor contenuto di carbonio e soprattutto luso di fonti rinnovabili; rimuovere ed immagazzinare stabilmente la CO2 emessa dai grandi impianti di combustione. Luso di energie rinnovabili possibile, ma ad oggi limitato ad impianti di piccola scala. Inoltre, i costi per la CO2 evitata usando energie rinnovabili sono ancora piuttosto alti. Come riportato in [3], ragionevole pensare che solo nel lungo termine la produzione di energia su larga scala basata su fonti rinnovabili avr uno sviluppo sostanziale. Quindi, nel breve-medio termine lo studio di tecnologie innovative per un uso pi efficace dei combustibili fossili (principalmente carbone e lignite) in grandi impianti di produzione sar di primaria importanza per una effettiva riduzione delle emissioni di CO2 e quindi delleffetto serra [2]-[7]. Le tecnologie pi promettenti utilizzano sistemi per la cattura della CO2 dai fumi di combustione, insieme con la ricircolazione in caldaia [1]-[7]. Come noto, assai difficile rimuovere efficacemente la CO2, in quanto la sua concentrazione nei fumi di un impianto convenzionale a carbone intorno al 10-15% in volume. Un modo efficiente per facilitare la separazione di questo gas quindi quello di concentrarlo fino al 95% in volume nei fumi usando ossigeno puro per la combustione al posto dellaria. In questo caso i gas effluenti consisterebbero principalmente di CO2 e vapore acqueo, facilmente separabile per condensazione senza luso di impianti supplementari, come i separatori a MEA, riducendo considerevolmente costi e consumi energetici. Una frazione dei gas effluenti deve comunque essere ricircolata, insieme allO2 necessario per la combustione. La combustione Oxy-fuel non un concetto nuovo, in quanto gi ampiamente utilizzato nellindustria metallurgica e vetraria [2]-[3]. Questa tecnologia per la cattura e il susseguente immagazzinamento della CO2 potenzialmente attraente in quanto la miscela O2/CO2 permette una ampia flessibilit per quanto riguarda il controllo sia delle temperature che delle portate allinterno della caldaia. Nonostante il considerevole numero di lavori presenti in letteratura, il numero delle applicazioni della tecnologia Oxy-fuel su impianti di grossa taglia ancora assai ridotto. In particolare, in letteratura non vengono esaminate in dettaglio le specifiche configurazioni impiantistiche relative al ricircolo dei gas di combustione. Soltanto in [3] viene esaminata una soluzione che prevede il ricircolo dei gas a valle del precipitatore elettrostatico. Alcune attivit di ricerca specifiche sono state realizzate in Giappone, Canada e Svezia e, in particolare, presso lUniversit di Chalmers [8]-[9]. Lo scopo principale di questo lavoro quindi quello di investigare a fondo le problematiche e la fattibilit di un retrofit per la combustione con ossigeno su di una caldaia convenzionale a carbone da 660 MWe. Le condizioni di funzionamento in off-design sono state studiate, con quattro diverse configurazioni di impianto, considerando sia le performance che la complessit realizzativa delle soluzioni studiate. Il codice utilizzato per le simulazioni GateCycle 5.2 . Lo schema di questo articolo pu essere sintetizzato come segue: nella sezione 2 sono descritte le caratteristiche principali della caldaia, insieme allo sviluppo ed alla validazione del modello di simulazione. Nella sezione 3 riportata lanalisi delle performance delle quattro configurazioni di caldaia utilizzate per lapplicazione della tecnologia Oxy-fuel. Infine, sono riportate alcune considerazioni conclusive.
2. Modello di simulazione dellimpianto di riferimento
2.1 Descrizione della caldaia ENEL a carbone da 660 MWe presa come riferimento
Il gruppo termoelettrico a carbone ENEL da 660 MWe, utilizzato come riferimento per lo sviluppo del modello di simulazione, costituito da una caldaia supercritica standard, le cui caratteristiche principali sono riportate in Tabella 1. Il ciclo a vapore schematizzato in Figura 1. Il vapore prodotto nel Super-Heater (SH) inviato allo stadio di alta pressione della turbina (HP).
2
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
Successivamente, il vapore attraversa il Re-Heater (RH) e si espande attraverso lo stadio di media pressione (MP) e, infine, in quello di bassa pressione (LP). Il sistema dotato di sei spillamenti rigenerativi, da 77.4 bar a 1.2 bar di pressione del vapore; un ulteriore spillamento a 0.6 bar realizzato sulla turbina (Figura 1). Il flusso di vapore spillato varia da 218 t/h a 56 t/h, mentre il flusso di vapore dello spillamento ausiliario di circa 121 t/h.
Figura 1: Schema del ciclo a vapore della caldaia di riferimento Tabella 1: Principali caratteristiche della caldaia a carbone da 660 MWe
Caldaia di riferimento da 660 MWe alimentata a carbone
Altezza (m) Larghezza (m) Profondit (m) Superfice totale RH (m ) Superfice totale SH (m2) Superfice "wing wall" (m ) Potenza nominale lorda (MWe) Efficienza lorda (-) Produzione di vapore surriscaldato (t/h) Produzione di vapore ri-surriscaldato (t/h) Gas di combustione ricircolati (t/h) Temperatura di uscita SH1 (C) Temperatura di uscita SH2 (C) Temperatura di uscita RH (C) Temperatura acqua ingresso ECO (C) Temperatura acqua uscita ECO (C) Pressione vapore ingresso HP (bar) Pressione vapore ingresso MP (bar)
2 2
61.5 15.5 20.1 13045 12798 2360 660 0.427 2091 1657 20.8 469 540 540 290 321 242 39
2.2. Sviluppo del modello della caldaia e del ciclo a vapore
Il modello di simulazione dellintero sistema (caldaia + ciclo a vapore) stato sviluppato
3
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
utilizzando il software commerciale GateCycle, versione 5.2. Per semplificare il ciclo reale, estremamente complesso, sono state adottate le seguenti ipotesi: 1. la caldaia stata divisa in tre sezioni indipendenti: sezione evaporativa, sezione SuperHeater e sezione Re-Heater. La sezione SH stata ulteriormente suddivisa in 2 sottosezioni, rispettivamente SH1 e SH2. Mentre SH2 considera il trasferimento di calore sia radiativo che convettivo, nella sezione SH1 il contributo principale allo scambio termico fumi/vapore quello derivante da processi convettivi. Luscita dellSH2 direttamente collegata con lingresso della turbina (HP). La perdita di pressione tra SH e HP stata presa in considerazione nel modello. Anche la sezione RH stata ulteriormente divisa in due sottosezioni: RH1 e RH2. Entrambe le sezioni considerano il trasferimento di calore di sola natura convettiva. Allinterno della caldaia, la sezione RH2 collocata tra le sezioni SH2 e SH1. Luscita dellRH2 direttamente connessa con lo stadio MP della turbina. Anche la perdita di pressione tra RH e MP stata presa in considerazione nel modello. 2. Leconomizzatore (ECO) stato simulato utilizzando uno scambiatore allesterno della caldaia. 3. Il potere calorifico inferiore del carbone stato assunto pari a 26.3 MJ/kg, corrispondente a quello di un tipico carbone indonesiano avente la seguente composizione sul tal quale: C=67.2%, H=5.9%, N=1.2%, S=0.6%, Ceneri = 7.49%, Umidit=6.09 % e O=11.6% (calcolato per differenza). La portata del carbone fissata pari a 212.2 t/h a carico nominale, considerando un rendimento globale di impianto di 0.425. 4. leccesso di aria comburente stato fissato pari al 17%. Il preriscaldamento dellaria ha luogo dapprima in uno scambiatore aria/vapore che utilizza lo spillamento ausiliario e successivamente nel Ljungstrom (LJ). Questultimo stato simulato per mezzo di uno scambiatore con un coefficiente di scambio gas/gas tipico [10]. 5. La turbina a vapore stata suddivisa in tre sezioni indipendenti, come rappresentato in Figura 1. Per ogni sezione sono stati assunti valori ragionevoli dei coefficienti di espansione isoentropica, calcolati utilizzando i dati di progetto dellimpianto. Durante le simulazioni, i valori di questi coefficienti sono stati leggermente aggiustati per assicurare una rapida convergenza del simulatore alle effettive condizioni di funzionamento dellimpianto. Le perdite di vapore in turbina, ad esempio quelle dovute alla non perfetta tenuta delle giunzioni, sono state considerate nella simulazione. 6. Gli scambiatori rigenerativi dellacqua di ciclo sono stati considerati adiabatici e composti da tre sezioni indipendenti: desurriscaldamento, condensazione e spillamento. Per ognuna delle sezioni sono stati definiti dei valori ragionevoli dei coefficienti di scambio termico [10]. 7. La pressione al condensatore (Cv) e la temperatura dellacqua di raffreddamento sono state rispettivamente fissate a 0.05 bar e a 15C. Inoltre, la portata dellacqua di raffreddamento stata imposta considerando un salto termico costante di 10C tra ingresso e uscita. Nel modello sono stati anche considerati: i ventilatori di spinta dellaria comburente e dei gas di combustione; le pompe di estrazione del condensato e di alimentazione dellacqua di ciclo (Figura 1). Sulla base delle assunzioni sopra riportate stato realizzato un modello di simulazione dellintero sistema. Lattendibilit del modello stata controllata attraverso la comparazione dettagliata fra i risultati delle simulazioni e le condizioni operative nominali di funzionamento dellimpianto (caso di riferimento o caso base). I principali risultati di questa comparazione sono riportati in Tabella 2. Laccordo tra i risultati delle simulazioni e le condizioni nominali di funzionamento del caso base buono.
4
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
Tabella 2: Comparazione tra i risultati delle simulazioni e le condizioni nominali del caso base.
Caso Base Potenza lorda nominale (MWe) Efficienza lorda (-) Produzione di vapore surriscaldato (t/h) Produzione di vapore ri-suriscaldato (t/h) Portata acqua ingresso ECO (t/h) Portata gas di combustione ricircolati (t/h) Temperatura vapore ingresso SH1 (C) Temperatura vapore uscita SH1 (C) Temperatura vapore ingresso SH2 (C) Temperatura vapore uscita SH2 (C) Temperatura uscita RH (C) Temperatura acqua ingresso ECO (C) Temperatura acqua uscita ECO (C) Temperatura gas ingresso SH1 (C) Temperatura gas uscita SH1 (C) Temperatura gas ingresso SH2 (C) Temperatura gas uscita SH2 (C) Temperatura gas ingresso RH (C) Temperatura gas uscita RH (C) Pressione ingresso ECO (bar) Pressione uscita ECO (bar) Pressione vapore uscita SH1 (bar) Pressione vapore uscita SH2 (bar) Pressione vapore uscita RH (bar) Pressione vapore ingresso HP (bar) Pressione vapore ingresso MP (bar) Simulazione caso base
660 0.427 2091 1657 2005 20.8 433 469 452 540 540 290 321 694 563 1154 949 942 459 293 288 266 255 41 242 39
662 0.427 2091 1655 2005 20.8 433 469 453 540 540 290 319 700 565 1154 935 935 458 293 288 266 255 40 242 37.7
3. Combustione Oxy-fuel
3.1 Analisi modellistica della combustione Oxy-fuel
Il modello sviluppato stato utilizzato in condizioni di off-design al fine di studiare la ricircolazione in caldaia dei gas di combustione arricchiti di O2 puro e CO2. Quattro diverse configurazioni impiantistiche sono state analizzate, sia dal punto di vista delle prestazioni ottenute che della complessit realizzativa. In ogni simulazione la temperatura del vapore in ingresso allSH1 stata mantenuta costante al valore di 433C, in accordo con lanalogo valore del caso base. Questa scelta consente di esercitare un efficace controllo del calore scambiato allinterno delle sezioni RH ed SH. Le configurazioni impiantistiche esaminate sono di seguito riportate. Configurazione impiantistica A In questa configurazione (Figura 2) lossigeno puro prodotto in una unit di separazione dellaria (ASU). Lossigeno cos prodotto quindi preriscaldato nel Ljungstrom (LJ) mediante il raffredddamento dei fumi di combustione. Il mescolamento e la ricircolazione di una parte dei fumi di combustione con lO2 ha luogo alluscita delleconomizzatore (ECO).
5
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
Nel condensatore C i gas di combustione non ricircolati sono raffreddati fino alla condensazione dellacqua rendendo possibile la separazione della CO2.
RC2
RC1
Figura 2. Configurazione impiantistica A
Configurazione impiantistica B Come mostrato in Figura 3, lossigeno puro preriscaldato nel LJ e il mescolamento e la ricircolazione di una parte dei fumi di combustione con lO2 ha luogo a valle del LJ.
RC2 RC1
Figura 3. Configurazione impiantistica B
Configurazione impiantistica C In questa configurazione (Figura 4) lO2 puro mescolato con una parte della CO2 preventivamente separata nel condensatore C. La miscela CO2/O2 cos ottenuta quindi preriscaldata nel LJ per raffreddamento dei gas di combustione.
6
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
RC1
RC2
Figura 4. Configurazione impiantistica C
Configurazione impiantistica D Come mostrato in Figura 5, questa configurazione impiantistica molto simile al caso C sopra descritto. La miscela CO2/O2 subisce un primo preriscaldamento nello scambiatore ausiliario (AUX) e quindi un successivo riscaldamento nel LJ. Lo scambiatore di calore AUX consente di migliorare lo scambio termico complessivo tra i gas di combustione e la miscela CO2/O2. Ipotizzando un coefficiente di scambio termico di 30 W/m2, la superficie di scambio stimata per lo scambiatore AUX risultati pari a 150000 m2, circa 1.5 volte quella del Ljungstrom.
RC 1
C
RC 2
Figura 5. Configurazione impiantistica D
Per ciascuna configurazione impiantistica esaminata stato realizzato uno specifico modello di simulazione adattando quello relativo al caso base, al fine di tenere in conto delle apparecchiature aggiuntive introdotte e delle modifiche apportate al sistema di collegamento tra i vari flussi. Leccesso di ossigeno stato fissato pari al 10% del valore stechiometrico, mentre la portata del carbone stata mantenuta fissa al valore di 212.2 t/h in accordo al caso base. La portata dei gas di ricircolo stata fissata imponendo una concentrazione di ossigeno
7
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
in uscita dalla caldaia del 3% su base secca. Il condensatore H2O/CO2 stato simulato usando unapparecchiatura del tipo Flash Tank, imponendo la temperatura di uscita dellH2O pari a 30C. Il comportamento dei tre stadi HP, MP e LP della turbina a vapore stato simulato in condizioni sliding pressure, assumendo che le limitate variazioni di portata di vapore nei quattro casi analizzati non debbano richiedere al carico nominale la regolazione delle valvole di controllo. I valori delle pressioni di ammissione del vapore in condizioni di off-design sono state calcolate tramite lellisse di Stodola cos come disponibile in GateCycle. Le efficienze isoentropiche dei tre stadi in condizione di off-design sono state valutate con il metodo di Spencer, Cotton e Cannon anche questo disponibile in GateCycle [11].
3.2 Risultati delle simulazioni della combustione Oxy-fuel
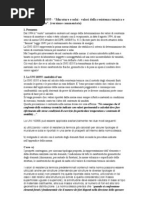
I risultati delle simulazioni per le configurazioni A, B, C e D sono riassunti nella Tabella 3. In questa tabella in simbolo rappresenta la percentuale di variazione del valore di ogni grandezza considerata rispetto al caso base. Analizzando i dati di Tabella 3 possibile trarre le seguenti conclusioni: soltanto le configurazioni A e D consentono di ottenere consistenti incrementi della potenza lorda dellimpianto e del relativo rendimento. Questo risultato principalmente legato allincremento della produzione di vapore, a parit di portata di combustibile in ingresso; sebbene per le configurazioni A e D i risultati delle simulazioni siano fra loro molto simili, tuttavia importante sottolineare che nella configurazione D richiesto luso di uno scambiatore di calore aggiuntivo (AUX), con un sensibile incremento dei costi di impianto; nella configurazione A la produzione di vapore surriscaldato raggiunge il suo massimo valore; per le configurazioni B e C la potenza lorda prodotta leggermente pi grande di quella relativa al caso base anche se diminuisce la produzione complessiva di vapore. Questo comportamento principalmente dovuto al simultaneo incremento delle temperature del vapore in ingresso alle sezioni HP e MP della turbina; la temperatura della miscela CO2/O2 ricircolata nella caldaia raggiunge il pi alto valore nella configurazione A (circa 380C contro i 300C del caso base). Ci consente di ottenere il pi alto valore nellefficienza lorda dellimpianto. Inoltre occorre sottolineare i seguenti due aspetti: nei fumi ricircolati la concentrazione della CO2 del 91% v/v nelle configurazioni impiantistiche C e D e del 61 % v/v nelle configurazioni A e B. in caldaia la concentrazione della CO2 del 70% v/v nelle configurazioni C e D e del 48 % v/v nelle configurazioni A e B. In Tabella 4 sono riportati i valori della potenza termica recuperata nel condensatore C durante il processo di condensazione dellH2O e la portata oraria di acqua cos ottenuta. Le Figure 6 e 7 mostrano nelle sezioni RH1, RH2, SH1 ed SH2 i diagrammi temperatura/calore scambiato tra il vapore/acqua e i gas di combustione, relativamente al caso base e alla configurazione A. Lo stesso tipo di diagramma relativo al Ljungstrom riportato in Figura 8. Dalla comparazione delle Figure 6 e 7 risulta evidente che la temperatura dei gas di combustione pi alta nella configurazione A rispetto al caso base; questo fatto dovuto ad un aumento della capacit termica dei gas di combustione. E importante sottolineare che le temperature e le pressioni calcolate nelle varie sezioni dellimpianto sono risultate compatibili con i vincoli meccanici e tecnologici per i materiali utilizzati nellimpianto reale.
8
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
Tabella 3. Confronto tra i principali risultati delle simulazioni
A
Potenza lorda (MWe) Efficienza lorda (%) Produzione vapore surriscaldato (t/h) Pressione vapore ingresso HP (bar) Pressione vapore ingresso MP (bar) Temperatura vapore uscita SH2 (K) Temperatura vapore uscita RH2 (K) Temperatura vapore ingresso HP (K) Temperatura vapore ingresso MP (K) Temperatura gas ingresso SH2 (K) Temperatura gas uscita ECO (K) Temperatura O2+CO2 ingresso caldaia (K) 675.6 43.51 2109 244.0 38.4 813.6 825.2 811.6 819.8 1294.6 653.4 651.0
%
2.0 2.0 0.9 0.8 1.8 0.05 1.5 0.05 1.5 -1.0 4.4 15.3
B
663.5 42.73 2068 239.5 37.6 813.4 827.9 811.4 822.2 1284.9 653.1 614.3
%
0.2 0.2 -1.1 -1.0 -0.3 0.03 1.8 0.03 1.7 -1.8 4.3 7.6
C
662.2 42.65 2070 240.7 37.5 815.5 820.0 813.5 814.5 1295.9 635.5 587.2
%
0.1 0.1 -0.9 -0.5 -0.5 0.3 0.9 0.3 0.8 -0.9 1.4 3.0
D
672.0 43.29 2106 244.1 38.1 815.5 818.3 813.5 812.9 1302.8 635.7 622.1
%
1.5 1.5 0.7 0.9 1.1 0.3 0.6 0.3 0.6 -4.0 14.2 9.3
Tabella 4. Condensatore C: potenza termica recuperata e portata di H2O prodotta
Configurazione
A B C D
Potenza Termica MWt 111 139 139 118
H2O t/h 113 112 114 114
Caso base
1200 1000 Temperatura (C) 800
1035 C
Gas di combustione
600 400 200 0 0 50 100 150 200 250 300 350 400 450 500 550 600 650 Calore trasferito convettivamente (MW)
SH2
RH2
SH1
353 C
RH1
ECO
Figura 6. Diagramma temperatura/calore scambiato tra il vapore/acqua e i gas di combustione nelle sezioni RH1, RH2, SH1,SH2 ed ECO
9
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
Configurazione A
1200 1021 C 1000
Temperatura (C)
800 600
Gas di combustione SH2 RH2 SH1 RH1 ECO
400 200 0 0 50 100 150 200 250 300 350 400 450 500 550 600
380C
650
700
Calore trasferito convettivamente (MW)
Figura 7. Diagramma temperatura/calore scambiato tra il vapore/acqua e i gas di combustione nelle sezioni RH1, RH2, SH1,SH2 ed ECO
Ljungstrom (LJ)
400 350
Temperatura (C)
Caso base
Gas di combustione
300 250 200 150 100 50 0 0 20 40 60
Configurazione A
Gas di combustione O2 / CO2
Aria
80
100
120
140
160
180
200
Calore trasferito convettivamente (MW)
Figura 8. Diagramma temperatura/calore scambiato tra il vapore/acqua e i gas di combustione nel Ljungstrom (LJ) per il caso base e per la configurazione A
Una stima preliminare della potenza consumata per la produzione di ossigeno puro riportata in Tabella 5, assumendo di utilizzare un sistema criogenico per la separazione dellaria (cryo-ASU). Al momento, questa tecnologia la sola in grado di produrre ossigeno su larga scala [2], [4] e [6], sebbene le tecnologie che utilizzano membrane e chemicallooping siano spesso menzionate come possibili alternative. In accordo con i risultati di Ref. [12], stato assunto un costo energetico di produzione dellossigeno a pressione atmosferica pari a 0.25 kWh/kgO2 (purezza O2 del 99.5%). In Tabella 5 anche riportata lefficienza netta dellimpianto calcolata includendo i consumi energetici dellunit cryo-ASU, nellipotesi di utilizzare parte della potenza lorda dellimpianto; i consumi energetici degli ausiliari
10
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
dellimpianto (ventilatori, pompa di alimento, ecc.) e la potenza termica recuperata al condensatore C non sono stati inclusi in questo calcolo. Dai dati di Tabella 5 evidente che i consumi energetici dellunit criogenica di separazione dellaria penalizzano pesantemente lefficienza netta dellimpianto.
Tabella 5. Cryo-ASU: potenza consumata per la produzione di O2
cryo-ASU Potenza Consumata Potenza Lorda Impianto Potenza Netta Impianto Efficienza Lorda Efficienza Netta
O2
t/h
MWe
MWe
MWe
A B C D
580 580 580 580
113 113 113 113
676 664 662 672
562 550 520 559
43.5 42.7 42.7 43.3
36.2 35.4 35.4 36.0
Conclusioni Nellarticolo presentato lo studio di fattibilit sulla possibile applicazione della combustione Oxy-fuel in una centrale a carbone da 660 MWe per quattro diverse possibili configurazioni impiantistiche. Queste sono state analizzate sia dal punto di vista delle prestazioni ottenute che della loro complessit realizzativa. Alcuni interessanti risultati sono stati ottenuti, specialmente per ci che riguarda linfluenza delle configurazioni esaminate e delle condizioni operative di impianto sulle prestazioni della caldaia e sullefficienza complessiva dellintero impianto. In particolare, la configurazione impiantistica A quella con il pi alto valore della potenza lorda prodotta (2% in pi rispetto al caso base). Valutazioni dettagliate dei risultati ottenuti sono ancora in corso. In particolare, saranno analizzati in dettaglio i consumi energetici di tutti gli ausiliari necessari al retrofit dellimpianto di riferimento. Dal punto di vista dei consumi energetici, lunit di operazione dellaria , senza dubbio, quella che presenta le maggiori criticit. Per gli scopi del lavoro svolto, nellunita cryo-ASU stato valutato un consumo pari 113 MWe con una diminuzione della potenza lorda dellimpianto di circa 6-7 punti percentuali. REFERENCES 1) Chui E.H, Douglas M.A., Tan Y., Modeling of oxy-fuel combustion for a western Canadian sub- bitominous coal, Fuel 2003; 82:1201-1210. 2) Simmonds M., Miracca I., Gerdes K., Oxyfuel technologies for CO2 capture: a technoeconomic overview, Proceedings of the 7th International Conference on Greenhouse Gas Control Technologies, Vancouver, 5-9 September 2004. 3) Jordal K., Anheden M., Yan J., Stromborg S., Oxyfuel technologies for coal-fired power generation with CO2 capture-opportunities and challenges, Proceedings of the 7th International Conference on Greenhouse Gas Control Technologies, Vancouver, 5-9 September 2004. 4) Varagani R., Chatel-Plage F., Pranda P., Oxycombustion in pulverized coal-fired boiler: a promising technology for CO2 capture, Proceedings of the 3rd Annual Conference on Carbon Sequestration, Alexandria, 3-6 May 2004. 5) Shao Y., Golomb D., Power plants CO2 capture using integrated air separation and
11
Art. 08/12
60 Congresso Nazionale ATI, 13 15 settembre, 2005, Roma
flue gas reycicling, Energy Convers. Mgmt 1996; 37(6-8):903-908. Liu H., Okazaki K. Simultaneous easy CO2 recovery and drastic reduction of SOx and NOx in O2/CO2 coal combustion with heat recirculation, Fuel 2003; 82:1427-1436. 7) Bolland O., Mathieu P., Comparison of two CO2 removal plant options in combined cycle power plants, Energy Convers. Mgmt 1998; 39(16-18):1653-1663. 8) Andersson K, Maksinen P. Process evaluation of CO2 free combustion in anO2/CO2 power plant, Goteborg, Sweden, Chalmers University of Technology, 2002. 9) Birkestad H., Separation and compression of CO2 in an O2/CO2 fired power plant, Goteborg, Sweden, Chalmers University of Technology, 2002. 10) Coulson J.M., Richardson J.F., Chemical Engineering, Volume I, Oxford: Pergamon Press, 1990. 11) Spencer, R. C., Cotton, K. C. & Cannon, C. N., 1974. A Method for Predicting the Performance of Steam Turbine-Generators, 16,500 kW and Larger. Tech. Rep. 62WA 209, ASME Report. 12) Mathieu P., Toward a world based on near zero CO2 emission fossil fuels power plants, Ligi Belgium, University of Ligi, 2002.
6)
12
Potrebbero piacerti anche
- Curso Di Geofisica AplicataDocumento1 paginaCurso Di Geofisica AplicataLuvi MoreiraNessuna valutazione finora
- Fdocuments - in - Eko Series Kilns Hornos Serie Eko Sacmi Eko Series Kilns Forni Serie Eko HornosDocumento12 pagineFdocuments - in - Eko Series Kilns Hornos Serie Eko Sacmi Eko Series Kilns Forni Serie Eko HornosCeramiatNessuna valutazione finora
- Deviazioni Dalla Legge Di Raoult-3Documento25 pagineDeviazioni Dalla Legge Di Raoult-3andrew wallenNessuna valutazione finora
- Barbara Dallara - La Componente Fitoplanctonica Nell'ambito Del Programma Di Studio e Monitoraggio Integrato Dell'ambiente Marino Costiero Della Regione VenetoDocumento38 pagineBarbara Dallara - La Componente Fitoplanctonica Nell'ambito Del Programma Di Studio e Monitoraggio Integrato Dell'ambiente Marino Costiero Della Regione VenetoScuola di Alta Specializzazione AmbientaleNessuna valutazione finora
- Uni 10355Documento8 pagineUni 10355Antonio VentrigliaNessuna valutazione finora
- L'invenzione Dell'altro (Kilani)Documento98 pagineL'invenzione Dell'altro (Kilani)Michele Grolla100% (1)